

air pollution control system upgrade at tubatse ... - Pyro.co.za
air pollution control system upgrade at tubatse ... - Pyro.co.za
air pollution control system upgrade at tubatse ... - Pyro.co.za

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
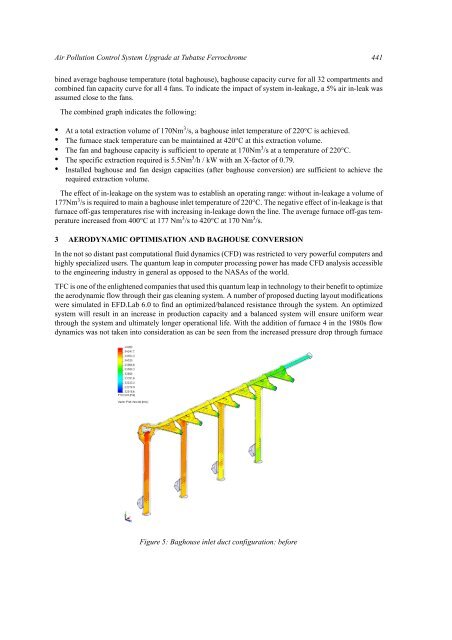
Air Pollution Control System Upgrade <strong>at</strong> Tub<strong>at</strong>se Ferrochrome 441bined average baghouse temper<strong>at</strong>ure (total baghouse), baghouse capacity curve for all 32 <strong>co</strong>mpartments and<strong>co</strong>mbined fan capacity curve for all 4 fans. To indic<strong>at</strong>e the impact of <strong>system</strong> in-leakage, a 5% <strong>air</strong> in-leak wasassumed close to the fans.The <strong>co</strong>mbined graph indic<strong>at</strong>es the following:• At a total extraction volume of 170Nm 3 /s, a baghouse inlet temper<strong>at</strong>ure of 220°C is achieved.• The furnace stack temper<strong>at</strong>ure can be maintained <strong>at</strong> 420°C <strong>at</strong> this extraction volume.• The fan and baghouse capacity is sufficient to oper<strong>at</strong>e <strong>at</strong> 170Nm 3 /s <strong>at</strong> a temper<strong>at</strong>ure of 220°C.• The specific extraction required is 5.5Nm 3 /h / kW with an X-factor of 0.79.• Installed baghouse and fan design capacities (after baghouse <strong>co</strong>nversion) are sufficient to achieve therequired extraction volume.The effect of in-leakage on the <strong>system</strong> was to establish an oper<strong>at</strong>ing range: without in-leakage a volume of177Nm 3 /s is required to main a baghouse inlet temper<strong>at</strong>ure of 220°C. The neg<strong>at</strong>ive effect of in-leakage is th<strong>at</strong>furnace off-gas temper<strong>at</strong>ures rise with increasing in-leakage down the line. The average furnace off-gas temper<strong>at</strong>ureincreased from 400°C <strong>at</strong> 177 Nm 3 /s to 420°C <strong>at</strong> 170 Nm 3 /s.3 AERODYNAMIC OPTIMISATION AND BAGHOUSE CONVERSIONIn the not so distant past <strong>co</strong>mput<strong>at</strong>ional fluid dynamics (CFD) was restricted to very powerful <strong>co</strong>mputers andhighly specialized users. The quantum leap in <strong>co</strong>mputer processing power has made CFD analysis accessibleto the engineering industry in general as opposed to the NASAs of the world.TFC is one of the enlightened <strong>co</strong>mpanies th<strong>at</strong> used this quantum leap in technology to their benefit to optimizethe aerodynamic flow through their gas cleaning <strong>system</strong>. A number of proposed ducting layout modific<strong>at</strong>ionswere simul<strong>at</strong>ed in EFD.Lab 6.0 to find an optimized/balanced resistance through the <strong>system</strong>. An optimized<strong>system</strong> will result in an increase in production capacity and a balanced <strong>system</strong> will ensure uniform wearthrough the <strong>system</strong> and ultim<strong>at</strong>ely longer oper<strong>at</strong>ional life. With the addition of furnace 4 in the 1980s flowdynamics was not taken into <strong>co</strong>nsider<strong>at</strong>ion as can be seen from the increased pressure drop through furnaceFigure 5: Baghouse inlet duct <strong>co</strong>nfigur<strong>at</strong>ion: before













