atw - International Journal for Nuclear Power | 05.2020
Description Ever since its first issue in 1956, the atw – International Journal for Nuclear Power has been a publisher of specialist articles, background reports, interviews and news about developments and trends from all important sectors of nuclear energy, nuclear technology and the energy industry. Internationally current and competent, the professional journal atw is a valuable source of information. www.nucmag.com
Description
Ever since its first issue in 1956, the atw – International Journal for Nuclear Power has been a publisher of specialist articles, background reports, interviews and news about developments and trends from all important sectors of nuclear energy, nuclear technology and the energy industry. Internationally current and competent, the professional journal atw is a valuable source of information.
www.nucmag.com

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>atw</strong> Vol. 65 (2020) | Issue 5 ı May<br />
294<br />
NEWS<br />
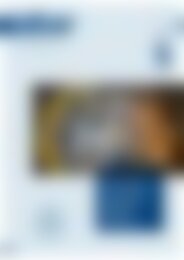
| Inside the plasma vessel: The previous cladding with carbon tiles has been<br />
abandoned; the vessel is ready <strong>for</strong> installation of the new water-cooled<br />
wall protection.<br />
Photo: IPP, Torsten Bräuer<br />
Greifswald is in full swing. Watercooled<br />
inner cladding of the plasma<br />
vessel will make the facility suitable<br />
<strong>for</strong> higher heating power and longer<br />
plasma pulses. Production of the new<br />
cladding’s centrepiece, the so-called<br />
divertor, was taken over by the<br />
institute’s Garching branch. For<br />
tomorrow, final delivery to Greifswald<br />
is scheduled, where the preparations<br />
<strong>for</strong> installation of the components<br />
have been completed. The installation<br />
work will last until well into next<br />
year. Wendelstein 7-X, the world's<br />
largest stellarator fusion device, is to<br />
investigate the suitability of such<br />
devices <strong>for</strong> power plants.<br />
At the end of 2018, the experiments<br />
on Wendelstein 7-X were<br />
temporarily terminated after two successful<br />
work phases (see PI 11/18).<br />
Upgrading of the plasma vessel has<br />
been ongoing since then. “First of all,<br />
most of the old components had to be<br />
taken out. Installation of the new ones<br />
can now begin,” says Prof. Dr. Hans-<br />
Stephan Bosch, whose division is<br />
responsible <strong>for</strong> technical operation of<br />
the device. Whereas most of the<br />
wall protection components were<br />
previously operated uncooled, large<br />
sections of the wall will be watercooled<br />
starting with the next round of<br />
experiments: “This will then enable<br />
Wendelstein 7-X to generate plasma<br />
pulses lasting up to 30 minutes”, states<br />
Professor Bosch.<br />
Centrepiece of the new wall<br />
cladding is the so-called divertor, the<br />
most heavily loaded component of the<br />
plasma vessel. In ten double strips on<br />
the inner wall of the plasma vessel,<br />
the divertor tiles follow the curved<br />
contour of the plasma edge. They<br />
protect those wall areas to which<br />
particles from the edge of the plasma<br />
are magnetically directed. A pump<br />
behind a gap in the middle of each<br />
double strip removes the impinging<br />
plasma and impurity particles. In this<br />
way, the divertor can be used to<br />
control the purity and density of the<br />
plasma.<br />
Demanding manifacture<br />
In the high-per<strong>for</strong>mance experiments<br />
planned, the new water-cooled<br />
divertor plates, which replace the<br />
previous uncooled ones, are designed<br />
to withstand a load of up to ten<br />
megawatts per square metre – like a<br />
space shuttle re-entering the Earth’s<br />
atmosphere. Without water cooling,<br />
however, the heat-resistant divertor<br />
tiles made of carbon-fibre-rein<strong>for</strong>ced<br />
carbon could not withstand this load<br />
<strong>for</strong> the intended 30-minute plasma<br />
