Milling · Turning - Komet Group
Milling · Turning - Komet Group
Milling · Turning - Komet Group

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
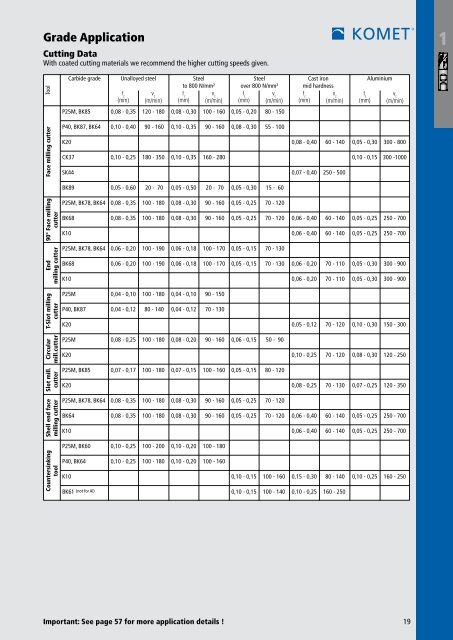
Grade Application<br />
Cutting Data<br />
With coated cutting materials we recommend the higher cutting speeds given.<br />
1<br />
Tool<br />
Carbide grade<br />
Unalloyed steel<br />
f z<br />
(mm)<br />
v c<br />
(m/min)<br />
Steel<br />
to 800 N/mm²<br />
f z<br />
(mm)<br />
v c<br />
(m/min)<br />
Steel<br />
over 800 N/mm²<br />
f z<br />
(mm)<br />
v c<br />
(m/min)<br />
Cast iron<br />
mid hardness<br />
f z<br />
(mm)<br />
v c<br />
(m/min)<br />
f z<br />
(mm)<br />
Aluminium<br />
v c<br />
(m/min)<br />
P25M, BK85<br />
0,08 - 0,35<br />
120 - 180<br />
0,08 - 0,30<br />
100 - 160<br />
0,05 - 0,20<br />
80 - 150<br />
Face milling cutter<br />
P40, BK87, BK64<br />
K20<br />
CK37<br />
SK44<br />
0,10 - 0,40<br />
0,10 - 0,25<br />
90 - 160<br />
180 - 350<br />
0,10 - 0,35<br />
0,10 - 0,35<br />
90 - 160<br />
160 - 280<br />
0,08 - 0,30<br />
55 - 100<br />
0,08 - 0,40<br />
0,07 - 0,40<br />
60 - 140<br />
250 - 500<br />
0,05 - 0,30<br />
0,10 - 0,15<br />
300 - 800<br />
300 -1000<br />
BK89<br />
0,05 - 0,60<br />
20 - 70<br />
0,05 - 0,50<br />
20 - 70<br />
0,05 - 0,30<br />
15 - 60<br />
90° Face milling<br />
cutter<br />
P25M, BK78, BK64<br />
BK68<br />
K10<br />
0,08 - 0,35<br />
0,08 - 0,35<br />
100 - 180<br />
100 - 180<br />
0,08 - 0,30<br />
0,08 - 0,30<br />
90 - 160<br />
90 - 160<br />
0,05 - 0,25<br />
0,05 - 0,25<br />
70 - 120<br />
70 - 120<br />
0,06 - 0,40<br />
0,06 - 0,40<br />
60 - 140<br />
60 - 140<br />
0,05 - 0,25<br />
0,05 - 0,25<br />
250 - 700<br />
250 - 700<br />
End<br />
milling cutter<br />
P25M, BK78, BK64<br />
BK68<br />
K10<br />
0,06 - 0,20<br />
0,06 - 0,20<br />
100 - 190<br />
100 - 190<br />
0,06 - 0,18<br />
0,06 - 0,18<br />
100 - 170<br />
100 - 170<br />
0,05 - 0,15<br />
0,05 - 0,15<br />
70 - 130<br />
70 - 130<br />
0,06 - 0,20<br />
0,06 - 0,20<br />
70 - 110<br />
70 - 110<br />
0,05 - 0,30<br />
0,05 - 0,30<br />
300 - 900<br />
300 - 900<br />
T-Slot milling<br />
cutter<br />
P25M<br />
P40, BK87<br />
K20<br />
0,04 - 0,10<br />
0,04 - 0,12<br />
100 - 180<br />
80 - 140<br />
0,04 - 0,10<br />
0,04 - 0,12<br />
90 - 150<br />
70 - 130<br />
0,05 - 0,12<br />
70 - 120<br />
0,10 - 0,30<br />
150 - 300<br />
Circular<br />
mill.cutter<br />
P25M<br />
K20<br />
0,08 - 0,25<br />
100 - 180<br />
0,08 - 0,20<br />
90 - 160<br />
0,06 - 0,15<br />
50 - 90<br />
0,10 - 0,25<br />
70 - 120<br />
0,08 - 0,30<br />
120 - 250<br />
Slot mill.<br />
cutter<br />
P25M, BK85<br />
K20<br />
0,07 - 0,17<br />
100 - 180<br />
0,07 - 0,15<br />
100 - 160<br />
0,05 - 0,15<br />
80 - 120<br />
0,08 - 0,25<br />
70 - 130<br />
0,07 - 0,25<br />
120 - 350<br />
Shell end face<br />
milling cutter<br />
P25M, BK78, BK64<br />
BK64<br />
K10<br />
0,08 - 0,35<br />
0,08 - 0,35<br />
100 - 180<br />
100 - 180<br />
0,08 - 0,30<br />
0,08 - 0,30<br />
90 - 160<br />
90 - 160<br />
0,05 - 0,25<br />
0,05 - 0,25<br />
70 - 120<br />
70 - 120<br />
0,06 - 0,40<br />
0,06 - 0,40<br />
60 - 140<br />
60 - 140<br />
0,05 - 0,25<br />
0,05 - 0,25<br />
250 - 700<br />
250 - 700<br />
P25M, BK60<br />
0,10 - 0,25<br />
100 - 200<br />
0,10 - 0,20<br />
100 - 180<br />
Countersinking<br />
tool<br />
P40, BK64<br />
K10<br />
BK61 (not for Al)<br />
0,10 - 0,25<br />
100 - 180<br />
0,10 - 0,20<br />
100 - 160<br />
0,10 - 0,15<br />
0,10 - 0,15<br />
100 - 160<br />
100 - 140<br />
0,15 - 0,30<br />
0,10 - 0,25<br />
80 - 140<br />
160 - 250<br />
0,10 - 0,25<br />
160 - 250<br />
Important: See page 57 for more application details !<br />
19