

EMCO WinNC GE Series Fanuc 21 MB Description du logiciel ...
EMCO WinNC GE Series Fanuc 21 MB Description du logiciel ...
EMCO WinNC GE Series Fanuc 21 MB Description du logiciel ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
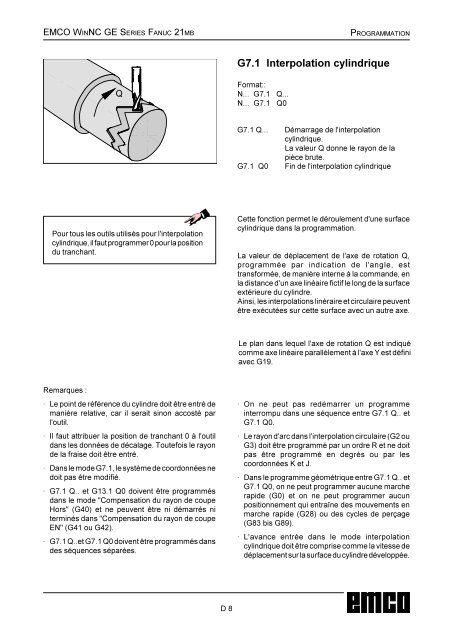
<strong>EMCO</strong> WINNC <strong>GE</strong> SERIES FANUC <strong>21</strong><strong>MB</strong>PROGRAMMATIONG7.1 Interpolation cylindrique4Format::N... G7.1 Q...N... G7.1 Q0G7.1 Q... Démarrage de l'interpolationcylindrique.La valeur Q donne le rayon de lapièce brute.G7.1 Q0 Fin de l'interpolation cylindriquePour tous les outils utilisés pour l'interpolationcylindrique, il faut programmer 0 pour la position<strong>du</strong> tranchant.Cette fonction permet le déroulement d'une surfacecylindrique dans la programmation.La valeur de déplacement de l'axe de rotation Q,programmée par indication de l'angle, esttransformée, de manière interne à la commande, enla distance d'un axe linéaire fictif le long de la surfaceextérieure <strong>du</strong> cylindre.Ainsi, les interpolations linéraire et circulaire peuventêtre exécutées sur cette surface avec un autre axe.Le plan dans lequel l'axe de rotation Q est indiquécomme axe linéaire parallèlement à l'axe Y est définiavec G19.Remarques :· Le point de référence <strong>du</strong> cylindre doit être entré demanière relative, car il serait sinon accosté parl'outil.· Il faut attribuer la position de tranchant 0 à l'outildans les données de décalage. Toutefois le rayonde la fraise doit être entré.· Dans le mode G7.1, le système de coordonnées nedoit pas être modifié.· G7.1 Q.. et G13.1 Q0 doivent être programmésdans le mode "Compensation <strong>du</strong> rayon de coupeHors" (G40) et ne peuvent être ni démarrés niterminés dans "Compensation <strong>du</strong> rayon de coupeEN" (G41 ou G42).· G7.1 Q..et G7.1 Q0 doivent être programmés dansdes séquences séparées.· On ne peut pas redémarrer un programmeinterrompu dans une séquence entre G7.1 Q.. etG7.1 Q0.· Le rayon d'arc dans l'interpolation circulaire (G2 ouG3) doit être programmé par un ordre R et ne doitpas être programmé en degrés ou par lescoordonnées K et J.· Dans le programme géométrique entre G7.1 Q.. etG7.1 Q0, on ne peut programmer aucune marcherapide (G0) et on ne peut programmer aucunpositionnement qui entraîne des mouvements enmarche rapide (G28) ou des cycles de perçage(G83 bis G89).· L'avance entrée dans le mode interpolationcylindrique doit être comprise comme la vitesse dedéplacement sur la surface <strong>du</strong> cylindre développée.D 8













