Rieter İplikçilik El Kitabı
Rieter İplikçilik El Kitabı
Rieter İplikçilik El Kitabı

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Rieter</strong> iplikçilik <strong>El</strong> kitabı<br />
Cilt 6<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong><br />
Cilt 6 – Alternatif Eğirme Sistemleri<br />
Dr. Herbert Stalder
Yayıncı<br />
<strong>Rieter</strong> Machine Works Ltd.<br />
Copyright<br />
©2009 by <strong>Rieter</strong> Machine Works Ltd.,<br />
Klosterstrasse 20, CH-8406 Wintherthur,<br />
www.rieter.com<br />
İceriğin bu kısmı Textile Institute’den izin alınarak kullanılmıştır.<br />
Kapak resmi<br />
<strong>Rieter</strong>’in yeni J 10 hava jetli iplik makinası<br />
Tercüme<br />
Prof. Dr. H. Erhan Kırtay<br />
Mevcut ciltler / Baskı:<br />
Cilt 1 – Kısa Lif <strong>İplikçilik</strong> Teknolojisi<br />
ISBN 10 3-9523173-1-4 / ISBN 13 978-3-9523171-1-0<br />
Cilt 2 – Harman hallaç & Tarak<br />
ISBN 10 3-9523173-2-2 / ISBN 13 987-3-9523173-2-7<br />
Cilt 3 – İplik Hazırlık<br />
ISBN 10 3-9523173-3-0 / ISBN 13 987-3-9523173-3-4<br />
Cilt 4 – Ring İplikçiliği<br />
ISBN 10 3-9523172-4-9 / ISBN 13 978-3-9523173-4-1<br />
Cilt 5 – Rotor İplikçiliği<br />
ISBN 10 3-9523173-5-7 / ISBN 13 978-3-9523173-5-8<br />
Cilt 6 – Alternatif Eğirme Sistemleri<br />
ISBN 10 3-9523173-6-5 / ISBN 13 978-3-9523173-6-5<br />
Cilt 7 – Kimyasal Lifler<br />
ISBN 10 3-9523173-8-1 / ISBN 13 978-3-9523173-7-2<br />
Tamamlayıcı Baskı – Tüm Ciltler (Vol. 1 – 7)<br />
ISBN 10 3-9523173-0-6 / ISBN 13 978-3-9523173-0-3
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong><br />
Cilt 6 – Alternatif Eğirme Sistemleri<br />
Dr. Herbert Stalder<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
3
4<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri
GENEL AÇIKLAMA<br />
Cilt 1 – Kısa Lif İplikçiliği Teknolojisi<br />
<strong>Rieter</strong> İplikcilik <strong>El</strong> <strong>Kitabı</strong> serisinin bu ilk cildinde, kısa lif<br />
iplikçiliğinde temel kavramlara ve bu nedenle genellikle kısa<br />
lif iplikçiliğinde geçerli olan, teknolojik ilişkilere değinilmektedir.<br />
Bu serinin sonraki ciltleri, makinalar veya makina<br />
gruplarına göre düzenlenecektir. Böylece genellikle geçerli<br />
olan temel prensipler, makina tasarımı ve konstruksiyonunda<br />
devam eden gelişmelerden ayrı tutulmuş olacaktır.<br />
Cilt 2 – Harman Hallaç & Tarak<br />
<strong>Rieter</strong> İplikcilik <strong>El</strong> <strong>Kitabı</strong>`nın ikinci cildi, açma, temizleme,<br />
karıştırma ve taraklama hakkında detaylı bilgi sağlamakta ve<br />
tarak garnitürlerinin ve regule sisteminin secimi ve bakımı<br />
yanında hammaddelerin klimatizasyonu, ceşitli temizlik<br />
derecelerdeki liften beklenen telef, temizleme ve karıştırma<br />
makinalarının seçimi ve ayarlaması, telef geri kazanımı,<br />
taşıma, ceşitli tarak parcalarının işlevleri hakkında bilgiler<br />
vermektedir.<br />
Cilt 3 – İplik Hazırlık<br />
<strong>Rieter</strong> İplikcilik <strong>El</strong> <strong>Kitabı</strong>`nın bu cildi, tarak ve ring iplik arasındaki<br />
iplik üretim prosesinin teknik ve teknolojik özelliklerini<br />
kapsamaktadır. Bu aşama, prosesin en önemli kısmıdır,<br />
cunku iplik kalitesi büyük ölçüde kendisinden önceki<br />
ara ürünlerin kalitesine bağlıdır. Bu cilt, sırasıyla tarama<br />
(tarama hazırlık dahil), cer ve fitil olmak uzere 3 bölümden<br />
oluşmaktadır.<br />
Cilt 4 – Ring İplikçiliği<br />
Dördüncü cilt, ring iplikciliğinin teknik ve teknolojik durumunu<br />
içermektedir. Bu aşama, iplik üretiminin cok önemli<br />
bir alt alanıdır, çünkü ring iplik makinesinin iplik üretimi ve<br />
kalitesi üzerine cok temel bir etkisi vardır. Ring ipliği, diğer<br />
eğirme prosesleri ile üretilen iplikler değerlendirilirken<br />
kıyaslamada hala kesin bir standarttır.<br />
Cilt 5 – Rotor İplikçiliği<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Rotor eğirme prosesi, alternatif eğirme sistemleri alanında<br />
yapılan araştırmanın bir sonucu olarak geliştirilmiştir. Devam<br />
eden calışmalar sayesinde, eğirme elemanları ve koşullarında<br />
optik olarak ring ipliği ile rotor ipliğini birbirinden<br />
ayırmayı neredeyse imkansızlaştıran büyük ilerlemeler sağlanmıştır.<br />
Bu cilt, rotor iplikcilik prosesi ve özellikleri hakkında<br />
detaylı bilgi içermektedir.<br />
Cilt 6 – Alternatif Eğirme Sistemleri<br />
Alternatif eğirme sistemleri, ring eğirme standartlarından<br />
belirli derecede ayrılan bir kalitede iplik ve dolayısıyla son<br />
ürün üretmektedir. Alternatif eğirme sistemlerinin tüm avantajlarından<br />
yararlanmak icin, sistemlerin detaylı bir şekilde<br />
anlaşılması önemlidir. Bu cilt, bu amaca ulaşmak icin katkıda<br />
bulunacak şekilde oluşturulmuştur ve en önemli alternatif<br />
eğirme sistemlerini detaylı olarak açıklanmaktadır.<br />
Cilt 7 – Kimyasal Lifler<br />
Bu serinin en son cildi, sentetik lifl erin önemli alanlarıyla<br />
ilgilenmektedir. Ticari olarak tanıtılmalarından itibaren,<br />
sentetik lifl erin pazar payı, etkileyici bir büyüme hızı sergilemiştir.<br />
Farklı özelliklerde sentetik lif ceşitleri gittikce artmaktadır.<br />
Günümzde ceşitli uygulamalar icin, pratik olarak<br />
“isteğe ozel” lifl er mevcuttur. Bu nedenle, iplik üreticisinin<br />
bu lifl erin ozelliklerini ve proseslerini etkileyen belirli ozellikleri<br />
kapsamlı bir şekilde anlaması onemlidir.<br />
5
6<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri
EDİTÖRDEN<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong>, kısa lif iplikçiliği serisinin bu altıncı cildi, alternatif<br />
eğirme sistemlerinin teknik ve teknolojik yönleri ile ilgilidir. Geçen<br />
yirmi yıl içerisinde yeni, daha ekonomik eğirme sistemleri tüm dünyada<br />
çok aktif bir şekilde araştırılmıştır. Sonuç olarak, hava jetli iplik eğirme<br />
pazara sunulmuş ve 2007 yılı sonuna kadar işletmelerde çalışır hale gelen<br />
50 000 den (bir milyon ring iğine eşdeğer) fazla eğirme pozisyonu pazarın<br />
önemli bir kısımına ele geçirmiştir. Hava jetli iplikçiliğin pazardan daha<br />
fazla pay alacağını umuyoruz.<br />
Bu cildin birinci bölümü özetle bilinen tüm yeni iplikçilik sistemleri ile<br />
ilgili özet bilgiyi içermektedir. İkinci bölümde ise bu iplikçilik sistemlerinden<br />
en önemlilerinin, örneğin hava jetli iplik eğirmenin detaylı bir açıklaması<br />
yapılmıştır.<br />
Yeni iplikçilik sistemlerinde üretilen iplikler ve dolayısıyla son ürünler<br />
kalite açısında bir dereceye kadar ring iplik standartlarından farklılık göstermektedir.<br />
Ayrıca, başlıca yeni eğirme sistemi olan hava jetli eğirme,<br />
hala gelişme aşamasındadır. Yeni proseslerin avantajlarından tam olarak<br />
yararlanabilmek için bu sistemleri iy anlamak gerekmektedir. Bu cilt, bu<br />
amaca ulaşılması için katkıda bulunmak amacıyla tasarlanmıştır.<br />
Belirtilmesi gerekli önemli hususlardan birisi, bu serinin birinci cildi olan,<br />
Kısa Lif <strong>İplikçilik</strong> Teknolojisi’ndeki, özellikle açıcı silindirlerle çekme ve<br />
rotor iplikçiliğinde iplik oluşum prosesi gibi temel teknolojik bilgilerin de<br />
burada önemli olduğudur.<br />
Bu <strong>El</strong> <strong>Kitabı</strong>nın yapısı ve konuların düzenlenmesi, orjinali bu işin devam<br />
ettirilmesinde izinlerini esirgemedikleri için minnettar olduğumuz Tekstil<br />
Institute Manchester tarafından yayınlanan “Yeni iplikçilik sistemleri” den<br />
alınmıştır.<br />
Ayrıca birinci baskıya ortak yazar olarak katkı koyan ve geniş bilgi birikimini<br />
kesinlikle bu cilde yansıtan Werner Klein’e özellikle teşekkür ederiz.<br />
Bu ansiklopediden yararlanacak tüm kullanıcılara iyi okumalar diliyorum.<br />
Heiner Eberli, Pazarlama Müdürü,<br />
<strong>Rieter</strong> Spun Yarn Systems<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
7
8<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri
İÇİNDEKİLER<br />
1. Alternatif eğirme işlemleri 11<br />
1.1. Özet 11<br />
1.1.1. Giriş 11<br />
1.1.2. Yeni eğirme proseslerinin özeti 12<br />
1.1.3. Çeşitli eğirme proseslerini kullanım olanakları 13<br />
2. Çeşitli eğirme metotlari 15<br />
2.1. Open-end eğirme işlemi 15<br />
2.1.1. Temel iplik oluşum prensibi 15<br />
2.1.2. <strong>El</strong>ektrostatik iplikçilik 15<br />
2.1.2.1. Çalışma prensibi 15<br />
2.1.2.2. Özellikler 16<br />
2.1.3. Vorteks <strong>İplikçilik</strong> 16<br />
2.1.3.1. Çalışma prensibi 16<br />
2.1.3.2. Özellikler 17<br />
2.1.4. Friksiyon iplikçiliği 17<br />
2.1.4.1. Çalışma prensibi 17<br />
2.1.4.2. Sınıflandırma 18<br />
2.1.4.3. Teknolojik ilişkiler 18<br />
2.1.4.4. Avantajlar ve dezavantajlar 20<br />
2.1.4.5. Dref-2000 20<br />
2.1.4.6. Dref-2000’in özellikleri 20<br />
2.1.4.7. Platt Saco Lowell Masterspinner 20<br />
2.1.4.8. Masterspinner özellikleri 22<br />
2.1.5. Manchester Üniversitesi Discspinner 22<br />
2.2. Büküm İplikçiliği 22<br />
2.3. Friksiyon (self-twist) metodu 24<br />
2.3.1. Teknolojik ilişkiler 24<br />
2.3.2. Repco iplikçiliği<br />
(self-twist eğirme – Platt Saco Lowell) 25<br />
2.3.3. Repco makinasının özelllikleri 27<br />
2.4. “Sarmal=Wrap” <strong>İplikçilik</strong> 27<br />
2.4.1. Çalışma prensibi 27<br />
2.4.2. Suessen tarafından geliştirilen ParafiL sistemi 28<br />
2.4.2.1. Çalışma prensibi 28<br />
