


You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>TIG</strong> Üniteleri<br />
<strong>TIG</strong> ekipmanının kontrol sistemi farklı fonksiyon-<br />
larla çok basit ya da gelişmiş olabilir.<br />
En basit <strong>ve</strong>rsiyonunda sadece akım kontrol edile-<br />
bilir <strong>ve</strong> koruma gazı <strong>TIG</strong> torçu üzerindeki küçük<br />
bir valften açılıp kapanabilir.<br />
Daha gelişmiş <strong>TIG</strong> makinaları koruma gazını da<br />
kontrol edebilir böylece ark tutuşmadan önce<br />
kaynak alanına gönderilir <strong>ve</strong> kaynak akımı bitme-<br />
den önce koruma gazının etkilenmesini önler.<br />
Bu hem tungsten elektrotun hem de kaynak havu-<br />
zunun soğutma sırasında atmosferik havadan<br />
korunduğu anlamına gelir.<br />
Dahası, <strong>TIG</strong> makinalarının aynı zamanda tutuşma<br />
servisleri vardır <strong>ve</strong> bu fonksiyon elektrotun<br />
kaynak parçasına yapışmasını önler <strong>ve</strong> böylece<br />
elektrot noktasının zarar görmesi engellenmiş olur.<br />
Bu tutuşma servisi frekansı saniyede 2-4 milyon<br />
periyot <strong>ve</strong> voltajı birkaç bin volta yükseltebilen<br />
yüksek frekans ünitesi (HF) olabilir.<br />
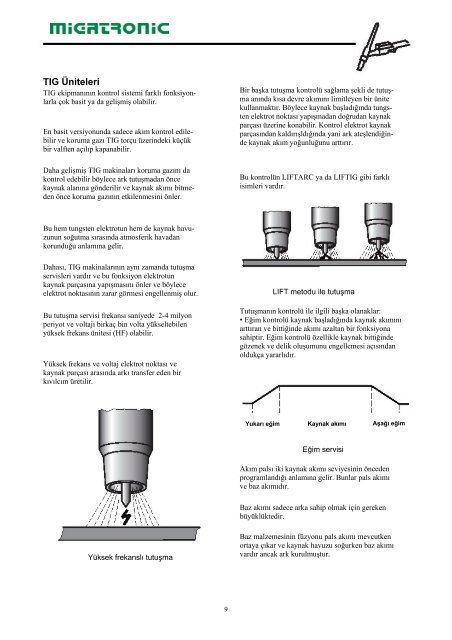
Yüksek frekans <strong>ve</strong> voltaj elektrot noktası <strong>ve</strong><br />
kaynak parçası arasında arkı transfer eden bir<br />
kıvılcım üretilir.<br />
Yüksek frekanslı tutuşma<br />
9<br />
Bir başka tutuşma kontrolü sağlama şekli de tutuş-<br />
ma anında kısa devre akımını limitleyen bir ünite<br />
kullanmaktır. Böylece kaynak başladığında tungs-<br />
ten elektrot noktası yapışmadan doğrudan kaynak<br />
parçası üzerine konabilir. Kontrol elektrot kaynak<br />
parçasından kaldırışldığında yani ark ateşlendiğin-<br />
de kaynak akım yoğunluğunu arttırır.<br />
Bu kontrolün LIFTARC ya da LIF<strong>TIG</strong> gibi farklı<br />
isimleri vardır.<br />
LIFT <strong>metod</strong>u ile tutuşma<br />
Tutuşmanın kontrolü ile ilgili başka olanaklar:<br />
• Eğim kontrolü kaynak başladığında kaynak akımını<br />
arttıran <strong>ve</strong> bittiğinde akımı azaltan bir fonksiyona<br />
sahiptir. Eğim kontrolü özellikle kaynak bittiğinde<br />
gözenek <strong>ve</strong> delik oluşumunu engellemesi açısından<br />
oldukça yararlıdır.<br />
Yukarı eğim Kaynak akımı Aşağı eğim<br />
Eğim servisi<br />
Akım palsı iki kaynak akımı seviyesinin önceden<br />
programlandığı anlamına gelir. Bunlar pals akımı<br />
<strong>ve</strong> baz akımıdır.<br />
Baz akımı sadece arka sahip olmak için gereken<br />
büyüklüktedir.<br />
Baz malzemesinin füzyonu pals akımı mevcutken<br />
ortaya çıkar <strong>ve</strong> kaynak havuzu soğurken baz akımı<br />
vardır ancak ark kurulmuştur.