

3C-SiC growth on Si substrates via CVD: An introduction - Mansic
3C-SiC growth on Si substrates via CVD: An introduction - Mansic
3C-SiC growth on Si substrates via CVD: An introduction - Mansic

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
(almost 8%) between <str<strong>on</strong>g><strong>Si</strong>C</str<strong>on</strong>g> and <strong>Si</strong> produced a high c<strong>on</strong>centrati<strong>on</strong> of defects at the<br />
<str<strong>on</strong>g><strong>Si</strong>C</str<strong>on</strong>g>-<strong>Si</strong> interface and, c<strong>on</strong>sequently, this process of crystal <str<strong>on</strong>g>growth</str<strong>on</strong>g> turned out to be<br />
problematic. Nishino et al. [5] solved this problem by growing films with the so<br />
called "Buffer layer" technique where the film is deposited at atmospheric<br />
pressure with specific gases (<strong>Si</strong>H4/C3H8/H2) in a quartz reactor with a graphite<br />
susceptor, and an inductive heating system.<br />
The producti<strong>on</strong> of epitaxial films with high quality depends <strong>on</strong> a number of<br />
factors. In particular, the substrate orientati<strong>on</strong> has a large influence <strong>on</strong> the<br />
epitaxy process [6] and it has been shown that for the (100) and (111)<br />
orientati<strong>on</strong>s the best results are achieved. On the other hand, <strong>Si</strong> (111) <strong>substrates</strong><br />
frequently show cracks in the film during the cooling process because higher<br />
mechanical stresses result for this substrate orientati<strong>on</strong> compared to (100)<br />
<strong>substrates</strong>. Exhaustive studies show that the depositi<strong>on</strong> rate is c<strong>on</strong>nected with<br />
the quality of the film, i.e. by using lower depositi<strong>on</strong> rates, the quality is<br />
improved. In additi<strong>on</strong>, when separate precursors are used for <strong>Si</strong> and C, the<br />
proporti<strong>on</strong> of <strong>Si</strong> and C (i.e., the <strong>Si</strong>/C ratio) in the gaseous phase changes the film<br />
properties. Other factors such as depositi<strong>on</strong> pressure, temperature, carb<strong>on</strong>izati<strong>on</strong><br />
temperature, carb<strong>on</strong>izati<strong>on</strong> durati<strong>on</strong> and gaseous purity influence the <str<strong>on</strong>g>3C</str<strong>on</strong>g>-<str<strong>on</strong>g><strong>Si</strong>C</str<strong>on</strong>g> film<br />
quality [7]. The Buffer-Layer-Process at temperatures higher than 1300°C leads<br />
to the formati<strong>on</strong> of several film crystal defects. In order to reduce the defects<br />
density at the interface between the <strong>Si</strong> substrate and the <str<strong>on</strong>g>3C</str<strong>on</strong>g>-<str<strong>on</strong>g><strong>Si</strong>C</str<strong>on</strong>g> film, Nagasawa<br />
et al. [8] have developed a <strong>CVD</strong> process using a cold-wall low pressure <strong>CVD</strong><br />
reactor at 1350°C. The film was deposited <strong>on</strong> an undulant <strong>Si</strong> substrate.<br />
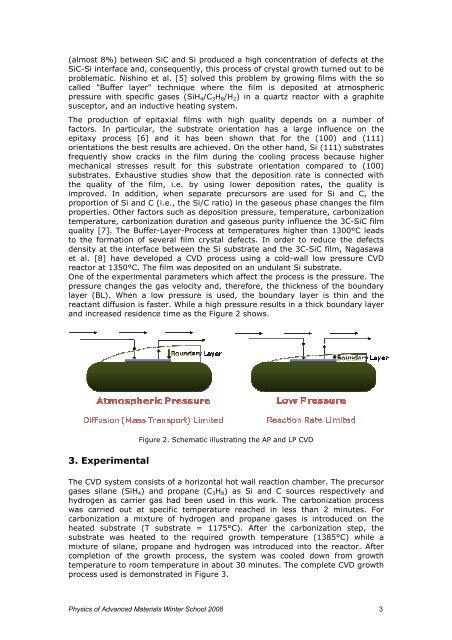
One of the experimental parameters which affect the process is the pressure. The<br />
pressure changes the gas velocity and, therefore, the thickness of the boundary<br />
layer (BL). When a low pressure is used, the boundary layer is thin and the<br />
reactant diffusi<strong>on</strong> is faster. While a high pressure results in a thick boundary layer<br />
and increased residence time as the Figure 2 shows.<br />
3. Experimental<br />
Figure 2. Schematic illustrating the AP and LP <strong>CVD</strong><br />
The <strong>CVD</strong> system c<strong>on</strong>sists of a horiz<strong>on</strong>tal hot wall reacti<strong>on</strong> chamber. The precursor<br />
gases silane (<strong>Si</strong>H4) and propane (C3H8) as <strong>Si</strong> and C sources respectively and<br />
hydrogen as carrier gas had been used in this work. The carb<strong>on</strong>izati<strong>on</strong> process<br />
was carried out at specific temperature reached in less than 2 minutes. For<br />
carb<strong>on</strong>izati<strong>on</strong> a mixture of hydrogen and propane gases is introduced <strong>on</strong> the<br />
heated substrate (T substrate = 1175°C). After the carb<strong>on</strong>izati<strong>on</strong> step, the<br />
substrate was heated to the required <str<strong>on</strong>g>growth</str<strong>on</strong>g> temperature (1385°C) while a<br />
mixture of silane, propane and hydrogen was introduced into the reactor. After<br />
completi<strong>on</strong> of the <str<strong>on</strong>g>growth</str<strong>on</strong>g> process, the system was cooled down from <str<strong>on</strong>g>growth</str<strong>on</strong>g><br />
temperature to room temperature in about 30 minutes. The complete <strong>CVD</strong> <str<strong>on</strong>g>growth</str<strong>on</strong>g><br />
process used is dem<strong>on</strong>strated in Figure 3.<br />
Physics of Advanced Materials Winter School 2008 3

