Wood-Chip Heating Systems - Biomass Energy Resource Center
Wood-Chip Heating Systems - Biomass Energy Resource Center
Wood-Chip Heating Systems - Biomass Energy Resource Center

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
WOOD CHIP HEATING SYSTEMS<br />
30<br />
regulated, to some extent, by scientifi c tuning of the<br />
system to optimize the effectiveness of the controls.<br />
Stack temperature is also affected by ash or soot<br />
buildup — so ash cleaning is an important way to keep<br />
stack temperature down.<br />
8. MOISTURE LOSSES<br />
There are two sources of moisture in the fl ue gas:<br />
moisture contained in the fuel and moisture produced<br />
by the burning of the hydrogen in the fuel. In theory,<br />
moisture losses can be reduced by pre-drying the fuel<br />
or condensing the fl ue gas vapor in a tertiary heat<br />
exchanger, which condenses gases and captures the<br />
heat that is released. As a rule, neither of these methods<br />
is practical with current biomass system technology,<br />
particularly for systems in the size range considered<br />
here.<br />
9. TYPICAL PERFORMANCE OF CURRENT SYSTEMS<br />
System manufacturers design their equipment to<br />
minimize energy losses from each of the components<br />
noted above, while at the same time ensuring safe,<br />
reliable operation with minimum maintenance<br />
requirements. Recent tests show that typical steadystate<br />
effi ciencies of current systems are likely to be in<br />
the 55-75% range. 3 This means that 25-45% of the<br />
energy in the fuel is lost. (A typical oil or gas-fi red<br />
boiler would be expected to have losses of 10-20%<br />
under similar measurement conditions.)<br />
The lower effi ciency of wood systems is due in part<br />
to the nature of the fuel itself. <strong>Biomass</strong> fuel can vary<br />
dramatically by particle size, species, and moisture<br />
content. It is diffi cult to design a system that can deliver<br />
high effi ciency across this range of variables. <strong>Wood</strong><br />
system effi ciencies can, however, be expected to rise<br />
as manufacturers improve their products and as the<br />
market for systems grows. It should be kept in mind<br />
that the primary advantage of burning wood fuel lies<br />
in its low cost — which offsets the mediocre effi ciency<br />
— and its status as a locally produced renewable fuel.<br />
In the following paragraphs, recent test results on<br />
several Canadian systems 4 illustrate the effect of system<br />
improvements on effi ciency. These units ranged in<br />
size from .3 MMBH to 6.2 MMBH output. Despite the<br />
wide range of design outputs, there was no clear link<br />
between steady state effi ciency and size.<br />
Excess air levels ranged from 185% to 71%, stack<br />
temperatures from 579°F to 466°F, fuel moisture<br />
contents from 49% to 39% (wet basis), and CO levels<br />
from 614 ppm to 29 ppm. The effect on steady state<br />
effi ciency at the high or low end of each of these<br />
parameters is as follows:<br />
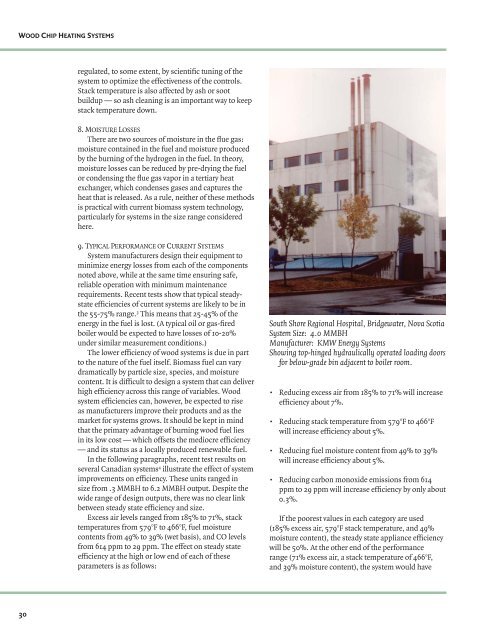
South Shore Regional Hospital, Bridgewater, Nova Scotia<br />
System Size: 4.0 MMBH<br />
Manufacturer: KMW <strong>Energy</strong> <strong>Systems</strong><br />
Showing top-hinged hy drau li cal ly operated loading doors<br />
for below-grade bin adjacent to boiler room.<br />
• Reducing excess air from 185% to 71% will increase<br />
effi ciency about 7%.<br />
• Reducing stack temperature from 579°F to 466°F<br />
will increase effi ciency about 5%.<br />
• Reducing fuel moisture content from 49% to 39%<br />
will increase effi ciency about 5%.<br />
• Reducing carbon monoxide emissions from 614<br />
ppm to 29 ppm will increase effi ciency by only about<br />
0.3%.<br />
If the poorest values in each category are used<br />
(185% excess air, 579°F stack temperature, and 49%<br />
moisture content), the steady state appliance effi ciency<br />
will be 50%. At the other end of the performance<br />
range (71% excess air, a stack temperature of 466°F,<br />
and 39% moisture content), the system would have