


You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Producción<br />
Veamos el siguiente ejemplo para clarificar los conceptos:<br />
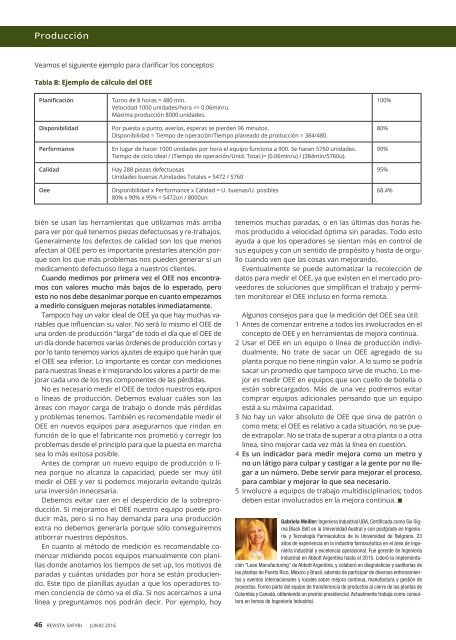
Tabla B: Ejemplo de cálculo del OEE<br />
Planificación<br />
Disponibilidad<br />
Performance<br />
Calidad<br />
Oee<br />
Turno de 8 horas = 480 min.<br />
Velocidad 1000 unidades/hora => 0.06min/u.<br />
Máxima producción 8000 unidades.<br />
Por puesta a punto, averías, esperas se pierden 96 minutos.<br />
Disponibilidad = Tiempo de operación/Tiempo planeado de producción = 384/480.<br />
En lugar de hacer 1000 unidades por hora el equipo funciona a 900. Se hacen 5760 unidades.<br />
Tiempo de ciclo ideal / (Tiempo de operación/Unid. Total.)= (0.06min/u) / (384min/5760u).<br />
Hay 288 piezas defectuosas<br />
Unidades buenas /Unidades Totales = 5472 / 5760<br />
Disponibilidad x Performance x Calidad = U. buenas/U. posibles<br />
80% x 90% x 95% = 5472un / 8000un<br />
100%<br />
80%<br />
90%<br />
95%<br />
68.4%<br />
bién se usan las herramientas que utilizamos más arriba<br />
para ver por qué tenemos piezas defectuosas y re-trabajos.<br />
Generalmente los defectos de calidad son los que menos<br />
afectan al OEE pero es importante prestarles atención porque<br />
son los que más problemas nos pueden generar si un<br />
medicamento defectuoso llega a nuestros clientes.<br />
Cuando medimos por primera vez el OEE nos encontramos<br />
con valores mucho más bajos de lo esperado, pero<br />
esto no nos debe desanimar porque en cuanto empezamos<br />
a medirlo consiguen mejoras notables inmediatamente.<br />
Tampoco hay un valor ideal de OEE ya que hay muchas variables<br />
que influencian su valor. No será lo mismo el OEE de<br />
una orden de producción “larga” de todo el día que el OEE de<br />
un día donde hacemos varias órdenes de producción cortas y<br />
por lo tanto tenemos varios ajustes de equipo que harán que<br />
el OEE sea inferior. Lo importante es contar con mediciones<br />
para nuestras líneas e ir mejorando los valores a partir de mejorar<br />
cada uno de los tres componentes de las pérdidas.<br />
No es necesario medir el OEE de todos nuestros equipos<br />
o líneas de producción. Debemos evaluar cuáles son las<br />
áreas con mayor carga de trabajo o donde más pérdidas<br />
y problemas tenemos. También es recomendable medir el<br />
OEE en nuevos equipos para asegurarnos que rindan en<br />
función de lo que el fabricante nos prometió y corregir los<br />
problemas desde el principio para que la puesta en marcha<br />
sea lo más exitosa posible.<br />
Antes de comprar un nuevo equipo de producción o línea<br />
porque no alcanza la capacidad, puede ser muy útil<br />
medir el OEE y ver si podemos mejorarlo evitando quizás<br />
una inversión innecesaria.<br />
Debemos evitar caer en el desperdicio de la sobreproducción.<br />
Si mejoramos el OEE nuestro equipo puede producir<br />
más, pero si no hay demanda para una producción<br />
extra no debemos generarla porque sólo conseguiremos<br />
atiborrar nuestros depósitos.<br />
En cuanto al método de medición es recomendable comenzar<br />
midiendo pocos equipos manualmente con planillas<br />
donde anotamos los tiempos de set up, los motivos de<br />
paradas y cuántas unidades por hora se están produciendo.<br />
Este tipo de planillas ayudan a que los operadores tomen<br />
conciencia de cómo va el día. Si nos acercamos a una<br />
línea y preguntamos nos podrán decir. Por ejemplo, hoy<br />
tenemos muchas paradas, o en las últimas dos horas hemos<br />
producido a velocidad óptima sin paradas. Todo esto<br />
ayuda a que los operadores se sientan más en control de<br />
sus equipos y con un sentido de propósito y hasta de orgullo<br />
cuando ven que las cosas van mejorando.<br />
Eventualmente se puede automatizar la recolección de<br />
datos para medir el OEE, ya que existen en el mercado proveedores<br />
de soluciones que simplifican el trabajo y permiten<br />
monitorear el OEE incluso en forma remota.<br />
Algunos consejos para que la medición del OEE sea útil:<br />
1 Antes de comenzar entrene a todos los involucrados en el<br />
concepto de OEE y en herramientas de mejora continua.<br />
2 Usar el OEE en un equipo o línea de producción individualmente.<br />
No trate de sacar un OEE agregado de su<br />
planta porque no tiene ningún valor. A lo sumo se podría<br />
sacar un promedio que tampoco sirve de mucho. Lo mejor<br />
es medir OEE en equipos que son cuello de botella o<br />
están sobrecargados. Más de una vez podremos evitar<br />
comprar equipos adicionales pensando que un equipo<br />
está a su máxima capacidad.<br />
3 No hay un valor absoluto de OEE que sirva de patrón o<br />
como meta; el OEE es relativo a cada situación, no se puede<br />
extrapolar. No se trata de superar a otra planta o a otra<br />
línea, sino mejorar cada vez más la línea en cuestión.<br />
4 Es un indicador para medir mejora como un metro y<br />
no un látigo para culpar y castigar a la gente por no llegar<br />
a un número. Debe servir para mejorar el proceso,<br />
para cambiar y mejorar lo que sea necesario.<br />
5 Involucre a equipos de trabajo multidisciplinarios; todos<br />
deben estar involucrados en la mejora continua. n<br />
Gabriela Meiller: Ingeniera Industrial UBA, Certificada como Six Sigma<br />
Black Belt en la Universidad Austral y con postgrado en Ingeniería<br />
y Tecnología Farmacéutica de la Universidad de Belgrano. 23<br />
años de experiencia en la industria farmacéutica en el área de ingeniería<br />
industrial y excelencia operacional. Fue gerente de Ingeniería<br />
Industrial en Abbott Argentina hasta el 2015. Lideró la implementación<br />
“Lean Manufacturing” de Abbott Argentina, y colaboró en diagnósticos y auditorias de<br />
las plantas de Puerto Rico, México y Brasil, además de participar de diversos entrenamientos<br />
y eventos internacionales y locales sobre mejora continua, manufactura y gestión de<br />
proyectos. Formo parte del equipo de transferencia de productos al cierre de las plantas de<br />
Colombia y Canadá, obteniendo un premio presidencial. Actualmente trabaja como consultora<br />
en temas de Ingeniería Industrial.<br />
46 revista safybi junio 2016