pulses. They are there<strong>for</strong>e welded<br />
onto water-cooled plates made of<br />
a copper-chromium-zirconium alloy.<br />
The coolant, supplied by small steel<br />
tubes, ensures that the heat energy is<br />
removed.<br />
Each of the ten curved divertor<br />
strips consists of twelve of these<br />
plates, which in turn are composed of<br />
individual elements. In total, these<br />
890 elements comprise almost half a<br />
million individual parts, from the<br />
heat-resistant surfaces to the special<br />
screws.<br />
The high-per<strong>for</strong>mance components<br />
are the result of a long<br />
development, manufacturing and<br />
testing process carried out by the<br />
Integrated Technical Centre (ITZ) and<br />
the “Components in the Plasma<br />
Vessel” work group at IPP in Garching<br />
in cooperation with industrial<br />
com panies. “The complex geometry of<br />
the components was particularly<br />
challenging, given the high level of<br />
accuracy and reliability required,”<br />
explains IPP engineer Dr. Jean<br />
Boscary, who headed production and<br />
assembly of the “big puzzle”: “There<br />
should be no water leakage later in<br />
Wendelstein 7-X”.<br />
Accordingly, already the preparatory<br />
work was extensive: In<br />
2003, the development and production<br />
contract <strong>for</strong> the divertor<br />
elements was concluded with an<br />
industrial company. After four preseries<br />
and more than 60 prototypes,<br />
five years of series production could<br />
start in 2009.<br />
To complete a divertor element, 82<br />
manufacturing steps and 44 tests<br />
were necessary. The surface of each of<br />
the 16,000 carbon tiles had to be<br />
milled three-dimensionally into shape<br />
– with tolerances of sometimes only<br />
0.1 millimetres to avoid any overheating<br />
of protruding edges. The<br />
joining technique between carbon and<br />
copper alloy was specially developed<br />
<strong>for</strong> Wendelstein 7-X.<br />
At IPP in Garching, the divertor<br />
elements were then joined together<br />
on steel frames to <strong>for</strong>m plates. Cooling<br />
pipes and cooling water distributors<br />
were joined by means of a special<br />
welding technique developed at the<br />
ITZ: “Among the 2,000 welded joints,<br />
the subsequent tests were only able to<br />
detect two leaks,” says Dr. Boscary. In<br />
other respects, too, there were always<br />
quality assurance tests between the<br />
individual work steps. For production<br />
control, <strong>for</strong> example, the load capacity<br />
of the parts was examined in<br />
Garching's GLADIS heat test rig.<br />
The experience gained in this “largest<br />
heat protection project in fusion<br />
research to date” is unique worldwide,<br />
Jean Boscary emphasizes. All ten<br />
divertor strips have now been completed.<br />
A major part has already<br />
been delivered to IPP at Greifswald;<br />
the last transport is scheduled <strong>for</strong><br />
tomorrow.<br />
Challenging assembly<br />
At Greifswald, everything is prepared<br />
<strong>for</strong> installation of the high- per<strong>for</strong>mance<br />
components: In particular,<br />
the water pipes are installed in the<br />
plasma vessel, a total of 4.5 kilometres.<br />
“In the meantime, we have<br />
started laying the complex water<br />
pipes that bridge the last 40 centimetres<br />
between the vessel wall<br />
and the divertor plates,” explains<br />
assembly head Dr. Lutz Wegener.<br />
Later on, the plates must fit exactly<br />
to these connections. Although the<br />
extremely tricky work had previously<br />
been practised in a one-to-one<br />
model – “virtually a double assembly,”<br />
says Dr. Wegener – there are surprises<br />
when installing the 240 fitting<br />
pipes. The great tightness between<br />
the components makes welding<br />
a challenge, <strong>for</strong> which a special<br />
precision technique is used anyway.<br />
Often new designs and new manufacturing<br />
are necessary. In the<br />
narrow space also many screws are<br />
News