

EMCO WinNC GE Series Fanuc 21 MB Description du logiciel ...
EMCO WinNC GE Series Fanuc 21 MB Description du logiciel ...
EMCO WinNC GE Series Fanuc 21 MB Description du logiciel ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
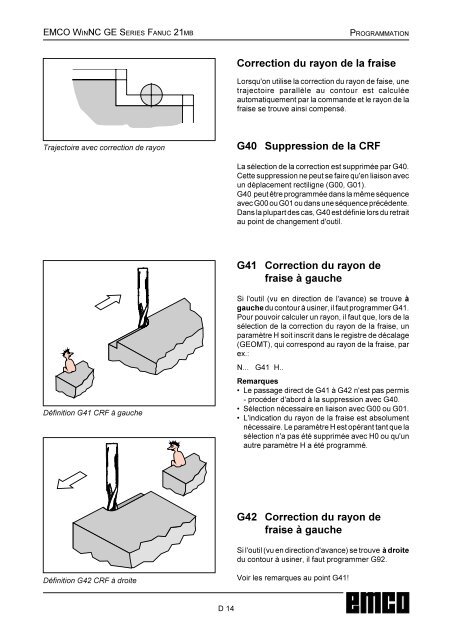
<strong>EMCO</strong> WINNC <strong>GE</strong> SERIES FANUC <strong>21</strong><strong>MB</strong>PROGRAMMATIONCorrection <strong>du</strong> rayon de la fraiseLorsqu'on utilise la correction <strong>du</strong> rayon de faise, unetrajectoire parallèle au contour est calculéeautomatiquement par la commande et le rayon de lafraise se trouve ainsi compensé.Trajectoire avec correction de rayonG40 Suppression de la CRFLa sélection de la correction est supprimée par G40.Cette suppression ne peut se faire qu'en liaison avecun déplacement rectiligne (G00, G01).G40 peut être programmée dans la même séquenceavec G00 ou G01 ou dans une séquence précédente.Dans la plupart des cas, G40 est définie lors <strong>du</strong> retraitau point de changement d'outil.G41 Correction <strong>du</strong> rayon defraise à gaucheDéfinition G41 CRF à gaucheSi l'outil (vu en direction de l'avance) se trouve àgauche <strong>du</strong> contour à usiner, il faut programmer G41.Pour pouvoir calculer un rayon, il faut que, lors de lasélection de la correction <strong>du</strong> rayon de la fraise, unparamètre H soit inscrit dans le registre de décalage(<strong>GE</strong>OMT), qui correspond au rayon de la fraise, parex.:N... G41 H..Remarques• Le passage direct de G41 à G42 n'est pas permis- procéder d'abord à la suppression avec G40.• Sélection nécessaire en liaison avec G00 ou G01.• L'indication <strong>du</strong> rayon de la fraise est absolumentnécessaire. Le paramètre H est opérant tant que lasélection n'a pas été supprimée avec H0 ou qu'unautre paramètre H a été programmé.G42 Correction <strong>du</strong> rayon defraise à gaucheSi l'outil (vu en direction d'avance) se trouve à droite<strong>du</strong> contour à usiner, il faut programmer G92.Définition G42 CRF à droiteVoir les remarques au point G41!D 14













