Plastiline™ - Humes
Plastiline™ - Humes
Plastiline™ - Humes

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
12 Repairs<br />
12.1 Any areas revealed as defective shall be repaired in<br />
accordance with the following clauses.<br />
12.2 For isolated pinholes or for straight cuts and tears<br />
where the cut or torn edges can be brought together, the<br />
repair is made by welding flat welding strip over these<br />
areas, taking care that it is centrally located.<br />
12.3 Damaged sections equivalent in area to about 40,000<br />
mm 2 which cannot be repaired by the method<br />
described in Clause 12.2 shall be treated as follows.<br />
The defective area of the sheet is to be cut, preferably to a<br />
rectangular shape, and removed. A piece of plain<br />
Plastiline sheet cut to shape is tack welded in place, or<br />
fixed with adhesive in the opening of the sheet, leaving no<br />
gap greater than 4mm. The gaps are then sealed by<br />
welding centrally located flat welding strips over them.<br />
Alternatively the plain Plastiline patch may be cut<br />
larger than the defective area by at least 12mm all round,<br />
the edges chamfered and the patch sealed with flat<br />
welding strip.<br />
12.4 Where damage covers an area greater than<br />
40,000mm 2 but a patch not greater than 100mm in width<br />
can be used to effect the repair, the methods described in<br />
Clause 12.3 shall be used.<br />
12.5 Plastiline damaged over an area greater than<br />
40,000mm 2 during handling and laying of a pipe, may be<br />
repaired at the discretion of the Supervising Authority.<br />
The repair would be at the expense of the contractor (refer<br />
<strong>Humes</strong> for specialised procedure).<br />
12.6 Where brittle field welds occur due to overheating or<br />
charring, the defective area must be cut out and patched<br />
with plain Plastiline sheet as described in Clause 12.3.<br />
Where the existing weld strip interferes with the new<br />
welding, the operation is completed by carefully heating<br />
the plastic junctions until they are soft and can be<br />
worked together.<br />
12.7 Short lengths, less than about 25mm individually, and<br />
not more than 250mm in any one metre of weld, where the<br />
probe will enter more than 3mm under the edge of the<br />
weld strip, are classified as short incomplete welds.<br />
(Occurrence of frequent short incomplete welds is general<br />
evidence of substandard welding.) These faults may be<br />
corrected by lifting up the unsealed edge with a blunt knife,<br />
carefully directing the heat into the opening and pressing<br />
the strip down firmly.<br />
12.8 Where incomplete welds longer than specified in<br />
Clause 12.7 occur, they are to be treated by the methods<br />
described in Clause 12.6.<br />
12.9 All repair operations must be subjected to the same<br />
stringent control as stipulated for joint welding. Upon<br />
completion of repair work, all tests and inspections laid<br />
down in Section 11 must be performed again and restored<br />
areas spark tested.<br />
13 Handling — storage — laying<br />
13.1 Proper handling and welding of plastic lining is<br />
primarily a matter of care and common sense. Personnel<br />
must be aware that in the manufacture of Plastiline and<br />
its application to concrete pipes, careful control is exercised.<br />
This care is nullified if the material is subsequently damaged<br />
by carelessness and faulty practices. Failure to carry out<br />
simple precautions against damage cancels the customer’s<br />
investment in protection.<br />
13.2 Personnel must have the clear understanding that<br />
after jointing, the Plastiline must form a continuous sheet<br />
lining (i.e. free of pinholes, cuts, burns, abrasions)<br />
throughout the length of the pipeline.<br />
Personnel should have theoretical and practical basic<br />
training in welding of plastics.<br />
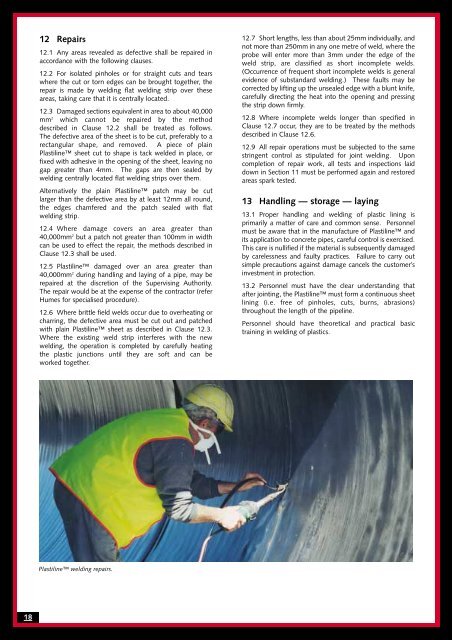
Plastiline welding repairs.<br />
18