

EMCO WinNC GE Series Fanuc 21 MB Description du logiciel ...
EMCO WinNC GE Series Fanuc 21 MB Description du logiciel ...
EMCO WinNC GE Series Fanuc 21 MB Description du logiciel ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
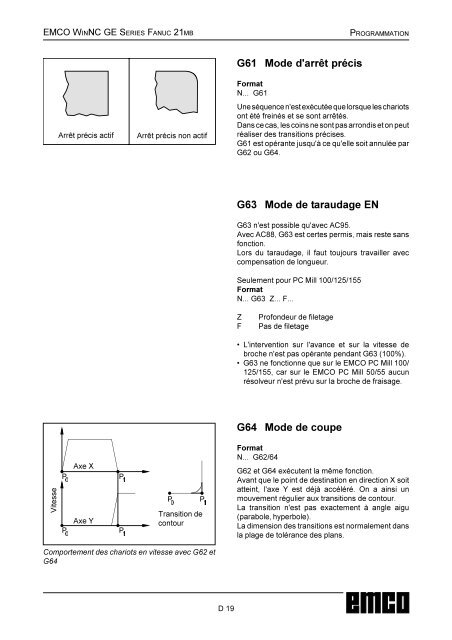
<strong>EMCO</strong> WINNC <strong>GE</strong> SERIES FANUC <strong>21</strong><strong>MB</strong>PROGRAMMATIONArrêt précis actifArrêt précis non actifG61 Mode d'arrêt précisFormatN... G61Une séquence n'est exécutée que lorsque les chariotsont été freinés et se sont arrêtés.Dans ce cas, les coins ne sont pas arrondis et on peutréaliser des transitions précises.G61 est opérante jusqu'à ce qu'elle soit annulée parG62 ou G64.G63 Mode de taraudage ENG63 n'est possible qu'avec AC95.Avec AC88, G63 est certes permis, mais reste sansfonction.Lors <strong>du</strong> taraudage, il faut toujours travailler aveccompensation de longueur.Seulement pour PC Mill 100/125/155FormatN... G63 Z... F...ZFProfondeur de filetagePas de filetage• L'intervention sur l'avance et sur la vitesse debroche n'est pas opérante pendant G63 (100%).• G63 ne fonctionne que sur le <strong>EMCO</strong> PC Mill 100/125/155, car sur le <strong>EMCO</strong> PC Mill 50/55 aucunrésolveur n'est prévu sur la broche de fraisage.VitesseAxe X3 3Axe Y3 33 3Transition decontourG64 Mode de coupeFormatN... G62/64G62 et G64 exécutent la même fonction.Avant que le point de destination en direction X soitatteint, l'axe Y est déjà accéléré. On a ainsi unmouvement régulier aux transitions de contour.La transition n'est pas exactement à angle aigu(parabole, hyperbole).La dimension des transitions est normalement dansla plage de tolérance des plans.Comportement des chariots en vitesse avec G62 etG64D 19