2.4.2.2. Özellikler 28<br />
2.4.3. Teknolojik ve ekonomik ilişkiler 28<br />
2.5. Yapıştırma işlemleri 29<br />
2.5.1. Özet 29<br />
2.5.2. Twilo prosesi 29<br />
2.5.2.1. Çalışma prensibi 29<br />
2.5.2.2. Teknolojik veriler 31<br />
2.5.2.3. Laboratuvar makinasının özellikleri<br />
(yaklaşık 1975) 31<br />
2.5.3. Bobtex prosesi 31<br />
2.5.3.1. Çalışma prensibi 32<br />
2.5.3.2. Laboratuvar makinasının özellikleri<br />
(yaklaşık 1970) 32<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
2.6. Yalancı büküm işlemi 32<br />
2.6.1. Yalancı büküm prensibi 32<br />
2.6.1.1. Yalancı bükümün elde edilmesi 32<br />
2.6.1.2. Yalancı büküm yardımıyla iplik oluşumu 33<br />
2.6.1.3. Eğirme elemanları 33<br />
2.6.2. İki düzeli hava jeti iplikçiliği 34<br />
2.6.2.1. Çalışma prensibi 34<br />
2.6.2.2. Hammadde gereklilikleri 35<br />
2.6.2.3. İplik özellikleri 36<br />
2.6.2.4. Eğirme teknolojisindeki ilişkiler 36<br />
2.6.2.5. Ekonomi 36<br />
2.6.2.6. MJS makinasının özellikleri 37<br />
2.6.2.7. MJS makinasının sanayi boyutu 37<br />
2.6.3. Dref-3000 işlemi 37<br />
2.6.3.1. Çalışma prensibi 38<br />
2.6.3.2. Kullanılan hammadde 38<br />
2.6.3.3. Özellikler 38<br />
2.6.3.4. Dref-3000’nin sanayi boyutu 38<br />
2.6.4. PLYfiL eğirme işlemi 38<br />
2.6.4.1. Katlı iplikler için geliştirilmiş<br />
pazar olasılıkları 38<br />
2.6.4.2. Kısa ştapel makinalarının özellikleri 39<br />
2.7. Hava jetli iplikçilik 40<br />
2.7.1. Gelişimi 40<br />
2.7.2. Eğirme prensibi 42<br />
2.7.3. Hammadde gereksinimleri 43<br />
2.7.4. Çekim ünitesi 43<br />
2.7.5. Düze 43<br />
2.7.6. Sarım 44<br />
2.7.7. Otomasyon 44<br />
2.7.8. İplik yapısı 45<br />
2.7.9. İplik özellikleri 46<br />
2.7.9.1. İplik mukavemeti 46<br />
2.7.9.2. İplik düzgünlüğü, ince ve kalın yerler 46<br />
2.7.9.3. Neps 46<br />
2.7.9.4. Tüylülük 47<br />
2.7.9.5. İplik aşınma direnci 47<br />
2.7.10. Sonraki işlemler ve son ürünler 47<br />
2.7.11. Ekonomi 49<br />
2.7.11.1. İş gücü 49<br />
2.7.11.2. Yer ihtiyacı 49<br />
2.7.11.3. Enerji 49<br />
2.7.11.4. Telef 49<br />
2.7.12. Pazar etkisi 50<br />
2.7.13 Hava jetli iplikçilik sistemlerinin karşılaştırılması 51<br />
9
10<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
3. Özet ve genel görünüş 53<br />
3.1. Proses prensipleri 53<br />
3.1.1. İşlem tipi 53<br />
3.1.2. Büküm potansiyeli ve sistem limitleri 54<br />
3.2. Kullanım alanı 54<br />
3.2.1. İplikhane prosesi 54<br />
3.2.2. İplik numara aralığı 54<br />
3.3. İplik karakteristikleri 55<br />
3.3.1. Kesitteki lif sayısı 55<br />
3.3.2. Karakteristikl iplik özellikleri 55<br />
3.3.3. Mukavemette fark 55<br />
3.4. Ekonomik karşılaştırılması 55<br />
3.4.1. Prosesin verimliliği 55<br />
3.5. Genel görünüş 56<br />
Kaynaklar 57<br />
Tablo ve şekiller 59
1. ALTERNATİF EĞİRME İŞLEMLERİ<br />
1.1. Özet<br />
1.1.1. Giriş<br />
Yeni eğirme sistemleri hemen hemen kırk yıldır kullanılmakla<br />
beraber kısa lif ipliklerinin çok büyük bir kısmı hala<br />
klasik makinalarda üretilmektedir. Bu makinaların büyük<br />
bir kısmı 1760 – 1830 yılları arasında geliştirilmiş olup bunların<br />
en önemlileri:<br />
• vargel iplik makinası;<br />
• kelebekli iplik makinası;<br />
• şapkalı iplik makinası;<br />
• santrifüj iplik makinası;<br />
• kovalı iplik makinası ve<br />
• ring iplik makinasıdır.<br />
Vargel iplik makinası kesikli eğirme metoduna göre çalışır.<br />
Bu makinanın yerini, hatta en son son kullanıldığı yün iplikçiliğinde<br />
bile, ring iplik makinası almıştır. Kelebekli, şapkalı<br />
santrifüj iplik makinaları sınırlı olarak kamgarn iplik<br />
işletmelerinde kullanılmış olup; halen sadece birkaçı kullanımdadır.<br />
istisnai olarak kelebekli iplik makinaları sak liflerinin<br />
işlenmesinde kullanılmaktadır. Günümüzde kovalı<br />
iplik makinaları bile straygarn işletmelerinde nadiren kullanılmaktadır.<br />
Bu durumda, halen ipliklerin büyük bir kısımı ring iplik makinalarında<br />
üretilmektedir. Ring iplik makinaları hemen<br />
hemen tüm diğer klasik iplik eğirme metodlarının yerini almıştır<br />
ve yeni metodlara karşı çok dirençli olduğunu kanıtlamıştır.<br />
Bu durum ring iplik metodunun özellikle:<br />
• esneklik;<br />
• üniversal uygulanabilirlik ve<br />
• iplik kalitesi;<br />
gibi özelliklerine atfedilebilir.<br />
İplik kalitesi bakımından, ring iplikçiliği, kompakt iplikçilik<br />
ile gözle görülebilir şekilde belirgin bir ilerleme kaydetmiştir.<br />
(Bkz. <strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> kitabı Cilt 4 – Ring iplikçiliği).<br />
Ancak hemen belirtelim ki ring iplik makinalarıyla<br />
ilgili problemlerde vardır. Bunlardan bir tanesi bu makinanın<br />
güçlükle otomatikleştirilmesidir. Diğeri Ring iplik makinasında<br />
verimliliğin kopça hızı (45 m/s civarında), iplik balonunun<br />
gerilimi ve iğ hızı (25 000 dev/dak. cıvarında) ile<br />
sınırlı olması ve bu seviyelerin üzerinde önemli artışların<br />
kolaylıkla düşünülemiyor olmasıdır. Bu nedenle yeni çözümler<br />
için gelecekteki araştırmalar temel gelişmelerle ilgili olacaktır.<br />
Bu araştırmalar geniş ölçekli olarak 1960’lı yılların<br />
sonunda başlamıştır.<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Yeni eğirme proseslerinin başlıca problemleri:<br />
• iplik özellikleri halâ karşılaştırma için temel standart<br />
olan ring ipliğinden farklıdır;<br />
• karakteristikleri zaman zaman kullanışsızdır;<br />
• sürekli üniform iplik kalitesi elde etmek güçtür;<br />
• hammadde beklentileri fazladır;<br />
• pazar payı aşağıda belirtilen nedenlerle sınırlıdır:<br />
– dar bir numara aralığı<br />
– özgün hammadde tipleri<br />
– özgün son ürünler<br />
• yüksek seviyede proses teknik bilgisi gereksinimi; ve<br />
• tamir ve bakım masrafları.<br />
Ancak ring iplik makinaları ile karşılaştırıldıklarında, aşağıda<br />
belirtilen avantajlara sahiptirler:<br />
• yüksek üretim hızları;<br />
• proses kademelerinin azaltılması;<br />
• önemli ölçüde:<br />
– personel ve<br />
– yer ihtiyacında azalma, ve<br />
• daha kolay otomasyon.<br />
Bu tür avantajlar, özellikle yeni iplikçilik metodlarının ve<br />
bazı yeni eğirme proseslerinin ekonomik avantajları iplik<br />
üreticileri üzerinde ikna edici rol oynamıştır ve bu nedenle<br />
de pazarda az veya çok kabul görmüşlerdir. Bu sistemlerin,<br />
hala bazı dezavantajları olsa bile yakın ve orta vadede pek<br />
çok alanda dikkate alınacaklardır.<br />
Ancak, pek çok makina üreticisi, araştırma enstitüsü ve bir<br />
çok bağımsız araştırıcı iplik üretimi için (her zaman tam olarak<br />
hakim olamadıkları) çok geniş bir yelpazede çalışabilir<br />
bir durumda, yarı geliştirilmiş ve ütopik olanaklar sunmaktadır.<br />
Bu problem standardize terminoloji eksikliği nedeniyle<br />
hala kötü çözümlenmektedir. Bazen, bir eğirme sisteminin<br />
genel tanımlaması kullanılır, örneğin, “open end iplikçiliği”<br />
bazen prosesin ismi, örneğin, “friksiyon iplikçiliği”, bazen<br />
üreticinin ticari markası, örneğin ”Dref”. Mevcut litaratür<br />
miktarı olaganüstüdür. Ancak hemen belirtelim ki basit, yeterli<br />
bir genel açıklama yapmak zordur. Bu nedenle bu cilt<br />
iplik uzmanlarına bu genel bakış çerçevesinde genel hatları<br />
ile eğirme prensiplerini açıklamak için hazırlanmıştır.<br />
11
12<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
1.1.2. Yeni eğirme proseslerinin özeti<br />
Proses grubu Eğirme prosesi Üretici firmanın<br />
verdiği isim<br />
Open-end<br />
Büküm iplikçiliği<br />
Rotor iplikçiliği<br />
<strong>El</strong>ectrostatic iplikçilik<br />
Friksiyon iplikçiliği<br />
Disc iplikçilik<br />
Battelle prosesi<br />
Dref-2<br />
Masterspinner<br />
Manchester üniversitesi<br />
Tablo 1 – Çeşitli yeni iplikçilik metodlarının temel özelliklerinin özeti<br />
İplik tipi İplikteki<br />
büküm<br />
Klasik<br />
tek iplik<br />
İpliğe mukavemet<br />
kazandırma yöntemi<br />
Gerçek büküm Mekanik büküm<br />
prosesi<br />
Air-vortex iplikçilik Polmatex PFI Aerodinamik büküm verme<br />
Sirospun<br />
Duospun<br />
Çift büküm Tek ve katlı iplikte büküm Mekanik büküm verme<br />
Ovalama tekniği Self-twist iplikçilik Repco İki katlı iplik Değişken büküm Mekanik büküm verme<br />
Yapıştırma prosesi<br />
Keçeleştirme işlemi<br />
Yalancı büküm<br />
prosesi<br />
Bağlayıcı madde<br />
Bağlayıcı lifler<br />
(Pavena)<br />
Twilo<br />
Twilo<br />
Yapıştırılmış elyaflı<br />
band<br />
Bükümsüz Geçici yapıştırma<br />
Polimer Bobtex Çoklu komponenetli iplik Kalıcı yapıştırma<br />
Lif, bant, fitil veya<br />
ipliğin keçeleştirilmesi<br />
İki düzeli hava<br />
jetli iplikçilik<br />
Sarım prosesi Oyuk iğ iplikçiliği<br />
Liflerle sarma prosesi Hava jetli iplikçilik<br />
Periloc Keçeleşmiş iplik Bükümlü veya bükümsüz Keçeleştirme<br />
PLYfiL<br />
Rotofil<br />
Murata MJS<br />
Çift iplik<br />
Demet formunda tek<br />
kat iplik<br />
Bükümsüz öz, bükümlü<br />
sargı lifleri<br />
Aerodinamik sarım<br />
Friksiyon iplikçiliği Dref-3 Mekanik sarım<br />
Coverspun<br />
ParafiL<br />
Murata MVS<br />
<strong>Rieter</strong> J 10 Air-Jet<br />
Spinning Machine<br />
Filament sarılmış<br />
tek iplik<br />
<strong>El</strong>yaf sarılmış iplik<br />
Bükümsüz stapel lifler Mekanik sarım<br />
Bükümsüz öz, bükümlü<br />
sargı lifleri<br />
Aerodinamik sarım
1.1.3. Çeşitli eğirme proseslerini kullanım olanakları<br />
