

APLICACIONES INDUSTRIALES CON PLÁSTICOS ...
APLICACIONES INDUSTRIALES CON PLÁSTICOS ...
APLICACIONES INDUSTRIALES CON PLÁSTICOS ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
T E C N O L O G Í A D E I N Y E C C I Ó N M U L T I M A T E R I A L<br />
material y la lleva a un segundo molde<br />
en el que se inyecta un segundo<br />
material.<br />
II. MOLDEO POR<br />
INYECCIÓN COMPUESTO<br />
DE DOS O MÁS MATERIALES.<br />
FORMA COMBINADA.<br />
En este otro proceso de moldeo<br />
controlado, en contraste con el moldeo<br />
por inyección de multi-materiales, se<br />
usa un molde único o cavidad que tiene<br />
inserciones móviles que bloquean una<br />
o varias partes de la cavidad al comienzo<br />
del proceso.<br />
Principio del Proceso<br />
El primer polímero se inyecta en el<br />
molde, por lo que solamente se llena la<br />
primera parte de la cavidad. Unos<br />
segundos después de la inyección del<br />
primer material, se activan los núcleos<br />
o inserciones móviles en el molde para<br />
dar acceso a la segunda parte de la<br />
cavidad en la que es inyectado el<br />
segundo polímero.<br />
El principio del moldeo mediante forma<br />
combinada puede comprenderse<br />
fácilmente a partir de la secuencia de<br />
diagramas que se muestran en la Figura<br />
5. El producto moldeado puede ser<br />
hecho a partir del mismo o de diferentes<br />
polímeros.<br />
Los límites a las posibles aplicaciones<br />
de este proceso vienen, solamente,<br />
condicionadas por la geometría del<br />
producto moldeado. Debe de ser posible<br />
construir en el molde insertos móviles<br />
que pueden cerrar espacios para la<br />
segunda inyección mientras dejen<br />
abierta la cavidad para la primera<br />
inyección.<br />
POLÍMEROS APLICADOS<br />
34 Vol. 11, año 7, 2002<br />
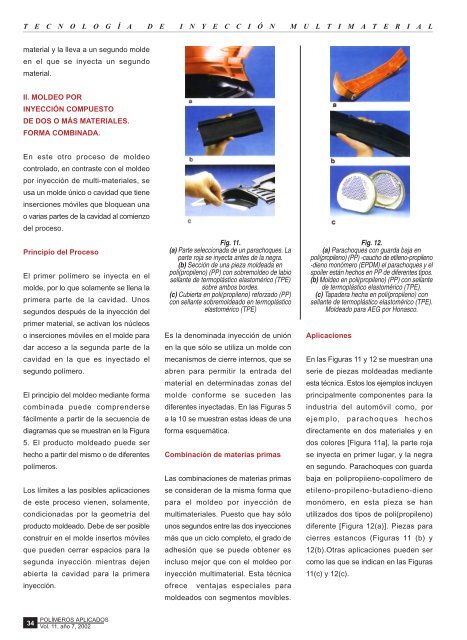
Fig. 11.<br />
(a) Parte seleccionada de un parachoques. La<br />
parte roja se inyecta antes de la negra.<br />
(b) Sección de una pieza moldeada en<br />
poli(propileno) (PP) con sobremoldeo de labio<br />
sellante de termoplástico elastomérico (TPE)<br />
sobre ambos bordes.<br />
(c) Cubierta en poli(propileno) reforzado (PP)<br />
con sellante sobremoldeado en termoplástico<br />
elastomérico (TPE)<br />
Es la denominada inyección de unión<br />
en la que sólo se utiliza un molde con<br />
mecanismos de cierre internos, que se<br />
abren para permitir la entrada del<br />
material en determinadas zonas del<br />
molde conforme se suceden las<br />
diferentes inyectadas. En las Figuras 5<br />
a la 10 se muestran estas ideas de una<br />
forma esquemática.<br />
Combinación de materias primas<br />
Las combinaciones de materias primas<br />
se consideran de la misma forma que<br />
para el moldeo por inyección de<br />
multimateriales. Puesto que hay sólo<br />
unos segundos entre las dos inyecciones<br />
más que un ciclo completo, el grado de<br />
adhesión que se puede obtener es<br />
incluso mejor que con el moldeo por<br />
inyección multimaterial. Esta técnica<br />
ofrece ventajas especiales para<br />
moldeados con segmentos movibles.<br />
Fig. 12.<br />
(a) Parachoques con guarda baja en<br />
poli(propileno) (PP) -caucho de etileno-propileno<br />
-dieno monómero (EPDM) el parachoques y el<br />
spoiler están hechos en PP de diferentes tipos.<br />
(b) Moldeo en poli(propileno) (PP) con sellante<br />
de termoplástico elastomérico (TPE).<br />
(c) Tapadera hecha en poli(propileno) con<br />
sellante de termoplástico elastomérico (TPE).<br />
Moldeado para AEG por Honasco.<br />
Aplicaciones<br />
En las Figuras 11 y 12 se muestran una<br />
serie de piezas moldeadas mediante<br />
esta técnica. Estos los ejemplos incluyen<br />
principalmente componentes para la<br />
industria del automóvil como, por<br />
ejemplo, parachoques hechos<br />
directamente en dos materiales y en<br />
dos colores [Figura 11a], la parte roja<br />
se inyecta en primer lugar, y la negra<br />
en segundo. Parachoques con guarda<br />
baja en polipropiieno-copolímero de<br />
etileno-propileno-butadieno-dieno<br />
monómero, en esta pieza se han<br />
utilizados dos tipos de poli(propileno)<br />
diferente [Figura 12(a)]. Piezas para<br />
cierres estancos (Figuras 11 (b) y<br />
12(b).Otras aplicaciones pueden ser<br />
como las que se indican en las Figuras<br />
11(c) y 12(c).