


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
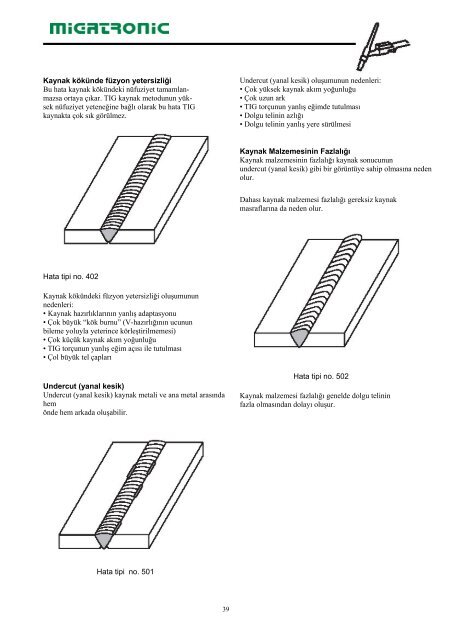
Kaynak kökünde füzyon yetersizliği<br />
Bu hata kaynak kökündeki nüfuziyet tamamlan-<br />
mazsa ortaya çıkar. <strong>TIG</strong> kaynak <strong>metod</strong>unun yük-<br />
sek nüfuziyet yeteneğine bağlı olarak bu hata <strong>TIG</strong><br />
kaynakta çok sık görülmez.<br />
Hata tipi no. 402<br />
Kaynak kökündeki füzyon yetersizliği oluşumunun<br />
nedenleri:<br />
• Kaynak hazırlıklarının yanlış adaptasyonu<br />
• Çok büyük “kök burnu” (V-hazırlığının ucunun<br />
bileme yoluyla yeterince körleştirilmemesi)<br />
• Çok küçük kaynak akım yoğunluğu<br />
• <strong>TIG</strong> torçunun yanlış eğim açısı ile tutulması<br />
• Çol büyük tel çapları<br />
Undercut (yanal kesik)<br />
Undercut (yanal kesik) kaynak metali <strong>ve</strong> ana metal arasında<br />
hem<br />
önde hem arkada oluşabilir.<br />
Hata tipi no. 501<br />
39<br />
Undercut (yanal kesik) oluşumunun nedenleri:<br />
• Çok yüksek kaynak akım yoğunluğu<br />
• Çok uzun ark<br />
• <strong>TIG</strong> torçunun yanlış eğimde tutulması<br />
• Dolgu telinin azlığı<br />
• Dolgu telinin yanlış yere sürülmesi<br />
Kaynak Malzemesinin Fazlalığı<br />
Kaynak malzemesinin fazlalığı kaynak sonucunun<br />
undercut (yanal kesik) gibi bir görüntüye sahip olmasına neden<br />
olur.<br />
Dahası kaynak malzemesi fazlalığı gereksiz kaynak<br />
masraflarına da neden olur.<br />
Hata tipi no. 502<br />
Kaynak malzemesi fazlalığı genelde dolgu telinin<br />
fazla olmasından dolayı oluşur.