Spin-twist ve self-twist sistemleri tipik kamgarn iplikçilik<br />
prosesleridir. Bobtex ve Periloc sistemleri kamgarn iplik karakterinde<br />
fakat daha mukavemetli iplikler üretir. ParafiL ve<br />
Dref-2 prosesleri de kalın iplik sektöründe kullanılır. Tüm diğer<br />
metotlar kısa stapel pazar segmenti için iplikler üreten<br />
metodlardır. Bu gruptan, aşağıda belirtilenler, pratik uygulamalar<br />
için gelecek vaad etmektedir:<br />
• rotor iplikçiliği (pazarda sağlam bir yeri vardır),<br />
• friksiyon iplikçiliği (belirli uygulamalar için),<br />
• sarmal iplikçilik (sınırlı bir gelişme),<br />
• yalancı-büküm iplikçiliği (pazarda mevcut), ve<br />
• hava jetli iplikçilik (pazarda yer buluyor).<br />
Pazardaki önemi nedeniyle rotor iplikçiliği ayrı bir ciltte incelenmiştir.<br />
Diğer gelecek vaad eden iplikçilik metodları oldukça<br />
detaylı olarak sonraki bölümlerde incelenmiştir.<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
13
14<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri
2. ÇEŞİTLİ EĞİRME METOTLARI<br />
2.1. Open-end eğirme işlemi<br />
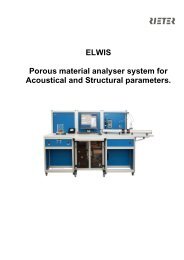
2.1.1. Temel iplik oluşum prensibi<br />
Diğer tüm eğirme metotlarında materyal akışı kesintiye uğramadan<br />
sürekli olarak ancak elyaf tutamından bobine kadar<br />
kesit alanı devamlı daraltılarak işleme tabi tutulur.<br />
Open-end eğirme işleminde açıcı silindiri takiben hava yoluyla<br />
elyafın nakledilmesinden sonra belirlenen pozisyonda<br />
tek bir life indirgenmek üzere elyaf akışı kesintiye uğramaktadır.<br />
<strong>El</strong>ya akışındaki bu kesinti ya da fasıla elyaf hızının<br />
lokal olarak çok yüksek değerlere (100 m/s e kadar) arttırılmasıyla<br />
fiziksel olarak gerçekleştirilir, böylece süreklilik<br />
eşitliğine göre kesit alanındaki lif sayısı öyle düşük bir<br />
değere indirgenir ki lifler birbirleriyle teması kaybeder. Bu<br />
sebeple de büküm sadece iplik ucunun döndürülmesi sonucu<br />
verilebilir ve bu da belirgin bir şekilde daha yüksek<br />
dönme hızlarına neden olur. Ancak elyaf akışındaki fasıla<br />
open end eğirmede çok önemli ve aynı zamanda gerçekleştirilmesi<br />
çok zor görevlere den birine de yol açar. Her bir<br />
lifin konumunun kontrolü, yüksek hızlardaki hava akımı, ve<br />
liflerin uzatılmış şekillerini bozmadan geri toplanması ki<br />
bu yeni lif tutamının eldesi için çok önemlidir. Open-end<br />
eğirmedeki bu hassas problem aşağıda belirtildiği üzere şematik<br />
olarak çözülebilir (bkz Şekil 1). Ayrıştırılmış bireysel<br />
liflerin sürekli dönen bir iplik ucuna akmasına izin verilir.<br />
Fırçaya benzer açık iplik ucu kendisi ile temas eden lifleri<br />
yakalamakta ve sürekli dönme hareketi ile ipliğe dahil<br />
etmektedir. Sürekli bir şekilde oluşan ipliğin çekilip bobinlere<br />
sarılması gerekir. Ayrılmış liflerin tekrar bir araya<br />
getirilmesi için kullanılan cihaza göre metotlar arasındaki<br />
aşağıdaki farklılıklar ortaya çıkmaktadır:<br />
• rotor iplikçiliği,<br />
• elektrostatik iplikçilik,<br />
• vorteks iplikçiliği,<br />
• friksiyon iplikçiliği ve<br />
• disk iplikçilik.<br />
Rotor iplikçiliği pazarda dünya çapında çok yaygın kullanılmaktadır<br />
ve bu sebeple bu önemli ve gelişmiş sistem ayrı bir<br />
bölüm halinde incelenmiştir. Diğer open-end eğirme sistemleri<br />
burada açıklanmaktadır.<br />
Lif besleme<br />
1<br />
İplik<br />
Şekil 1 – Open-end iplk oluşumu<br />
2.1.2. <strong>El</strong>ektrostatik iplikçilik<br />
2.1.2.1. Çalışma prensibi<br />
7<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
2<br />
Açık iplik ucu<br />
Pek çok araştırma ekibi, bunlara zamanının Sovyetler Birliği<br />
de dahil, lif tutamlarının elektromanyetik alan kullanılarak<br />
elde edilmesi olanaklarını araştırmıştır. Ancak, sadece Battelle<br />
Enstitüsünün önerdiği proses belirli bir dereceye kadar<br />
başarılı olmuştur. <strong>El</strong>ectrospin Firması (ABD) bu prensibe<br />
dayalı bir deneysel eğirme makinasını 1971 yılında ITMA<br />
Paris’te sergilemiştir.<br />
Şekil 2 – <strong>El</strong>ektro-eğirme prensibi<br />
3<br />
5<br />
4<br />
6<br />
8<br />
9<br />
15
16<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Ancak o zamandan bugüne kadar elektrostatik iplikçilikten<br />
çok az bahsedilmiştir. Battelle prensibine (Şekil 2) dayalı işlemde<br />
bir fitil (2) konvasiyonel çift apronlu çekim unitesine<br />
(3) girmektedir ve buna 80 kata kadar çekim uygulanmaktadır.<br />
Lifler ön silindirden serbestçe çıkmaktadır. Bu liflerin<br />
lif tutamı oluşturacak ve iplik haline bükülecek şekilde<br />
toplanması gerekmektedir. Bu işlemlerden ilki elektrostatik<br />
alan ile gerçekleştirilir ve büküm, büküm-sağlayıcı birim<br />
(6) tarafından verilir. Büküm işlemi ile ilgili bir sorun bulunmamaktadır.<br />
Bu metodun karmaşıklığı ön silindir ile büküm<br />
elemanı (6) arasında ön silindiri topraklayarak ve büküm<br />
elemanına yüksek voltaj (yaklaşık 30 000 35 000 V) uygulayarak<br />
gerekli elektrostatik alanın oluşturulmasındadır. Bu<br />
alan liflerin biçimini bozmadan onları iplik ucuna (5) doğru<br />
ivmelendirmeli ve yönlendirmelidir. Lifler bu alana girdikleri<br />
zaman yüklenirler ve dipol oluştururlar, yani bir uç pozitif<br />
fiğer uç negatif yüklenir. Bir açık iplik ucu (5) büküm elemanından<br />
alana doğru yöneltilir. Bu iplik negatif yüklüdür<br />
ve bu sebeple her zaman ön silindire doğru çekilir. Dipol yapı<br />
sebebiyle ön silindir ile büküm elemanı arasında liflerde<br />
yüksek miktarda düzleşme gerçekleşir. Her iki uçtaki yüklenme<br />
farklılıkları sebebiyle silindiri terk eden lifler ivmelenir<br />
ve ipliğin çekimine kapılırlar. Sürekli olarak ipliğe tutunurlar.<br />
İplik döndüğü için lifler bağlanır. Sürekli olarak iplik elde<br />
edilir ve çekim silindirlerince (8) çekilir ve alma tertibatı tarafından<br />
(9) çapraz bobine sarılır.<br />
Bu işlem ile ilgili problem ipliğin elektrostatik alanda elde<br />
edilmesidir, bu durum aşağıda belirtildiği gibi açıklanabilir:<br />
(a) Liflerin yüklenmesi, ve bundan dolayı eğirme bölgesindeki<br />
davranışları havanın nemine bağlıdır. Bu nedenle<br />
her lif tipine göre spesifik ve son derece üniform çevre<br />
koşullarının sağlanması gerekmektedir. Makinanın kondisyone<br />
edilmesi gerekebilir.<br />
(b) Her lifin üzerindeki yük ve dolayısıyla her lifin hareketi<br />
kütlesine bağlıdır. Bu nedenle düşük kütleli kısa lifler<br />
uzun liflere göre farklı davranacaktır.<br />
(c) <strong>El</strong>ektrostatik alandaki liflerin sayısına bir limit getirilmelidir<br />
çünkü aksi halde yüklenme ve dipol oluşumu esnasında<br />
karşılıklı olarak sorun yaratacaklardır. Dolayısıyla<br />
sadece ince iplikler üretilebilir.<br />
(d) Aynı etki yüksek hızlarda elyaf beslendiğinde de gözlenmektedir;<br />
üretim miktarında da bir limit bulunmaktadır.<br />
Bu problemler nedeniyle elektrostatik iplikçiliğin iplikhanelerde<br />
kullanılma şansı yoktur.<br />
2.1.2.2. Özellikler<br />
Bir makinadaki eğirme pozisyonu<br />
sayısı (1971) 20 (1 deney makinası)<br />
Çıkış hızı Max. 40 m/dak<br />
Hammadde Pamuk<br />
Numara aralığı Ne 20 – 40; 15 – 30 tex<br />
Beslenen materyal Fitil<br />
İplik çeşidi Konvansiyonel, tek iplik<br />
İplik özellikleri Düşük üretim hızlarında iyi<br />
iplik kalitesi, ring-iplik karakteri,<br />
ring ipliğe benzer yapı,<br />
sadece ince iplikler için<br />
Özel durumlar İplik kalitesi atmosferik çevre<br />
koşullarına bağlıdır<br />
Uyarılar Ozon oluşumu<br />
2.1.3. Vorteks <strong>İplikçilik</strong><br />
2.1.3.1. Çalışma prensibi<br />
Goetzfried ve Lord tarafından kapsamlı araştırmalar ve testler<br />
gerçekleştirilmiştir. Ancak proses sanayi seviyesine polonyalı<br />
Wifa-ma-Polmatex firması tarafından getirilmiştir. Bu<br />
tipteki çok sayıda makina Polonya’da deneysel olarak kullanılmaktadır<br />
ya da kullanılmıştır. Ancak bu eğirme sistemi<br />
gerçek anlamda bir sanayi başarısını hiçbir zaman sağlayamamıştır.<br />
Bu eğirme sisteminde (Şekil 3) iplik bir hava girdabıyla<br />
tüpün (1) içerisinde oluşturulmaktadır. Bu amaçla<br />
bir vakum kaynağıyla (6) hava tüpün içerisine teğetsel yarıklardan<br />
(2) emilmektedir. Giriş yapan bu hava spiral şekilli<br />
tüp duvarında yukarıya doğru hareket eder ve tüpün üst kapağına<br />
(3) ulaşır. Tüpün tepesi kapakla (3) kapalı olduğundan<br />
hava tüpün merkezine doğru döner ve tekrar vakum kaynağına<br />
doğru hareket eder. Böylece kapakta (3) sürekli aynı<br />
yönde dönen bir hava girdabı (vorteks) (5) oluşturulmuştur.<br />
Açılmış lif materyali teğetsel yarıklardan (4) bu sisteme girer.<br />
Yükselmekte olan hava akımı lifleri yakalar ve girdaba<br />
(5) doğru taşır. İplik elde etmek için açık iplik ucu üst kapaktaki<br />
(3) bir açıklıktan tüpün içine girer. Girdap iplik ucunu<br />
yakalar ve liflerle aynı yönde halkalar halinde büker. İpliğin<br />
üst kısmı çekme silindirlerince tutulduğu ve alt kısmı<br />
döndüğü için iplik ucunun girdaptaki her dönüşü ipliğe bir<br />
tur büküm verir.<br />
İplik oluşumu kendiliğinden meydana gelir çünkü ipliğin girdaptaki<br />
dönen ucuna sürekli dönen, yüzen lifler gelir ki bunlar<br />
iplik ucu tarafından yakalanır, bir araya getirilir ve sürekli<br />
olarak bükülür.
