Milling · Turning - Komet Group
Milling · Turning - Komet Group
Milling · Turning - Komet Group

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
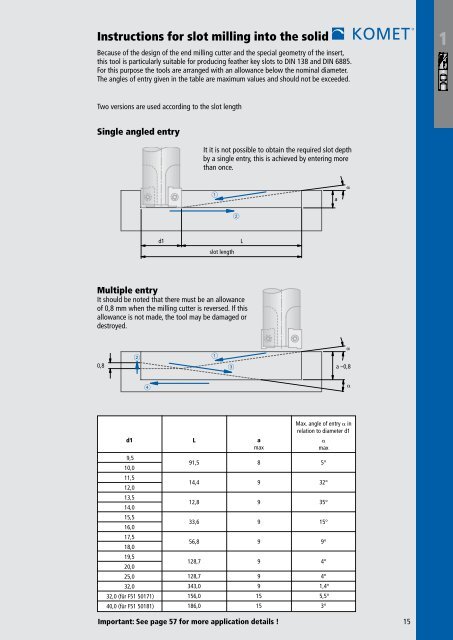
Instructions for slot milling into the solid<br />
Because of the design of the end milling cutter and the special geometry of the insert,<br />
this tool is particularly suitable for producing feather key slots to DIN 138 and DIN 6885.<br />
For this purpose the tools are arranged with an allowance below the nominal diameter.<br />
The angles of entry given in the table are maximum values and should not be exceeded.<br />
1<br />
Two versions are used according to the slot length<br />
Single angled entry<br />
It it is not possible to obtain the required slot depth<br />
by a single entry, this is achieved by entering more<br />
than once.<br />
<br />
<br />
a<br />
<br />
<br />
<br />
d1<br />
slot length<br />
L<br />
Multiple entry<br />
It should be noted that there must be an allowance<br />
of 0,8 mm when the milling cutter is reversed. If this<br />
allowance is not made, the tool may be damaged or<br />
destroyed.<br />
0,8<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
a –0,8<br />
<br />
<br />
<br />
Max. angle of entry in<br />
relation to diameter d1<br />
d1<br />
L<br />
a<br />
max<br />
<br />
max<br />
9,5<br />
10,0<br />
11,5<br />
12,0<br />
13,5<br />
14,0<br />
15,5<br />
16,0<br />
17,5<br />
18,0<br />
19,5<br />
20,0<br />
25,0<br />
32,0<br />
32,0 (für F51 50171)<br />
40,0 (für F51 50181)<br />
91,5<br />
14,4<br />
12,8<br />
33,6<br />
56,8<br />
128,7<br />
128,7<br />
343,0<br />
156,0<br />
186,0<br />
8<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
9<br />
15<br />
15<br />
5°<br />
32°<br />
35°<br />
15°<br />
9°<br />
4°<br />
4°<br />
1,4°<br />
5,5°<br />
3°<br />
Important: See page 57 for more application details !<br />
15