Micropile Installation with Spoil Control at Logan Airport - Nicholson ...
Micropile Installation with Spoil Control at Logan Airport - Nicholson ...
Micropile Installation with Spoil Control at Logan Airport - Nicholson ...
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
The final pile drilling depths were determined in the field by the Owner’s engineer usingthe inform<strong>at</strong>ion summarized in Table 2 based on drilling r<strong>at</strong>es and the design loads. TheGroup C m<strong>at</strong>erials were added during project construction when the diabase m<strong>at</strong>erial wasencountered unexpectedly.Table 2. Bond Parameters for Each Idealized GroupingLoadingConditionC/C Allowable Skin Allowable Skin Allowable Skin Allowable SkinPile Ø Spacing Friction Group A Friction Group B Friction Group C Friction Clay(in) (ft) kip/sq. ft. kip/lft kip/sq. ft. kip/lft kip/sq. ft. kip/lft psf plfComp.Ten.Comp.Ten.121299>= 5 2.4 7.54 6.0 18.85 14.0 43.984 2.0 6.28 6.0 18.85 14.0 43.983 1.8 5.65 6.0 18.85 14.0 43.98>= 5 1.9 5.97 6.0 18.85 14.0 43.98 350.0 1099.004 1.6 5.02 6.0 18.85 14.0 43.98 300.0 942.003 1.4 4.40 6.0 18.85 14.0 43.98 260.0 816.40>= 4 2.4 5.65 6.0 14.14 14.0 32.993 2.0 4.71 6.0 14.14 14.0 32.99>= 4 1.9 4.48 6.0 14.14 14.0 32.99 350.00 824.673 1.6 3.77 6.0 14.14 14.0 32.99 300.0 706.86Load Test ProgramPile load tests are used routinely on micropile projects to confirm the rel<strong>at</strong>ively largedesign loads. The micropile test program consisted of three pile load tests; two incompression and one in tension. All tests were on non-production 12-in piles. Tworeaction piles were installed for each test pile.Test piles were installed <strong>at</strong> two loc<strong>at</strong>ions, one on the north side of the structure and oneon the south side. Compression tests were conducted <strong>at</strong> both loc<strong>at</strong>ions <strong>with</strong> the northcompression test pile founded in rock and the south compression test pile founded inglacial till. A second test pile was installed <strong>at</strong> the north loc<strong>at</strong>ion <strong>with</strong>in the glacial till forthe tension test.Figure 2 shows theloc<strong>at</strong>ions of the testpiles as well as thegeneral layout of thesite. A typical loadtest set-up is shownin Figure 3.A center holehydraulic jack,reacting against a testframe supported bytwo adjacent reactionpiles, was used toapply the test load."Sister bars",installed adjacent tothe steel reinforcingNORTHTESTPILE SITENORTHEASTSTAIRTOWERFigure 2 Test Pile Loc<strong>at</strong>ionsCENTERCOREVEHICLE BRIDGESOUTHEASTSTAIRTOWERSOUTHTESTPILE SITE5
ar and fitted <strong>with</strong> vibr<strong>at</strong>ing wire strain gages were employed to measure the pile load inbearing str<strong>at</strong>a. The load applied to the top of the pile was measured using a calibr<strong>at</strong>edpressure gauge installed on the hydraulic jack. Dial gauges, <strong>at</strong>tached to an independentreference frame, were used to measure the displacement <strong>at</strong> the top of the pile.Displacement <strong>at</strong> the pile tip was measured using a telltale.Figure 3. Pile Load Test Set-up.Compression Load Test Procedure.The south compression test pile bonded in the glacial till was loaded in 107 kipincrements up to 200% of the design load (860 kips). This load was held until the telltaleshowed less than 0.01 inch of settlement per hour <strong>at</strong> the pile tip consistent <strong>with</strong> theMassachusetts St<strong>at</strong>e Building Code. The pile was unloaded in four increments until noload remained on the pile. The north compression test pile was tested similarly but wasbonded in rock.Tension Load Test ProcedureThe tension test pile was bonded in glacial till and loaded in 36 kip increments up to200% of design load (300 kips). The load was held until the pile demonstr<strong>at</strong>ed movement<strong>at</strong> the top of the pile less than 0.01 inch over 1 hour.Load Test ResultsThe load test results are summarized in Table 3.6
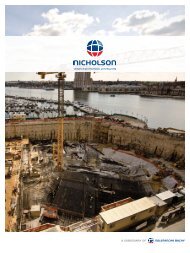