İplik oluşumu ile bir problem iyi lif konumlandırılmasının<br />
sağlanması, liflerin doğru ve düzgün biçimde birleştirilmesinin<br />
gerçekleştirilmesidir, yani iplikte yeterli mukavemetin<br />
sağlanmasıdır. Bu sebeple, sağlanabilir en yüksek düzgünlüğe<br />
sahip sentetik lifler kullanılmaktadır. İkinci bir kusur<br />
ise eğrilmiş iplikteki büküm varyasyonudur. Aslında girdaptaki<br />
(5) elyaf halkasının dönüş hızı bu halkadaki kütle varyasyonları<br />
sebebiyle sabit değildir. Bu sebeple, verilen bükümde<br />
zamana bağlı olarak farklılık göstermektedir. Diğer<br />
yandan işlemin büyük avantajı ise yüksek hızda dönen makina<br />
parçasının olmamasıdır.<br />
A-A<br />
Şekil 3 – Vorteks eğirme prensibi<br />
5<br />
A A<br />
6<br />
3<br />
2<br />
1<br />
4<br />
2.1.3.2. Özellikler<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Bir makinadaki eğirme ünitesi<br />
sayısı 192<br />
Çıkış hızı (üretim hızı) 100 – 150 m/dak.<br />
Hammadde Sentetik lifler 40 – 50 mm<br />
Numara aralığı Ne 7.5 – 30; 20 – 80 tex<br />
Besleme materyali Cer şeridi<br />
İplik tipi Konvensiyonel, tek iplik<br />
İplik özellikleri Düşük mukavemet, büküm<br />
çeşitliliği, pürüzlü yüzey<br />
Kullanım alanı Basit dokuma ürünler<br />
Avantajlar Hızlı dönen parçaların<br />
olmaması, basit makina<br />
Özel durum Yetersiz iplik kalitesi sebebiyle<br />
pamuk işlenemez<br />
2.1.4. Friksiyon iplikçiliği<br />
2.1.4.1. Çalışma prensibi<br />
İplik<br />
Şekil 4 – Friksiyon iplikçiliğinin prensibi<br />
Lifler<br />
Delikli silindirler<br />
Bu işlem open-end grubuna dahil edilmiştir çünkü lif tutamının<br />
(cer şeridi) tek bir life dek açılması ve daha sonra<br />
yeni bir demet (iplik) halinde birleştirilmesi gerekmektedir.<br />
Yeni bir demetin oluşması için emme işlemi, örneğin<br />
içsel vakuma sahip delikli silindirler, kullanılmaktadır, böylece<br />
her bir lif, ipliğin dönmekte olan açık ucuna ulaştırılabilmektedir.<br />
Liflerin birleştirilmesi ve mukavemetin sağlanması<br />
iki silindirin birbirine yaklaştığı bölgede sürekli<br />
dönmekte olan iplik ucunun hareketinden etkilenmektedir.<br />
İplik ucunun dönüşü iki silindirin dönme hareketiyle sağlanır<br />
ve silindir yüzeyindeki sürtünme teması ile oluşur. Yakınlaşma<br />
bölgesinde sürekli biriktirme ve birleştirme işlemi<br />
sonucunda elde edilen iplik sürekli olarak çekilip çapraz sarımlı<br />
olarak bobinlere aktarılır.<br />
17
18<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
<strong>El</strong>de edilen ipliğin inceliği birim zamanda beslenen elyaf miktarına<br />
ve ipliğin çekim hızına bağlıdır; tur adedi ise iplik dönüş<br />
sayısı ve sarma hızı arasındaki ilişkiyle belirlenir. İpliğe verilen<br />
büküm, ipliğin iki silindir arasında dönmesiyle sağlanabilecek<br />
olandan belirgin miktarda daha düşüktür. Bu durum, genelde<br />
kaymaya bağlanır, iplik oluşum işleminin çok karışık detayları<br />
sonucu ortaya çıkmaktadır. Friksiyon eğirme işleminin ve rotor<br />
iplikçiliğinin ekonomik ve teknolojik limitleri hemen hemen<br />
aynı numara aralığındadır. Pazarda birbirlerinin direkt rakibidirler.<br />
2.1.4.2. Sınıflandırma<br />
Eğirme işleminde gerçekleştirilmesi gereken operasyonlar<br />
rotor iplikçiliği ile aynıdır:<br />
• elyaf demetinin açılması;<br />
• liflerin ivmelendirilmesi;<br />
• liflerin yeni bir demet formunda toplanması;<br />
• bükümle mukavemet kazandırılması;<br />
• oluşan ipliğin çekilmesi;<br />
• çapraz sarımlı bir bobine sarılması.<br />
Açma işlemi rotor iplikçiliğinde bu amaçla kullanılan elemanlarca<br />
gerçekleştirilir. Liflerin toplanması/birikmesi dönen<br />
ya da sabit yüzeylerde gerçekleştirilebilir ve büküm<br />
bazı yüzeylerden kuvvet transferi ile verilebilir. Değişik tipte<br />
toplama prosedürleri ve değişik pek çok yüzey çeşitleri kullanılabilir.<br />
Dolayısıyla tek bir çeşit değil çok çeşitli friksiyon<br />
iplikçiliği vardır. Bunları birbirinden aşağıdaki parametreler<br />
ayırmaktadır:<br />
• besleme:<br />
(a) tek şerit besleme;<br />
(b) birden çok şerit besleme (Dref-2000 ve Dref-3000);<br />
• açma düzeneği:<br />
(a) tek bir açma birimi;<br />
(b) iki açma birimi ya da çekme donanımları (Dref-3000);<br />
• toplama ve bükme işlemlerinin ayrılması:<br />
(a) ayrılmış toplama ve sürtünme düzenekleri;<br />
(b) toplama düzeneği olarak da görev yapan sürtünme<br />
düzeneği;<br />
Lifler<br />
İplik<br />
a b c<br />
emiş Delikli<br />
emiş emiş<br />
silindirler<br />
Şekil 5 – Friksiyon iplikçiliğinde liflerin yönü<br />
• sürtünme yüzeylerinin sayısı:<br />
(a) tek bir sürtünme yüzeyi (Dref-1);<br />
(b) iki sürtünme yüzeyi;<br />
• sürtünme düzeneğinin tipi:<br />
(a) delikli silindir;<br />
(b) bir delikli silindir ve bir pürüzsüz silindir (kör silindir);<br />
(c) iki disk;<br />
(d) disk ve silindir kombinasyonu;<br />
(e) iki çaprazlanmış kayış.<br />
En geniş kullanıma sahip olanlar aşağıdaki karakteristiklere<br />
sahip olanlardır:<br />
• tek şerit besleme;<br />
• bir açıcı silindir;<br />
• toplama düzeneği olarak da görev yapan sürtünme düzeneği;<br />
• iki sürtünme yüzeyi;<br />
• iki delikli silindir ya da bir delikli ve bir kör silindir kombinasyonu.<br />
2.1.4.3. Teknolojik ilişkiler<br />
Besleme<br />
Çoklu şerit besleme düzgünsüzlüğü iyileştirmektedir ancak<br />
yüksek maliyetlere sebep olmaktadır ve yüksek derecede<br />
açma işlemini gerektirmektedir.<br />
Açma<br />
Açma işlemi rotor iplikçiliğindeki gibi gerçekleştirilmektedir.<br />
Burada ayrıca serbest kalan liflerin düzgünleştirilmesi<br />
ve boyuna oryantasyon derecesi problemlidir, ama iplik<br />
özelliklerine etkisi yüksektir.<br />
<strong>El</strong>yaf transportu<br />
Liflerin toplama donanımına hareketi yönlendirme kanallı<br />
(Platt Saco Lowell Masterspinner) ya da kanalsız (Dref-2000)<br />
olarak serbest uçuş (hava akımıyla) ile sağlanır. Liflerin bir<br />
kanal olmadan yönlendirmesiz serbest uçuşlarında lif oryantasyonu<br />
bozulur, bu da sadece iplik özelliklerini olumsuz etkilemekle<br />
kalmaz ayrıca eğirme limitlerini de etkiler.
