


You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Paslanmaz Çeliklerin Kaynağı için Kılavuz<br />
Paslanmaz çeliklerin <strong>kaynağı</strong> ile ilgili yazılı belirli<br />
kurallar olmamasına rağmen aşağıdaki maddeler<br />
sizler için kılavuz görecektir:<br />
Kaynak Kalitesi<br />
• Kaynak kalitesi standartlarla örtüşmelidir. Ör: tam<br />
nüfuziyet<br />
• Kaynak beceri ile yapılmalı <strong>ve</strong> düzgün <strong>ve</strong> sabit<br />
bir dikişe sahip olmalıdır.<br />
• Kaynak metali <strong>ve</strong> ana metal arasındaki geçiş bölgesi<br />
<strong>ve</strong> yüzey pürüzsüz <strong>ve</strong> düzgün olmalıdır.<br />
• Kaynak görünen kaynak hatalarına sahip olmamalı <strong>ve</strong><br />
koruma gazı eksikliğinden dolayı renk solması meydana<br />
gelmemelidir.<br />
Önlemler<br />
• Metalurjik <strong>ve</strong> paslanma ile alakalı komplikasyonların<br />
önlenmesi için dolgu malzemesi seçimi çok önemlidir.<br />
• Kaynak <strong>metod</strong>u <strong>ve</strong> kaynak ekipmanı uygun olmalıdır<br />
böylece kaynak alanı homojen olacak, ısı çatlakları <strong>ve</strong><br />
kaynak hataları oluşmayacaktır.<br />
• Kaynağın arkası uygun bir kaynak arkası gazı ya da<br />
uygun sırtlama malzemesi ile korunmalıdır yoksa yüzeyde<br />
undercut (yanal kesik) oluşumu meydana gelir.<br />
Temizleme<br />
• Yüzey metalik olarak temiz olmalı, rengi solmuş<br />
olmamalı, kaynak <strong>ve</strong> bileme çapağı ya da tutkal kalıntıları<br />
olmamalı<br />
• Taşıma ya da yapılan <strong>uygulama</strong>ların sebep olduğu izler<br />
ortadan kaldırılmalı ör. bükülme, bakır sırtlama ya da<br />
kelepçelerden kaynaklanan kirler<br />
• Undercut (yanal kesik) da dahil olmak üzere bütün çalışma<br />
parçası<br />
uygun bir temizleyici ile temizlenmelidir.<br />
52<br />
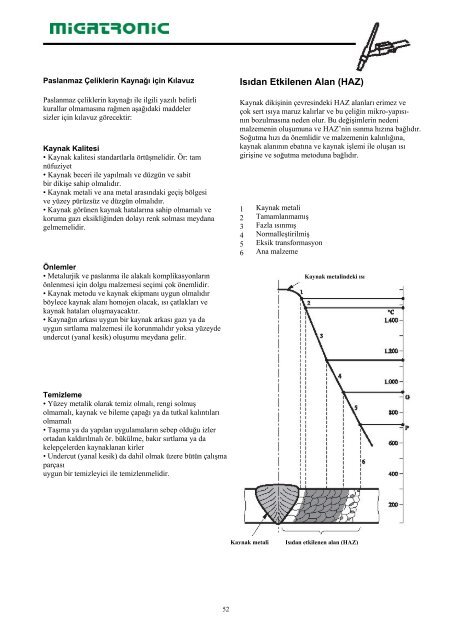
Isıdan Etkilenen Alan (HAZ)<br />
Kaynak dikişinin çevresindeki HAZ alanları erimez <strong>ve</strong><br />
çok sert ısıya maruz kalırlar <strong>ve</strong> bu çeliğin mikro-yapısı-<br />
nın bozulmasına neden olur. Bu değişimlerin nedeni<br />
malzemenin oluşumuna <strong>ve</strong> HAZ’nin ısınma hızına bağlıdır.<br />
Soğutma hızı da önemlidir <strong>ve</strong> malzemenin kalınlığına,<br />
kaynak alanının ebatına <strong>ve</strong> kaynak işlemi ile oluşan ısı<br />
girişine <strong>ve</strong> soğutma <strong>metod</strong>una bağlıdır.<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
Kaynak metali<br />
Tamamlanmamış<br />
Fazla ısınmış<br />
Normalleştirilmiş<br />
Eksik transformasyon<br />
Ana malzeme<br />
Kaynak metalindeki ısı<br />
Kaynak metali Isıdan etkilenen alan (HAZ)