

APLICACIONES INDUSTRIALES CON PLÁSTICOS ...
APLICACIONES INDUSTRIALES CON PLÁSTICOS ...
APLICACIONES INDUSTRIALES CON PLÁSTICOS ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
CÓMO <strong>CON</strong>SEGUIR RESULTADOS ÓPTIMOS EN EL SECADO DE LA RESINA PET<br />
por encima de 0,5 pie3 m/lib/h, son<br />
considerables. Para un secador con un<br />
flujo de aire grande (1 pie3 m/lib/h), el<br />
coste añadido es de 1,55 cent/lib. Para<br />
un secador con un flujo de aire de 0,5<br />
pie3 m/lib/h, dicho coste es de 0,55<br />
cent/lib. De esta manera, cuando se<br />
utiliza un flujo de aire de 1 pie3 m/lib/h,<br />
los costes añadidos suman,<br />
aproximadamente, cent/lib, para la<br />
operación de enfriamiento con agua y<br />
recalentamiento, con un coste de<br />
electricidad de 0,11 cent/kWh. Su<br />
poniendo una instalación de una<br />
máquina de inyección o una extrusora,<br />
trabajando tres turnos diarios, con una<br />
producción de 770 lib/h, el coste anual<br />
de enfriamiento y recalentamiento<br />
POLÍMEROS APLICADOS<br />
18 Vol. 11, año 7, 2002<br />
Espacio de publicidad<br />
Fig. 2<br />
supondría 55.250<br />
dólares.<br />
El incremento del<br />
flujo de aire<br />
requiere también<br />
ventiladores<br />
mayores. Al estar<br />
instalados en una<br />
posición anterior a<br />
aquella en la que el<br />
aire alcanza al<br />
absorbente, el calor<br />
aportado por el<br />
ventilador provoca<br />
otro incremento de<br />
la temperatura del<br />
aire de retorno, que<br />
a su vez aumenta<br />
las exigencias del<br />
enfriamiento. Por<br />
todo ello, la<br />
velocidad del flujo<br />
del aire debe<br />
mantenerse en un<br />
valor mínimo<br />
práctico.<br />
INFLUENCIA SOBRE<br />
LA VISCOSIDAD INTRÍNSECA<br />
Además de eliminar la humedad, el<br />
secado del PET altera la viscosidad<br />
intrínseca (IV) del material, lo que afecta<br />
a sus características de transformación<br />
o procesabilidad, así como a las<br />
propiedades de los productos acabados.<br />
La figura 1 (tomada de «An Extensivo<br />
PET Drying Study», realizado por Max<br />
L. Carroll, de Eastman Chemical<br />
Producís) muestra que el valor óptimo<br />
de IV depende de forma directa de la<br />
temperatura de secado y del flujo de<br />
aire. Menor flujo de aire obliga a mayor<br />
temperatura de secado; mayor flujo de<br />
aire requiere menor temperatura. Utilizar<br />
un flujo de aire grande y temperatura<br />
de secado alta da lugar a oxidación;<br />
el empleo de temperaturas de<br />
secado bajas y flujos pequeños de<br />
aire puede conducir a hidrólisis.<br />
Para alcanzar los mejores<br />
resultados es suficiente un punto<br />
de rocío de -4°F, aproximadamente.<br />
Bajar el punto de rocío desde -22°F<br />
hasta -40° grados, no parece que<br />
tenga ninguna ventaja.<br />
Aunque estos resultados se basan sobre<br />
un tipo específico de PET, se pueden<br />
sacar conclusiones generales respecto<br />
al flujo de aire óptimo. Primero, un flujo<br />
de aire tan bajo como sea posible reduce<br />
los costes energéticos y de maquinaria.<br />
Segundo, para lograr un valor óptimo<br />
de IV se debe utilizar temperaturas altas<br />
de secado con flujos pequeños de aire.<br />
Finalmente, cuando se utilizan flujos<br />
grandes de aire y temperaturas bajas<br />
de secado se reduce el riesgo de<br />
alcanzar valores bajos de IV. Sin<br />
embargo, esto da lugar a costes<br />
energéticos mayores.<br />
El control continuo del contenido de<br />
humedad del PET es difícil y caro. Por<br />
ejemplo, se deben tomar y medir<br />
muestras, utilizando el método<br />
normalizado KarI<br />
Fischer. La medida de estos valores por<br />
debajo de 0,003 por 100 es difícil. Sin<br />
embargo, un nuevo dispositivo<br />
denominado Axiometer (de Axiomátics<br />
USA, Woburn, MA) permite la medida<br />
continua del contenido de humedad del<br />
PET, en la zona inferior de la tolva de<br />
secado. El equipo determina los valores<br />
dieléctricos del material, a medida que<br />
se mueve a través del sistema<br />
registrador.<br />
REGULACIÓN DEL FLUJO DE AIRE<br />
Normalmente, la medida del flujo de aire<br />
en el sistema de secado es bastante<br />
difícil. Un método más simple e indirecto<br />
es medir la temperatura de retorno del<br />
aire seco, al dejar la parte superior de<br />
la tolva. Si se utiliza un flujo de aire<br />
mínimo, la temperatura de salida del<br />
aire será aproximadamente igual a la<br />
temperatura de entrada de la resina,<br />
68°F. Si se sopla una gran cantidad de<br />
aire a través de la resina, la temperatura<br />
de salida aumentará, pero los granulos<br />
no pueden absorber todo el calor<br />
introducido.<br />
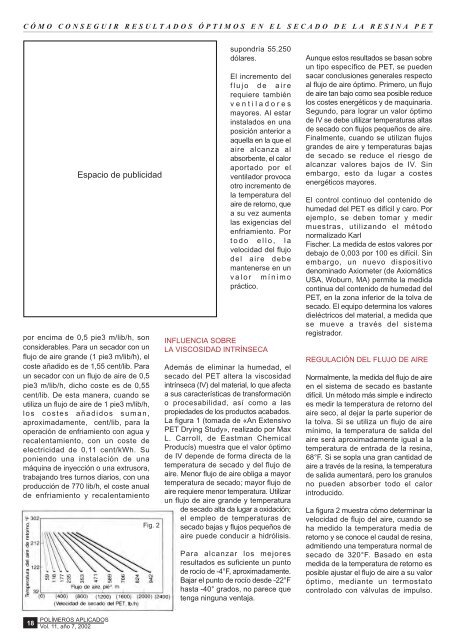
La figura 2 muestra cómo determinar la<br />
velocidad de flujo del aire, cuando se<br />
ha medido la temperatura media de<br />
retorno y se conoce el caudal de resina,<br />
admitiendo una temperatura normal de<br />
secado de 320°F. Basado en esta<br />
medida de la temperatura de retorno es<br />
posible ajustar el flujo de aire a su valor<br />
óptimo, mediante un termostato<br />
controlado con válvulas de impulso.