Lif toplama/biriktirme<br />
Lifler hava akımıyla emilerek toplama yüzeyine ve açık iplik<br />
ucuna doğru (Şekil 5 (a), (b) ve (c)) çekilir. Rotor iplikçiliğinde<br />
toplama esnasında lifler ilave olarak ivmelendirilir<br />
ve böylece düzleştirilir ama friksiyon eğirmede tam tersi<br />
gerçekleşir. Lifler bir yüzeye temas eder yani daha yavaş<br />
hareket ederler. Sonuç olarak lif burulması ve lif oryantasyonunda<br />
bozulma olur. Lifler iplikle ilmek yaparak bağlanır<br />
[1]; bu efekt elde edilen iplikte açıkca görülebilir ve daha<br />
uzun lifler söz konusu ise daha bariz olur. Friksiyon eğirme<br />
sonucu elde edilen ipliğin mukavemeti rotor ipliklerden<br />
daha düşüktür. Hareket yönü açısından lifler silindirlerle<br />
ve iplik çekme yönüne dik açıyla duran açık iplik ucuyla<br />
aynı yönde ya da tam tersi yöndedir. Luen-enschloss ve<br />
Brockmanns [2] tarafından tanımlanan sistemle uyumlu<br />
olarak, referans ileriye (Şekil 5 (b)) ya da geriye (Şekil 5<br />
(c)) eğirme şeklinde belirtilir. Genel olarak, lif kılavuzlama<br />
şu şekilde sınıflandırılabilir (bkz. Şekil 5):<br />
• dik açılı kılavuzlama (a);<br />
• ileri kılavuzlama (b); ve<br />
• geri kılavuzlama (c).<br />
Rotor iplikçiliğinde olduğu üzere friksiyon iplikçiliğinde de<br />
geri dublaj sağlanır, ama friksiyon iplikçiliğinde dublaj derecesi<br />
daha düşüktür.<br />
Büküm verme<br />
Büküm verme işlemi de toplama ve birleştirme kadar büyük<br />
problemlere neden olur. Gevşek liflerden oluşan bir tutamın<br />
silindirler üzerinde sürtünme aracılığıyla ancak silindirlerdeki<br />
yüksek temas basıncından faydalanmadan büküm alması<br />
gerekmektedir. İpliklerin dönerek taşınması sürtünme katsayısına<br />
ve temas basıncına bağlıdır; her iki değeri de eğirme<br />
pozisyonları arasında ve zamana karşı sabit tutmak çok<br />
zordur. Bariz olarak gerçekleşen kayma ise değişkendir. Bu<br />
sebeple friksiyon ipliklerinin önemli bir özelliği verilen büküm<br />
miktarındaki belirsizliktir. Yine de, teknik ve ekonomik<br />
açılardan, büküm vermede kullanılan bu metot kayda değer<br />
avantaj sağlar. Pratik olarak tüm diğer büküm donanımlarında<br />
büküm elemanının bir dönüşü ipliğe bir tur büküm vermektedir.<br />
Friksiyon iplikçiliğinde büküm elemanının bir dönüşü<br />
birkaç tur büküm verebilmektedir. Bunu sağlayan ise<br />
silindirlerin ve ipliğin çapları arasındaki büyük farklılıktır.<br />
1<br />
a<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Şekil 6 (a) ve (b) referans alınırsa, ipliğin bir tur dönmesi<br />
için silindirin (1) tam turun belirli bir oranını yapması gerekmektedir,<br />
yani silindirin tam bir turu ipliğin 100 ya da<br />
daha fazla tur yapması anlamına gelmektedir. Şekilde ayrıca<br />
kalın ipliklere kıyasla ince iplikler (daha küçük iplik çapına<br />
sahip) için aktarma oranı daha fazla olduğu görülmektedir.<br />
Böylece silindirin bir tam turunda, ince iplik kalın ipliğe<br />
kıyasla daha fazla büküm alır. Bu durum her ne kadar ince<br />
ipliğin silindir yüzeyine daha küçük olan temas alanı daha<br />
fazla kaymaya sebep olsa da geçerlidir. Sadece bu eğirme<br />
metodunda sevk hızı iplik numarasından bağımsızdır [1].<br />
Aktarma oranının (maks. 200:1) başka avantajları da vardır;<br />
şöyle ki çap oranı düşünüldüğünde her ne kadar silindir<br />
turunun %15 – 40 ının iplikçe yapıldığı göz önüne alınsa<br />
da daha düşük silindir dönüşü de yeterli olabilmektedir [2].<br />
Böylece sevk hızları daha yüksek olabilir. 500 m/dak ve<br />
daha yüksek eğirme hızlarına ulaşılabilmektedir. Maalesef<br />
pratikte eğirme hızları iplik kalitesi sebebiyle 200 m/dak<br />
ile sınırlıdır. Aslında beslenen elyaf miktarının artması iplik<br />
kalitesinde bozulmaya sebep olmaktadır.<br />
2<br />
Şekil 6 – Friksiyon iplikçiliğinde silindirlerin temas bölgesinde ince ve<br />
kalın iplikler<br />
Çekme ve sarma<br />
Diğer pek çok eğirme sisteminin tersine, oluşan iplik eğirme<br />
bölgesinden alınırken ipliğin gerginliği (dolayısıyla iplik<br />
kopuş sıklığı) çok düşüktür. Dolayısıyla gerginliğin eğirme<br />
limitlerine hiçbir etkisi yoktur. İplik çapraz sarımlı olarak<br />
bobinlere sarılır bunun sonucu konvansiyonel iplikçilikteki<br />
gibi aktarma işlemine gerek olmaz.<br />
1<br />
b<br />
2<br />
19
20<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
2.1.4.4. Avantajlar ve dezavantajlar<br />
Avantajlar şunlardır:<br />
• yüksek çıkış (üretim) hızları;<br />
• düşük iplik maliyetleri (ring iplikçiliğinden daha düşük);<br />
• aktarma (yeniden bobinleme) işleminin olmaması;<br />
• iplik kopuşu oranının düşük olması;<br />
• ring ipliğine benzer iplik özellikleri;<br />
• sargı liflerinin olmaması;<br />
• optik olarak iyi kütle düzgünsüzlüğü (örme mamullere çok<br />
uygun);<br />
• rotor ipliklere kıyasla daha iyi ve yumuşak tuşe;<br />
• pürüzsüz iplik görünümü.<br />
Dezavantajlar şunlardır:<br />
• düşük iplik mukavemeti;<br />
• yüksek iplik kıvrılması eğilimi;<br />
• iplik kesit alanında çok sayıda life gerek olması;<br />
• eğirme şartlarının sabit tutulmasında zorluk;<br />
• yüksek miktarda hava tüketimi;<br />
• artan eğirme hızlarıyla düzgünsüzlüğün ve hataların<br />
artması ve sonrasında iplik mukavemetinde düşme.<br />
1<br />
Şekil 7 – Dref-2000 eğirme sistemi<br />
5<br />
2<br />
3<br />
4 4<br />
6<br />
7<br />
5<br />
2.1.4.5. Dref-2000<br />
Dr. E. Fehrer’in geliştirdiği (Şekil 7) bu yöntemde bir ya da<br />
daha fazla tarak şeridi çekim düzeneğinden (1) çıktıktan<br />
sonra ana açıcı silindirden (2) (testere dişi tellerle kaplı silindir)<br />
geçer. Çekim düzeneği sadece hafif bir çekim etkisi<br />
sağlarken testere dişli silindir elyaf demetini tek lif haline<br />
gelinceye kadar açar. Bu şekilde ayrılmış olan lifler bir<br />
üfleyici (3) tarafından silindirden kaldırılır ve bir demet (7)<br />
halini alır daha sonra bu lifler iki delikli silindire (4) doğru<br />
alçalır. Her bir silindirde emiş akımı (5) lifleri iki silindir arasındaki<br />
temas bölgesine çeker. İpliğin açık ucu (6) bu alana<br />
doğru yönelir ve delikli silidirlere doğru çekilir. Silindirler<br />
dönmekte olduğu için temas bölgesindeki iplik de döner.<br />
Yeni gelen lifler dönen iplikle temasa geçer ve böylece yakalanır<br />
ve bükülür. Temas bölgesine yeni gelen liflerin ipliğe<br />
bükülmesi için tek yapılması gereken ipliği sürekli olarak bu<br />
bölgeden çekip almaktır.<br />
Dref-2000 temel olarak kalın ipliklerin (orta uzundan uzun<br />
kesikli liflere kadar) ve geri kazanılmış ipliklerin üretilmesine<br />
uygundur. Bu pazar segmentlerinde, Dref-2000 sağlam<br />
bir yere sahiptir.<br />
2.1.4.6. Dref-2000’in özellikleri<br />
Bir makinadaki eğirme pozisyonu<br />
Sayısı 6 – 64<br />
Sevk hızı (üretim hızı) 250 m/dak<br />
Hammadde Yün, sak lifleri, sentetik<br />
lifler, ikincil lifler<br />
Numara aralığı Ne 0.3 – 14.5; 2 000 – 40 tex<br />
Besleme materyali Tarak şeridi<br />
İplik bobini Max. 8 kg<br />
İplik tipi Normal OE iplik<br />
İplik özellikleri Strayhgarn karakterde, yu-<br />
varlak, düzgün<br />
Kullanım alanı Ev tekstili, halılar, battani-<br />
ye, geri dönüştürülmüş ma-<br />
mul, teknik ürünler<br />
Avantajlar Atıkların eğrilmesi, işlem<br />
aşamalarının azaltılması<br />
Özel durumlar Geri dönüşüm, fantezi iplik<br />
üretimi, özlü iplik<br />
2.1.4.7. Platt Saco Lowell Masterspinner<br />
Şekil 8 ve Şekil 9 da gösterilmiştir. Normal olarak kısa lif iplikçliğinde<br />
üretilmiş bir cer şeridi (2) açma düzeneğine bir<br />
kovadan (1) beslenir. Bu düzenekte bir besleme silindiri (3)<br />
ve açıcı silindir (4) bulunur ve rotor iplikçiliğindeki gibi elyaf<br />
tutamını açar.
