

EMCO WinNC GE Series Fanuc 21 MB Description du logiciel ...
EMCO WinNC GE Series Fanuc 21 MB Description du logiciel ...
EMCO WinNC GE Series Fanuc 21 MB Description du logiciel ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
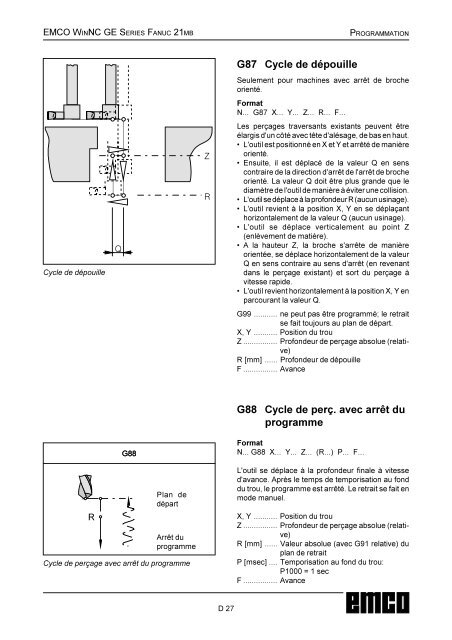
<strong>EMCO</strong> WINNC <strong>GE</strong> SERIES FANUC <strong>21</strong><strong>MB</strong>PROGRAMMATIONG87 Cycle de dépouilleSeulement pour machines avec arrêt de brocheorienté.FormatN... G87 X... Y... Z... R... F...Les perçages traversants existants peuvent êtreélargis d'un côté avec tête d'alésage, de bas en haut.• L'outil est positionné en X et Y et arrêté de manièreorienté.• Ensuite, il est déplacé de la valeur Q en senscontraire de la direction d'arrêt de l'arrêt de brocheorienté. La valeur Q doit être plus grande que lediamètre de l'outil de manière à éviter une collision.• L'outil se déplace à la profondeur R (aucun usinage).• L'outil revient à la position X, Y en se déplaçanthorizontalement de la valeur Q (aucun usinage).• L'outil se déplace verticalement au point Z(enlèvement de matière).• A la hauteur Z, la broche s'arrête de manièreorientée, se déplace horizontalement de la valeurQ en sens contraire au sens d'arrêt (en revenantdans le perçage existant) et sort <strong>du</strong> perçage àvitesse rapide.• L'outil revient horizontalement à la position X, Y enparcourant la valeur Q.Cycle de dépouille4=5G99 ........... ne peut pas être programmé; le retraitse fait toujours au plan de départ.X, Y ........... Position <strong>du</strong> trouZ ................ Profondeur de perçage absolue (relative)R [mm] ...... Profondeur de dépouilleF ................ AvanceG88 Cycle de perç. avec arrêt <strong>du</strong>programme5G88Plan dedépartArrêt <strong>du</strong>programmeCycle de perçage avec arrêt <strong>du</strong> programmeFormatN... G88 X... Y... Z... (R...) P... F...L'outil se déplace à la profondeur finale à vitessed'avance. Après le temps de temporisation au fond<strong>du</strong> trou, le programme est arrêté. Le retrait se fait enmode manuel.X, Y ........... Position <strong>du</strong> trouZ ................ Profondeur de perçage absolue (relative)R [mm] ...... Valeur absolue (avec G91 relative) <strong>du</strong>plan de retraitP [msec] .... Temporisation au fond <strong>du</strong> trou:P1000 = 1 secF ................ AvanceD 27













