Milling · Turning - Komet Group
Milling · Turning - Komet Group
Milling · Turning - Komet Group

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
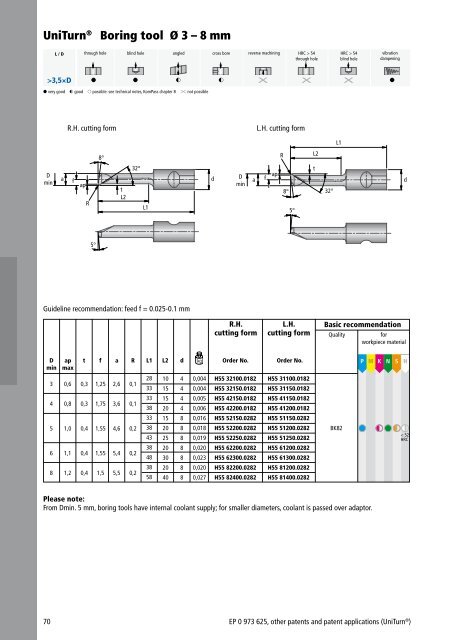
Boring tool Ø 3 – 8 mm<br />
L / D through hole blind hole<br />
angled cross bore<br />
reverse machining<br />
HRC > 54 HRC > 54<br />
through hole<br />
blind hole<br />
vibration<br />
dampening<br />
>3,5×D § § $ $ X X X §<br />
§ very good $ good & possible: see technical notes, KomPass chapter 8 X not possible<br />
R.H. cutting form<br />
L.H. cutting form<br />
L1<br />
8°<br />
R<br />
L2<br />
D<br />
min<br />
a<br />
f<br />
ap<br />
R<br />
t<br />
L2<br />
32°<br />
L1<br />
d<br />
D<br />
min<br />
a<br />
f<br />
ap<br />
8°<br />
5°<br />
t<br />
32°<br />
d<br />
5°<br />
Guideline recommendation: feed f = 0.025-0.1 mm<br />
R.H.<br />
cutting form<br />
L.H.<br />
cutting form<br />
Basic recommendation<br />
Quality<br />
for<br />
workpiece material<br />
D<br />
min<br />
ap<br />
max<br />
t f a R L1 L2 d<br />
Order No.<br />
Order No.<br />
P M K N S H<br />
3<br />
4<br />
5<br />
6<br />
8<br />
0,6<br />
0,8<br />
1,0<br />
1,1<br />
1,2<br />
0,3<br />
0,3<br />
0,4<br />
0,4<br />
0,4<br />
1,25<br />
1,75<br />
1,55<br />
1,55<br />
1,5<br />
2,6<br />
3,6<br />
4,6<br />
5,4<br />
5,5<br />
0,1<br />
0,1<br />
0,2<br />
0,2<br />
0,2<br />
28<br />
33<br />
33<br />
38<br />
33<br />
38<br />
43<br />
38<br />
48<br />
38<br />
58<br />
10<br />
15<br />
15<br />
20<br />
15<br />
20<br />
25<br />
20<br />
30<br />
20<br />
40<br />
4<br />
4<br />
4<br />
4<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
8<br />
0,004<br />
0,004<br />
0,005<br />
0,006<br />
0,016<br />
0,018<br />
0,019<br />
0,020<br />
0,023<br />
0,020<br />
0,027<br />
UniTurn ® EP 0 973 625, other patents and patent applications (UniTurn ® )<br />
H55 32100.0182<br />
H55 32150.0182<br />
H55 42150.0182<br />
H55 42200.0182<br />
H55 52150.0282<br />
H55 52200.0282<br />
H55 52250.0282<br />
H55 62200.0282<br />
H55 62300.0282<br />
H55 82200.0282<br />
H55 82400.0282<br />
H55 31100.0182<br />
H55 31150.0182<br />
H55 41150.0182<br />
H55 41200.0182<br />
H55 51150.0282<br />
H55 51200.0282<br />
H55 51250.0282<br />
H55 61200.0282<br />
H55 61300.0282<br />
H55 81200.0282<br />
H55 81400.0282<br />
BK82<br />
< 52<br />
HRC<br />
Please note:<br />
From Dmin. 5 mm, boring tools have internal coolant supply; for smaller diameters, coolant is passed over adaptor.<br />
70