Table 3. Results from pre-production load tests.Net Movement (1) for Maximum Load <strong>at</strong> Bond Zone <strong>at</strong>Pile Design Max Test PileTest LoadMaximum Test Load (2)LoadingDiameter Load Load Loc<strong>at</strong>ion Top of Pile Telltale <strong>at</strong>Allowable Actual Min Req'd= Butt Pile Tipin kips kips in in in kips kipsComp 12 430 1002 North 0.22 0.09 0.27 800 645Comp 12 430 859 South 0.53 0.23 0.27 700 645Tension 12 150 300 South 0.03 NA 0.5 NA NA1. Mass. Building Code (MBC) requires th<strong>at</strong> top of pile movement be less than theoretical compression (assuming all theload applied to the butt is transmitted to the tip) + 0.15 in + 0.01 * pile diameter (similar to Davisson, except th<strong>at</strong> 0.01 is0.008 for Davisson). Conserv<strong>at</strong>ively this is a net movement of 0.15 inch + 0.01 * pile diameter. MBC also requires th<strong>at</strong> netsettlement <strong>at</strong> two times design load be less than 0.5 inch for both tension and compression tests.2. MBC requires th<strong>at</strong> <strong>at</strong> least 150% of the design load reaches the "bearing str<strong>at</strong>um" <strong>at</strong> maximum test load.Production Pile <strong>Install<strong>at</strong>ion</strong>Production piles were installed from inside and outside the structure ranging between 90and 140 ft in length. The approach used on the interior of the structure was to make anexcav<strong>at</strong>ion for the pile cap and to install the piles from <strong>with</strong>in these excav<strong>at</strong>ions as shownin Figures 4 and 5. The Comacchio CM1200s and Casagrande M9 rigs employed werespecially outfitted <strong>with</strong> short masts. Casing lengths were limited to 5-ft for this work.There were as many as four rigs working simultaneously under the low headroomconditions. Pile install<strong>at</strong>ion times varied significantly <strong>with</strong> an average of 1.5 piles per rigshift except when the diabase dikes were encountered unexpectedly. Within the diabaseit took three to five days per pile <strong>with</strong> as much as 8 hrs to drill one foot.Figure 4. Interior Drilling <strong>with</strong>in Footing Excav<strong>at</strong>ion7
Figure 5. Interior pile install<strong>at</strong>ion.The exterior piles were installed using a Casagrande C12 rig as shown in Figure 6. Thisrig utilized casing lengths of 15 and 20-ft and typically two piles were drilled per day.Figure 6. Exterior pile install<strong>at</strong>ion <strong>with</strong> Casagrande C12.8
DesilterThe desilting process makes use ofsmaller diameter (~4-in) hydrocyclones.In order to maintain the same overallflow r<strong>at</strong>e it is commonly necessary toemploy several hydrocyclones in thedesilting system. Figure 9 is aphotograph of the system used. Similarto the desander, the denser solidcomponents leaving the hydrocyclone aredeposited on a screen <strong>with</strong> any m<strong>at</strong>erialth<strong>at</strong> passes the screen being recircul<strong>at</strong>ed.Many hydrocyclonesCentrifugeHydrocycloneFigure 8. The Desanding system.The final stage of tre<strong>at</strong>ment was acentrifuge system th<strong>at</strong> employed a polymerflocculent. In concept, the oper<strong>at</strong>ion of thecentrifuge is similar to the hydrocyclone inth<strong>at</strong> it use centrifugal forces to separ<strong>at</strong>edenser m<strong>at</strong>erials. However, the centrifugeuses a spinning drum and thus inducesmuch more force than th<strong>at</strong> obtained <strong>with</strong>the hydrocyclone. The added polymerflocculent facilit<strong>at</strong>ed coagul<strong>at</strong>ion of theclay minerals such th<strong>at</strong> the efficiency of thecentrifuge was gre<strong>at</strong>ly enhanced. Thecentrifuges employed <strong>at</strong> <strong>Logan</strong> is shown inFigure 10.Figure 9. The Desilting SystemFigure 10. The CentrifugesThe complete system is shownschem<strong>at</strong>ically in Figure 11 and aphotograph in Figure 12. Several largetanks are incorpor<strong>at</strong>ed into the system toprovide needed storage for efficientoper<strong>at</strong>ion and the ability to accommod<strong>at</strong>epeak flow conditions. The effectivenessof this system in separ<strong>at</strong>ing the spoils andin ultim<strong>at</strong>ely producing a clear liquid forreuse in the drilling oper<strong>at</strong>ions is quiteremarkable. The capacity of the systemis such th<strong>at</strong> it can process an incomingspoil stream of 60 gpm, per centrifuge.10
Figure 11. Schem<strong>at</strong>ic of the <strong>Spoil</strong> <strong>Control</strong> SystemGrout PlantsSolid <strong>Spoil</strong> RemovalDesanderDesilterCentrifugesProcessing TanksPumpsSteel LinesFigure 12. Global View of <strong>Spoil</strong> Conrol System11