Şekil 8 – Masterspinner friksiyon eğirme makinası<br />
11<br />
10<br />
9<br />
8<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
7<br />
2<br />
4<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Şekil 9 – Masterspinner eğirme prensibi<br />
8<br />
5<br />
A-A kesit görünüşü<br />
6 7<br />
Açılmış lifler özel bir şekle sahip lif kanalından (5) geçer,<br />
emiş silindirinin (6) içindeki vakum tarafından oluşturulan<br />
hava akımıyla taşınarak iki sürtünme silindirinin arasındaki<br />
temas bölgesine ulaşır. Daha önce de bahsedildiği gibi<br />
bu silindirlerden birisi emiş silindiri (6) görevi yapabilmesi<br />
için deliklidir, ikinci silindir ise deliksizdir. Yukarıda açıklanan<br />
metotta da belirtildiği şekilde temas alanında bir iplik<br />
(8) elde edilir, çıkış (9) ve sarım (10) silindirleriyle çapraz<br />
sarımlı bobine (11) sevk edilir. 10 pozisyonlu belirli sayıdaki<br />
makina ile 144 eğirme pozisyonlu tam ölçekli bir makina<br />
1980li yıllarda iplikhanelere teslim edilmiştir. Ancak bu makinalar:<br />
• yetersiz iplik mukavemeti, yani lif özelliklerinden yetersiz<br />
yararlanma, ve<br />
• eğirme sonuçlarındaki tutarsızlık nedeniyle uzun süreli<br />
başarılı olamamıştır.<br />
Bu sebeplerle Masterspinner pazarda yok olup gitmiştir.<br />
A<br />
A<br />
21
22<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
2.1.4.8. Masterspinner özellikleri<br />
Bir makinadaki eğirme<br />
pozisyonu sayısı 144<br />
Çıkış hızı (üretim hızı) 150 – 300 m/dak<br />
Hammadde Pamuk ve sentetik lifler<br />
(40 mmye dek); karışımları<br />
Numara aralığı 16 – 60 tex; Ne 10 – 36<br />
Besleme materyali Cer şeridi<br />
İplik tipi Gerçek büküme sahip<br />
open-end iplik (sargı lifleri<br />
olmadan)<br />
İplik özellikleri Düşük mukavemet, düşük<br />
düzgünsüzlük<br />
Kullanma alanı Örme ipliği, havlı iplik,<br />
bazı atkı iplikleri<br />
Avantajlar Düşük üretim maliyetleri,<br />
otomasyon imkânı, hızlı<br />
hareket eden parçaların<br />
olmaması<br />
Özel durumlar Kullanım alanı sınırlı, üre-<br />
tim hızı iplik numarasından<br />
bağımsız ancak iplik kalite-<br />
si ile sınırlı<br />
2.1.5. Manchester Üniversitesi Discspinner<br />
Şekil 10 [3] da da görülebileceği gibi pek çok open-end<br />
eğirme işleminde olduğu gibi tek bir cer şeridi (1) bir besleme<br />
düzeneğinden (2) elyaf demetini tek bir life kadar açan<br />
açıcı silindirlere (3) ulaşır. Bir fan, diskte (4) kısmı vakum<br />
(hava akımı 8) oluşturur ve açılmış lifleri delikli diskin<br />
(eğirme diski 4) toplama yüzeyine ulaştırır. Açık uçlu bu<br />
iplik (5) açıcı silindirin tam karşısında bulunan eğirme bölgesine<br />
emişle çekilir. İplik sürekli olarak harici büküm elemanı<br />
(6) tarafından bükülür, böylece ipliğin açık ucu sürekli<br />
olarak eğirme diskinin delikli yüzeyinde döner.<br />
7<br />
Şekil 10 – Disk eğirme presibi<br />
6<br />
5<br />
1<br />
2<br />
4<br />
3<br />
4<br />
3<br />
8<br />
Bu da ipliğe dahil olan liflerin de büküm almasını sağlar ve<br />
böylece sürekli iplik oluşumu open-end eğirme prensibine<br />
paralel gerçekleşmiş olur (Bölüm 2.1.1). Bu şekilde elde<br />
edilen iplik sarım silindirlerince (7) çekilip çapraz sarımlı<br />
bobinlere sarılmalıdır.<br />
Liflerin toplama ve büküm işlemlerinin ayrı olması bu işlemin<br />
ilginç bir özelliğidir. Her biri ayrı birer eleman tarafından<br />
gerçekleştirilir. Bu da değişik büküm elemanları<br />
kullanma olanağını sağlar. Böylece işlem esnek hale gelir.<br />
Ancak geliştirme aşamasından öteye geçememiştir.<br />
2.2. Büküm İplikçiliği<br />
Bir süredir bilinen ancak son yıllarda yeniden keşfedilen bir<br />
işlemdir. Günümüzde genelde kamgarn iplikçiliğinde kullanılmaktadır.<br />
İki sistem söz konusudur:<br />
• Duospun, Ems SA ve Huber ve Suhner AG tarafından; ve<br />
• Sirospun, Zinser Textilmaschinen GmbH tarafından geliştirilmiştir.<br />
İşlemin farkı ve patentlenebilir tek noktası çekim düzeneğini<br />
terk eden iki uçtan bir tanesinin kopması durumunda uygulanan<br />
prosedürdür. Duospin işleminde iki iplik neredeyse<br />
anında birleştirilirken Sirospun sistemi bu tek eğirme pozsiyonunda<br />
eğirme işlemini durdurur.<br />
İşlemin şekli [4] Şekil 11 ve Şekil 12 de görülebilmektedir.<br />
İki fitil genelde ring iplik makinalarındaki gibi konvansiyonel<br />
ama biraz geliştirilmiş çekim düzeneğinden geçer. Normal<br />
seviyede bir çekimle inceltilmiş olan elyaf tutamı sevk<br />
silindirlerini ayrı ayrı terk eder. Bu noktada her ikisi de sıradan<br />
iğ (kops) tarafından verilen bükümü almaktadır; bu<br />
yüzden eğirme üçgeni içerisinde her ikisi de iki ayrı iplik<br />
olarak bükülmüş haldedir ve bunlar kompozit iplik oluşturmak<br />
üzere birleştirilirler. <strong>El</strong>yaf tutamlarından her biri ve<br />
elde edilen kompozit iplik bükülüdür ve hepsinde bükümün<br />
yönü aynıdır. Bu büküm-üzerine-büküm (ZZ ve ya SS) sonucunda<br />
farklı yöne bükümle elde edilmiş katlı ipliklere (ZS<br />
ve ya SZ) kıyasla daha sıkı, sıkıştırılmış merkezli, iplik elde<br />
edilir. Bu şekilde iplik üretebilmek için ring iplik makinasına<br />
sadece yardımcı belirli parçaların ilave edilmesi ve normalden<br />
iki katı kadar bobin taşıyacak genişletilmiş cağlık<br />
montajı gerekmektedir.<br />
Kamgarn iplikçiliğinde kullanılmakta olan bu eğirme işlemi<br />
özellikle ekonomik avantajlar sağlamaktadır çünkü, ring<br />
makinalarının ve bobin makinalarının üretimi ikiye katlanmaktadır<br />
(yaklaşık aynı hızlarda bir yerine iki iplik). Ayrıca<br />
katlama ve büküm işlemleri de yapılmamaktadır.
Dolayısıyla kamgarn iplikçiliğinde büküm iplikçiliği pazardan<br />
belirli bir payı garantilemiştir. Ancak değişik büküm<br />
yapısı sebebiyle konvansiyonel 2 katlı ipliklerin yerini tamamen<br />
alamaz.<br />
Şekil 11 – Büküm iplikçiliğinde iplk oluşumu<br />
Arka silindir<br />
Apron<br />
Ön silindir<br />
İplik kılavuzu<br />
Şekil 12 – Büküm iplikçiliği işlemi<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
23
24<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
2.3. Friksiyon (self-twist) metodu<br />
2.3.1. Teknolojik ilişkiler<br />
Bu eğirme sistemi Avustralya’da CSIRO araştırma merkezi<br />
tarafından geliştirilmiştir. Karşılıklı hareket eden ovalama<br />
silindirleri arasından geçen elyaf tutamı değişen yönlerde<br />
(kısa bir uzunlukta Z ve S yönlerinde) büküm almaktadır.<br />
Büküm verilmediği zamanlarda ise büküm turları açılmaktadır.<br />
Ancak eğer aynı yönde büküme sahip iki elyaf tutamı<br />
birbirine paralel ama birbirine iyice yakın bir şekilde geçerse<br />
bükümün açılması anı her bir iplik üzerine ayrı olarak etkiyemez;<br />
bu iki ipliği birbiri üzerinde bükecek şekilde etkili<br />
olur. Böylece 2 katlı ve sürekli değişen yönde büküme sahip<br />
iplik elde edilir: iplikte S büküm varken katlı iplikte Z büküm,<br />
ve iplikte Z büküm varken katlı iplikte S büküm (Şekil<br />
13) meydana gelir.<br />
Ancak, ovalama silindirlerinin strokunda geri dönüş noktaları<br />
bulunması sebebiyle her Z büküme sahip kısımla peşi<br />
sıra gelen S büküme sahip kısımların arasında her zaman<br />
kısa bir aralık kalmaktadır. Bu bölgede katlı iplikte de büküm<br />
bulunmamaktadır (Şekil 14). Böyle bir ipliğin mukavemeti<br />
yoktur. Bobine sarılamaz ya da her hangi başka bir işleme<br />
tabi tutulamaz.<br />
S<br />
Z<br />
Sürtme işlemi<br />
Paralel lifli bölge<br />
Ovalama silindirleri<br />
Bu bükümsüz bölgelere rağmen yeterli seviyede iplik dayanımı<br />
elde edebilmek için iki ipliğin birbirine paralel ilerlemesine<br />
izin verilmemelidir, bunun yerine belirli bir faz farkı<br />
ile ilerlemelidirler. Daha sonra sadece bir ipliğin Z büküme<br />
sahip olduğu (ikinci iplikte sıfır bükümle) ve ya her iki iplikte<br />
Z büküm olduğu kısımda katlı iplikte S büküm verilmelidir.<br />
Benzer şekilde sadece bir ipliğin S büküme sahip olduğu<br />
(ikinci iplikte sıfır bükümle) ve ya her iki iplikte S büküm<br />
olduğu kısımda katlı iplikte Z büküm verilmelidir. Eğer kaçınılmaz<br />
olarak S bükümlü iplik kısmı Z bükümlü bir kısımla<br />
birleşiyorsa torsiyon kuvvetleri katlı iplikte hiç büküm olmayacak<br />
şekilde iplikleri dengeye getirir. bu sebeple bu işlemle<br />
elde edilen iki katlı iplik her zaman üç bölgeden oluşur<br />
(Şekil. 15):<br />
Şekil 13 – Lif tutamının karşılıklı sürtmeye tabi tutulması Şekil 14 – Düzeltilmiş iki elyaf demetinin friksiyon ile birleştirilmesi<br />
Z<br />
S<br />
S<br />
Z
• z bükümlü iki iplikten oluşan S bükümlü katlı iplik, katlardan<br />
birisi kısa uzunlukta bükümsüz bölge içerir;<br />
• katlanmadan birbirine paralel iki iplikten oluşan kısım,<br />
ipliklerden birisi S ve diğeri Z büküm;<br />
• s bükümlü iki iplikten oluşan Z bükümlü katlı iplik, katlardan<br />
birisi kısa uzunlukta bükümsüz bölge içerir.<br />
Bir tane büyük zayıf nokta yerine (Şekil 14), üç tane daha<br />
küçük zayıf nokta yaratılmıştır. 2 katlı bir iplik sarım işlemine<br />
imkan verecek kadar mukavemete sahiptir ama bu<br />
mukavemet daha başka işlemler için yetersizdir. Bu yüzden<br />
tekrar bükülmesi gerekmektedir. Ancak katlı iplikte değişen<br />
yönlerde büküm bulunduğu için ilave katlama (2 ye 1<br />
büküm işlemi) işlemiyle sürekli değişen farklı büküme sahip<br />
