

EMCO WinNC GE Series Fanuc 21 MB Description du logiciel ...
EMCO WinNC GE Series Fanuc 21 MB Description du logiciel ...
EMCO WinNC GE Series Fanuc 21 MB Description du logiciel ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
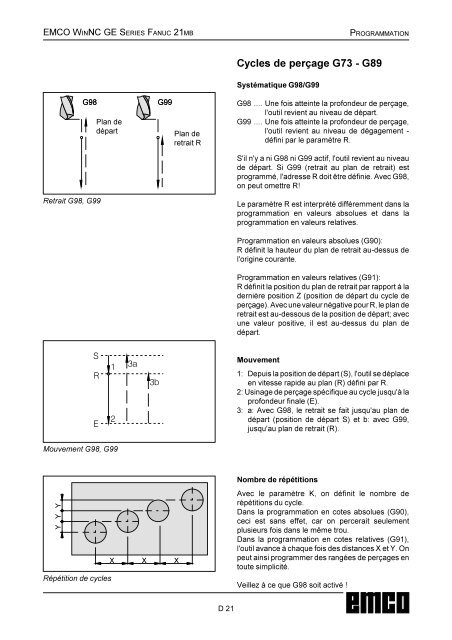
<strong>EMCO</strong> WINNC <strong>GE</strong> SERIES FANUC <strong>21</strong><strong>MB</strong>PROGRAMMATIONCycles de perçage G73 - G89G98Retrait G98, G99Plan dedépartG99Plan deretrait RSystématique G98/G99G98 .... Une fois atteinte la profondeur de perçage,l'outil revient au niveau de départ.G99 .... Une fois atteinte la profondeur de perçage,l'outil revient au niveau de dégagement -défini par le paramètre R.S'il n'y a ni G98 ni G99 actif, l'outil revient au niveaude départ. Si G99 (retrait au plan de retrait) estprogrammé, l'adresse R doit être définie. Avec G98,on peut omettre R!Le paramètre R est interprété différemment dans laprogrammation en valeurs absolues et dans laprogrammation en valeurs relatives.Programmation en valeurs absolues (G90):R définit la hauteur <strong>du</strong> plan de retrait au-dessus del'origine courante.Programmation en valeurs relatives (G91):R définit la position <strong>du</strong> plan de retrait par rapport à ladernière position Z (position de départ <strong>du</strong> cycle deperçage). Avec une valeur négative pour R, le plan deretrait est au-dessous de la position de départ; avecune valeur positive, il est au-dessus <strong>du</strong> plan dedépart.65(DEMouvement1: Depuis la position de départ (S), l'outil se déplaceen vitesse rapide au plan (R) défini par R.2: Usinage de perçage spécifique au cycle jusqu'à laprofondeur finale (E).3: a: Avec G98, le retrait se fait jusqu'au plan dedépart (position de départ S) et b: avec G99,jusqu'au plan de retrait (R).Mouvement G98, G99< <