Project ChallengesThe <strong>Logan</strong> <strong>Airport</strong> job provided many challenges th<strong>at</strong> can be divided into two groups: i)coordin<strong>at</strong>ion of trades working <strong>with</strong>in difficult access and while trying to maintain garageoper<strong>at</strong>ions; and ii) unexpected surprises.The Construction Manager made significant effort to facilit<strong>at</strong>e the work activities of thevarious trades by having daily coordin<strong>at</strong>ion meetings. These meetings were very helpful,however, inevitably there were conflicts rel<strong>at</strong>ed to scheduling access to various portionsof the site such th<strong>at</strong> trades could not work optimally. As is generally the case during thenegoti<strong>at</strong>ion stages of a project, concerns for these types of conflicts and inefficiencies fallon deaf ears and there is over-optimism regarding the coordin<strong>at</strong>ion th<strong>at</strong> is possible.A significant challenge encountered was the presence of diabase dikes th<strong>at</strong> were notidentified in the subsurface explor<strong>at</strong>ion. These dikes were especially troublesomebecause of the external flush "lost bit" drilling technique employed. The lost bits are infact used roller bits from the oil industry. The use of these used bits is necessary becauseof the very high cost of new bits when considering a single use applic<strong>at</strong>ion. For thefounding m<strong>at</strong>erials expected to be encountered, namely argillite and glacial till, the usedbits were more than adequ<strong>at</strong>e. However, when the diabase was encountered install<strong>at</strong>ionoper<strong>at</strong>ions slowed dram<strong>at</strong>ically wherein pile install<strong>at</strong>ion went from taking about six hoursper pile, to taking 3 to 5 days per pile. The use of down-hole percussion hammers wouldhave penetr<strong>at</strong>ed much faster, but the confined space conditions, existing site layout, theuncertainty of the number of piles possibly effected by the diabase, and changes neededto support oper<strong>at</strong>ions made this option a last resort.Another impediment to production was the presence of utilities <strong>at</strong> unknown loc<strong>at</strong>ions,which is a very common occurrence on urban construction sites. The time necessary toidentify the extent of the utilities, their owner, and to negoti<strong>at</strong>e a plan for their movementor development of a found<strong>at</strong>ion retrofit is often substantial. Importantly, money for theseactivities is never budgeted and therefore there is always haggling over wh<strong>at</strong> constitutesfair compens<strong>at</strong>ion; <strong>with</strong> ultim<strong>at</strong>ely no one feeling like they were tre<strong>at</strong>ed fairly.SummaryThis paper provided an overview of micropile install<strong>at</strong>ion oper<strong>at</strong>ions to support anexpansion to the Central Parking Garage <strong>at</strong> <strong>Logan</strong> <strong>Airport</strong>. Topics discussed included:1. The re-design of the found<strong>at</strong>ion system to make use of micropiles in place ofdrilled shafts. The redesign allowed the work to be completed <strong>at</strong> the lowest levelof the garage and thereby minimize disruption of the parking oper<strong>at</strong>ions. Thedrilled shaft approach was to be completed by drilling through the top floor andwould have required substantial bracing of the structure to accommod<strong>at</strong>e thecrane loads.2. The external flush method was used to install the piles and the specific selectionof bond length was based on drilling response. The drilling penetr<strong>at</strong>ion r<strong>at</strong>e wascorrel<strong>at</strong>ed <strong>with</strong> specific founding m<strong>at</strong>erials and appropri<strong>at</strong>e bond stresses.12
3. The use of a novel spoil control system to minimize the need to dispose of liquidspoils offsite. The cost associ<strong>at</strong>ed <strong>with</strong> disposal of liquids offsite far exceeds th<strong>at</strong>for solids. Accordingly, the spoils were tre<strong>at</strong>ed to remove solids and the liquidwas reused in the drilling oper<strong>at</strong>ions.4. Several project challenges were discussed including dealing <strong>with</strong> coordin<strong>at</strong>ion ofconstruction activities and encountering unexpected bedrock and unexpectedutilities onsite.13