bölgelerden oluşan katlı bir iplik elde edilir (Şekil 16).<br />
S+Z<br />
O+Z<br />
Z+Z<br />
Z+O<br />
Z+S<br />
O+S<br />
S+S<br />
S+O<br />
S+Z<br />
Şekil 15 – Faz farkına sahip iki elyaf tutamının birleştirilmesi<br />
S<br />
O<br />
Z<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
2.3.2. Repco iplikçiliği<br />
(self-twist eğirme – Platt Saco Lowell)<br />
Platt Saco Lowell self twist eğirme metodunun lisansını CSIRO<br />
dan almıştır. Söz konusu makinaya Repco makinası denmektedir.<br />
Sekiz fitil (2) cağlıktan (1) gelerek çift apronlu çekim düzeneğine<br />
(3) girer, burada normal oranda çekim uygulanır<br />
(Şekil 17). Bir sürtme düzeneği (4) çekim düzeneğini takiben<br />
gelir ve karşılıklı iki tane friksiyon silindirinden oluşur.<br />
Bu düzenekten geçtikten sonra çekim düzeneğini terk eden<br />
elyaf tutamı değişken büküme maruz kalır. Büküm turları<br />
birbirini sıfırlamadan önce bileşenler her iki tutam arasında<br />
faz farkı olacak şekilde bir araya getirilir (Şekil 15). Bu şekilde<br />
daha önce bahsedilmiş olan self-twist (ST) katlı iplik<br />
elde edilir. Dört iplik sarım tertibatına (5) ulaşır ve çapraz<br />
sarımlı bobinler olarak sarılır. Bu işlem sadece uzun stapelli<br />
lifler için uygundur ve bu yüzden sadece kamgarn iplikçiliğinde<br />
kullanılır.<br />
Şekil 16 – İki katlı Repco ipliğin büküm yapısı<br />
25
26<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Şekil 17 – Repco eğirme makinası<br />
5<br />
1<br />
4<br />
2<br />
3
2.3.3. Repco makinasının özelllikleri<br />
Her bir makinadaki eğirme<br />
pozisyonu sayısı 4 (5)<br />
Cıkış hızı (üretim hızı) Max. 300 m/dak<br />
Hammadde Yün ve sentetik lifler<br />
Numara aralığı Ne 9/2 – 45/2; 13 – 65 tex x 2<br />
Besleme materyali Fitil<br />
İplik tipi Katlı iplik (2ye1)<br />
İplik özellikleri Tam, yuvarlak, büküm<br />
varyasyonları<br />
Kullanım alanı Dış giyim, süveter<br />
Avantajlar Düşük enerji tüketimi, az<br />
yer kaplar, düşük işçi<br />
gereksinimi düşük gürültü<br />
Özel karakteristikleri Hazırlık makinalarına ger-<br />
ek vardır<br />
Notlar Kamgarn sektörü<br />
1980lerde kamgarn sektöründe Repco iplikçilik özellikle<br />
önemli ekonomik avantajları yüzünden önemli yer tutmaktaydı.<br />
Ancak günümüzde mevcut Repco makinarı aşağıda<br />
belirtilen sebeplerden dolayı ortadan kaybolmuştur:<br />
• Platt Saco Lowell bu metot için geliştirme çalışmalarına<br />
devam etmemiştir (Platt Saco Lowell firması artık kapanmıştır);<br />
• Repco ipliğin yapısı klasik iki katlı iplik yapısından farklıdır;<br />
• büküm verme sürtünmeye bağlıdır ve dolayısıyla ayarlanması<br />
ve sabit tutabilmesi oldukça hassastır.<br />
2.4. “Sarmal=Wrap” <strong>İplikçilik</strong><br />
2.4.1. Çalışma prensibi<br />
Bu sistem şekil 18 ve Şekil 19 da gösterilmiştir. Fitil ya da<br />
şerit (1) üç, dört ya da beş silindirli çekim düzeneğinde çekime<br />
tabi tutulur. Çıkan elyaf demeti gerçek büküm verilmeden<br />
oyuk iğe (3) sevk edilir.<br />
Demet dağılmadan belirli bir mukavemet kazandırmak için<br />
elyaf demeti çekim düzeneğinden çıkar çıkmaz bir filament<br />
iplikle (4) sarılır. Sürekli filament ipliği oyuk iğe monte edilmiş<br />
hızla dönen küçük bobinden (5) sağlanır. Çıkış silindirleri<br />
sarmal ipliğin üretilen sarmal ipliği sarım tertibatına<br />
yönlendirir.<br />
Sarmal (wrap) iplik iki bileşenden oluşmaktadır, iplik merkezinde<br />
bükümsüz kesikli elyaf (a) ve merkezin etrafına sarılmış<br />
filament ipliği (b). Bu metot pek çok üretici tarafından<br />
piyasaya sunulmuştur, örneğin, Leesona, Mackie, vb.<br />
bu sistemlerden en popüler olanı ise Suessen firmasının<br />
geliştirmiş olduğu ParafiL metodudur ve bu metot daha detaylı<br />
anlatılacaktır.<br />
1<br />
2<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Şekil 18 –“Sarmal yöntemle=Wrap”- eğirme prensibi<br />
5<br />
3<br />
a b<br />
Şekil 19 – Sarmal (Wrap) eğrilmiş iplik<br />
7<br />
6<br />
4<br />
27
28<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
2.4.2. Suessen tarafından geliştirilen ParafiL sistemi<br />
2.4.2.1. Çalışma prensibi<br />
Suessen iki makina tipi sunmuştur: PL 1000 orta büyüklükteki<br />
bobinlerle, 25 – 100 tex aralığındaki iplikler için ve<br />
PL 2000, büyük bobinlerle. 25 – 500 tex aralığındaki iplikler<br />
içindir. İşlenecek hammaddeye göre üç, dört ve ya beş silindirli<br />
çekim düzenekleri kullanılır. Oyuk iğin (Şekil 20) dönme hızı<br />
35 000 dev/dak. ile sınırlıdır ve yalancı-büküm düzeneği<br />
olarak tasarlanmıştır. <strong>El</strong>yaf demeti (Fa) iğden dik şekilde doğrudan<br />
geçmez, bunun yerine iğe girdikten hemen sonra tekrar<br />
dışarı çıkar (1) ve iğ çapının dörtte birine denk gelecek şekilde<br />
tekrar iğ etrafında yol alır. Böylece iğ döndükçe demete delikli<br />
iğin başı ve çekim düzeneği arasında büküm verilmiş olur. Bükümle<br />
sağlanan bu turlar yalancı büküm prensibine göre iğin<br />
kafasında tekrar sıfırlanır. Bu yalancı büküm, demetin, etrafına<br />
filament ipliğinin (Fi) sarılmasından önce, dağılmasını önler.<br />
Besleme materyali olarak şeritler kullanılır; fitil kullanılmamaktadır.<br />
ParafiL ipliği (Suessen firması tarafından “Parallelyarn”<br />
olarak adlandırılır) ring ipliklere göre daha düzgündür. Kullanılan<br />
filament ipliği ve paralel lif oryantasyonunun yüksek olması<br />
sebebiyle iplik mukavemeti daha iyidir. Örtme gücü yüksektir<br />
ve tüylülüğü düşüktür. İplikler genel olarak aşağıda belirtilen<br />
alanlarda kullanılır:<br />
• örme ipliği;<br />
• velürler (ev ve otomotiv döşemelikleri);<br />
• dokuma mamuller (bay ve bayan giyimi);<br />
• halı iplikleri (temel olarak havlı halılar).<br />
Halen proses kısa stapelli liflerden çok uzun ştapel liflere uygundur,<br />
örneğin 60 mm üzerindeki liflere. ParafiL ipliklerinde<br />
filament ipliğin %2 – 5 ini oluşturur.<br />
2.4.2.2. Özellikler<br />
Bir makinadaki eğirme<br />
pozisyonu sayısı 80<br />
Çıkış hızı (üretim hızı) 200 m/dak<br />
Hammadde Sentetik lifler<br />
60 – 220 mm + filament<br />
Numara aralığı 25 – 500 tex; Ne 1.2 – 24<br />
Besleme materyali Cer şeridi<br />
İplik tipi Flament-sarımlı, tek katlı iplik<br />
İplik özellikleri Yüksek mukavemet, yüksek<br />
düzgünlük, iki bileşenli iplik<br />
Kullanım alanı Halılar, ev tekstilleri, dış giyim<br />
Avantajlar Oldukça düşük üretim mali-<br />
yetleri<br />
Özel durumlar Filament bobinleri için ayrı<br />
bobin makinasına ihtiyaç<br />
vardır<br />
Fi<br />
Fa<br />
2<br />
1 1<br />
Şekil 20 – Suessen tarafından geliştirilen Parafil prosesindeki yalancı<br />
büküm cihazı<br />
2.4.3. Teknolojik ve ekonomik ilişkiler<br />
Filament yüzdesinin yüksek olması rahatsız edici bir etkiye<br />
sahiptir. Dolayısıyla bu tip iplikler genelde kaba ve bir<br />
dereceye kadar kaba-orta iplikler gurubunda değerlendirilmektedir.<br />
Orta incelikte ve ince iplikler için çok pahalı özel<br />
filamentlerin kullanılması gerekmektedir. Genelde kesikli<br />
liflere kıyasla filamentlerin pahalı olması maliyetler üzerine<br />
etkili olmaktadır. Bu metotla ince ipliklerin üretiminin<br />
ekonomik olması yüksek hammadde maliyetleri sebebiyle<br />
imkansızdır. Genelde 20 – 110 dtex numara aralığındaki<br />
çorap filamentleri kullanılmaktadır.<br />
Tüm tekstil polimerlerinden üretilmiş filamentler sarma elemanı<br />
olarak uygundur, en yaygın olanları mono ve multi filament<br />
olarak poliamid, poliester ve viskoz lifleridir. Eğer<br />
nihai iplik sadece kesikli elyaf içeriyorsa polivinilalkol filamentleri<br />
kullanılmalıdır; bunlar eğirme sonrası çözülerek<br />
kolayca iplikten uzaklaştırılabilir. Ring ipliklerine göre [5]:<br />
2
• düzgünlükleri daha iyidir;<br />
• kısmen filamentler ve kısmen de liflerin paralel yerleşimi<br />
ve birbirine tutunması sebebiyle, mukavemetleri daha<br />
yüksektir;<br />
• örtme faktörü daha iyidir;<br />
• tüylülük daha azdır;<br />
• katlama yapılması gerekmemektedir;<br />
• iplik kıvrılma eğilimi sıfırdır.<br />
Liflerin birlikte bağlanmış olması sayesinde iplikte hafif dalgalı<br />
bir karakter oluşur ve bu fantezi iplik seviyesinde arttırılabilir.<br />
Aktarma makinasında kopuşlarda bağlama işlemi<br />
sorunsuz yapılabilir ve dokuma fabrikalarında haşıllamaya<br />
ve katlamaya gerek yoktur. Metredeki sarım sayısı yaklaşık<br />
olarak normal büküm seviyesine denk gelir. Filamentler büyük<br />
sentetik iplik bobinlerinden daha küçük bobinlere (kops)<br />
aktarılmalıdır; bu özel bir aktarma makinasında yapılır.<br />
Metodun ekonomikliğine filament maliyetlerinin negatif etkileri<br />
sebebiyle bu eğirme sisteminin uygulama alanları oldukça<br />
sınırlıdır. Bu sebeple Suessen ParafiL makinalarının<br />
satışına devam etmemektedir.<br />
2.5. Yapıştırma işlemleri<br />
2.5.1. Özet<br />
Günümüzde kullanılan ipliklerin neredeyse tamamı mukavemetlerini<br />
demetteki bükümden sağlamaktadır. Ancak bu, kesikli<br />
lif ipliğinde mukavemeti sağlamak için kullanılabilecek<br />
yollardan sadece birisidir. Temelde liflerin birbirlerine bağlanması<br />
liflerin birleştirilmesiyle de sağlanabilir olmalıdır.<br />
Bu sebeple bu şekilde bir eğirme metodu geliştirme üzerine<br />
senelerdir yapılmakta olan çalışmaların varlığı şaşırtıcı değildir.<br />
Öncül çalışmalar:<br />
• Vezelinstitut TNO (Hollanda), Twilo işlemi,<br />
• <strong>Rieter</strong> (İsviçre), Pavena işlemi ve<br />
• Bobtex Firması (Kanada), Bobtex işlemi.<br />
İle yapılmıştır.<br />
Düşünce çok ilgi çekicidir, ama gercekleştirmede bazı zorluklarla<br />
karşılaşılmıştır, öyle ki günümüze kadar bu işlemler<br />
hala kabul görmemektedir. Paralel liflerden oluşan bir elyaf<br />
demetinin bir bütün oluşturacak şekilde birbirine bağlanması<br />
aşağıda belirtildiği şekilde sağlanabilir:<br />
• bağlayıcı bir madde ile (Pavena, Twilo yeni),<br />
• yapışkan lifler (Twilo), ya da<br />
• polimerle (Bobtex).<br />
Yapıştırıcı ve yapışkan lifler sadece işlem esnasında elyaf<br />
demetini bir arada tutmalıdır. Örme ya da dokuma mamul<br />
elde edildiğinde ise elyaf tutamındaki bütünlük (kohezyon)<br />
kumaş yapısından dolayı oluşan iplik bağlama noktalarınca<br />
sağlanmaktadır. Dolayısıyla bu aşamada bağlayıcı gereksiz<br />
olmaktadır ve terbiye esnasında yıkanıp uzaklaştırılır.<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Ancak Bobtex işleminde polimer ipliğin bir parçası olarak kalır.<br />
Twilo ve Pavena işlemleri sonucunda elde edilen mamullerin<br />
iyi karakteristikleri vardır çünkü elyaf tutamındaki<br />
liflerin birbirine paralellik derecesi yüksektir. Bu liflerin<br />
özelliklerinde (tutum, sertlik, esneklik, vb.) büküm işlemi<br />
nedeni ile bir kötüleşme olmamaktadır. Dahası örtme faktörleri<br />
yüksektir. İlave bir başka avantaj ise yüksek üretim hızlarıdır.<br />
Diğer yandan, dezavantaj ise iplikteki liflerin sıkı tutunamaması<br />
sebebiyle görece zayıf yıkama haslıklarıdır.<br />
Ancak yapıştırıcılı eğirme sistemlerinin tamamının ticari anlamda<br />
başarısız olmasının ana sebebi ekonomik olmamasıdır.<br />
Yumuşak ve ilgi çekici mamuller üretmek için dokuma<br />
ve örme işlemlerinden sonra yapıştırıcı maddenin yıkanarak<br />
uzaklaştırılması gerekmektedir. Bu durum hammadde<br />
maliyetlerinde korkutucu artışa sebep olmaktadır. Buna ek<br />
olarak, yapışkan uygulanması ve/ve ya yapışkanın yıkanıp<br />
arındırılması maliyet ve enerji yüklü ısıl işlemleri gerektirmektedir.<br />
Bu sebeple yapıştırıcı eğirme işlemleri ekonomik<br />
açıdan uygulanamaz metotlardır.<br />
2.5.2. Twilo prosesi<br />
2.5.2.1. Çalışma prensibi<br />
Şekil 21 – Twilo eğirme prensibi<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
29
30<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Hollanda’da Signaalapparaten tarafından yapılan makina<br />
üzerinde kullanılan bu metotta 3 pasajlı cer şeridi besleme<br />
materyali olarak kullanılmaktadır. İlk pasaj düşük oranda<br />
(%5 – 11) yapıştırıcı liflerin pamuk, sentetik elyaf ya da viskoz<br />
lifleri ile harmanlandığı cerde gerçekleştirilir. Yapıştırıcı<br />
elyaf olarak kullanılan polivinil alkol (PVA) lifleri yaklaşık<br />
70°C. lik su sıcaklığında ıslanıp aktive olmaktadır. Bu sebeple<br />
yapıştırma için su ilavesi önşarttır.<br />
Cer şeridi (1) ilk çekim bölgesi olan (2) dörtlü cekim düzeneğine<br />
girer ve kuru olarak 5 – 10 kat ön çekime maruz kalır.<br />
Ön çekim bölgesini (2) ıslatma pozisyonu (3) takip eder ki<br />
bu bölgede ayrıca yalancı büküm düzeneği de bulunmaktadır.<br />
Burada su jeti kullanımı tutamın bükülmesini (yalancı<br />
büküm) sağlar. Daha sonra, ikinci bir ikili çekim bölgesinde<br />
(4) 40 kadar çekim ile bükümsüz bir ortamda nihai inceltme<br />
gerçekleştirilir. Tutamın çekim bölgesinden (4) çı-<br />
Şekil 22 – Twilo iplik makinası<br />
kışında mümkün olduğunca ince ve sıkı olmasını sağlamak<br />
için çekim bölgesinden sonra ikinci bir yalancı büküm tertibatı<br />
(5) yerleştirilmiştir. Bu tertibat ayrıca ipliğin yaklaşık<br />
70°C’ye (7) ısıtılmasını da sağlar. Dolayısıyla burada bir buhar<br />
jeti kullanılmaktadır.<br />
PVA liflerinin tamamen çözülmesi henüz sağlanmamıştır.<br />
Bu yaklaşık 140°C sıcaklıktaki kurutma silindirinde (6)<br />
gerçekleşir. Islak lifler burada 80°C üzerine ısıtılır, böylece<br />
PVA liflerinin çözülmesi lifler kuruduktan sonraki ilk aşamada<br />
gerçekleşir. Böylece PVA lifleri mukavemeti sağlayan yapıştırıcıya<br />
dönüşmüştür. Son olarak, iplikler makinanın üzerindeki<br />
silindirik bobinlere çapraz sarımlı olarak alınır. Sig<br />
naalapparaten, yapıştırıcı liflerin yerine mukavemet sağlayıcı<br />
olarak ayrıca bir bağlayıcı madde de kullanmıştır.
2.5.2.2. Teknolojik veriler<br />
Hammadde<br />
Pamuk ve saf sentetik lifler ve karışımları işlenebilir. Lif numara<br />
aralığı 1.4 ve 6 dtex, ştapel uzunluğu 30 – 80 mm<br />
aralığındadır. Lifler inceldikçe daha fazla yapıştırıcı lif kullanılması<br />
gerekmektedir. Filametlerin numarası 1.7 dtex ve<br />
boyu 40 mmdir.<br />
İplik özellikleri<br />
İplik yuvarlak değil yassılaşmıştır ve bu sebeple örtme gücü<br />
fazla olan bir mamul sağlamaktadır. Bağlayıcı nedeniyle<br />
ipliğin uzaması düşüktür ve serttir. Düzgünsüzlük değerleri<br />
ring ipliği ile eşdeğerdir. Mukavemet kısmen çıkış hızına<br />
bağlıdır.<br />
İşlemin özellikleri aşağıda belirtildiği gibidir:<br />
• görece yüksek enerji tüketimi;<br />
• su tüketimi;<br />
• yapıştırıcı lifler ya da bağlayıcı maddelerin yıkanıp uzaklaştırılması<br />
gerekmektedir ve bu sebeple de atılmaları<br />
gerekmektedir; eğer uzaklaştırılamazlarsa mamul kullanılamaz;<br />
• çok fazla özgün teknik bilgi gereklidir.<br />
2.5.2.3. Laboratuvar makinasının özellikleri<br />
(yaklaşık 1975)<br />
Bir makinadaki eğirme<br />
pozisyonu sayısı 8<br />
Çıkış hızı (üretim hızı) 500 (600) m/dak.<br />
Hammadde Pamuk ve sentetik lifler<br />
(max. 80 mm)<br />
Numara aralığı Ne 6 – 40; 15 – 100 tex<br />
Besleme materyali Cer şeridi<br />
İplik tipi Bonded iplik<br />
İplik özellikleri Düz, yüksek örtme gücü,<br />
iyi düzgünlük<br />
Kullanım alanı Banyo havlusu, astar, ka-<br />
plama materyali<br />
Avantajları Bükümün olmaması<br />
Özel durumlar Su ve gaz gerektirir<br />
2.5.3. Bobtex prosesi<br />
a<br />
b<br />
c<br />
Şekil 23 – Bobtex ipliği<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
3<br />
1 2<br />
Şekil 24 – Bobtex eğirme prensibi<br />
5<br />
4<br />
6<br />
5<br />
7<br />
31
32<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
2.5.3.1. Çalışma prensibi<br />
Bobtex eğirme makinasında („Bobtex“ ismi mucidinden gelmektedir,<br />
Bobkowicz) iki tane eğirme pozisyonu vardır ve<br />
aşağıda belirtilenlerden oluşan (Şekil 23) çoklu bileşenli iplik<br />
üretilmektedir:<br />
• ipliğin %10 – 60’ını oluşturan ve ayrıca iplik taşıyıcı<br />
görevi yapan mono ya da multifilament bir öz;<br />
• polimer ara tabaka (%20 – 50) (b); ve<br />
• örtme yüzeyi oluşturmak amacıyla ara tabaka içerisinde<br />
yerleştirilmiş ve %30 – 60 sini oluşturan kesikli lifler (c).<br />
Bu ipliğin üretimi esnasında, şekil 24’de gösterildiği gibi, filament<br />
(2) eriyik polimerle (1) kaplandıktan sonra (ki bu polimer<br />
filamentin içinde kalır) ekstrüderden (3) geçer. Bu polimer<br />
sertleşmeden önce örtücü bir tabaka oluşturan açılmış<br />
kesikli lifler eriyik materyal üzerine bastırılır (4). Bu birim<br />
(4) yandan beslenen iki cer ya da tarak şeridinin (5) inceltilmesi<br />
için açma birimini temsil eder. Bir yalancı büküm cihazı<br />
(6) kesikli liflerin sağlam bir şekilde birbirlerine tutunmasını<br />
sağlar. <strong>El</strong>de edilen iplik makina tabanındaki geniş bobinlere<br />
(7) sarılır.<br />
2.5.3.2. Laboratuvar makinasının özellikleri<br />
(yaklaşık 1970)<br />
Bir makinadaki eğirme ünitesi<br />
sayısı 2<br />
Çıkış hızı (üretim hızı) Yaklaşık 600 m/min<br />
Hammadde Flament/polimer/elyaf<br />
Numara aralığı Ne 2 – 20; 30 – 300 tex<br />
Besleme materyali Tarak şeridi<br />
İplik tipi Üç bileşenli iplik<br />
İplik özellikleri Yüksek örtme gücü, sert-<br />
lik, düzgünlük, yün iplik<br />
özellikleri<br />
Kullanım alanı Çuval, halı sırtı, sanayi do-<br />
kuma kumaşları<br />
Avantajlar Yüksek üretim, bobin<br />
kütlesi max. 50 kg<br />
Özel durumlar Yüksek enerji ve su tüketimi<br />
2.6. Yalancı büküm işlemi<br />
2.6.1. Yalancı büküm prensibi<br />
2.6.1.1. Yalancı bükümün elde edilmesi<br />
Eğer bir elyaf demeti aralıklı olarak konumlandırılmış iki<br />
çene K1 ve K2 tarafından sıkıca tutuluyorsa (Şekil 25 (A))<br />
ve ortadan bir noktadan bükülüyorsa bu demet her zaman<br />
büküm elemanından (T) önceki ve sonraki kısımlarında eşit<br />
sayıda büküm alır. Ancak her iki kısımda birbirinin tersi yönde<br />
büküm oluşur ki bu durum Şekil 25 (A) da sağda Z ve<br />
solda S büküm olacak şekilde gösterilmiştir. Eğer çeneler<br />
dönen silindirlerle (Şekil 25 (B) Z1 ve Z2) değiştirilirse ve<br />
ipliğe büküm verilirken silindirler arasından geçmesine izin<br />
verilirse elde edilen sonuç yalancı bükümdür ve daha önce<br />
bahsedilmiş olan hareketsiz ipliğe göre farklı bir durumdur.<br />
Bölüm (b) ye giren hareketli bir iplik üzerinde bölüm (a) ‘da<br />
verilmiş olan büküm bulunmaktadır. (B) de verilmiş olan<br />
örnekte iplikte Z büküm bulunmaktadır. Büküm elemanı sol<br />
tarafta S yönünde büküm verdiğinden bunun basitçe anlamı,<br />
ilk bölümde (a) verilen her Z büküm ikinci bölümde (b)<br />
verilen her S büküm ile açılmaktadır, demektir. Bu sebeple<br />
büküm elemanı ve çıkış silindiri arasındaki kısımda elyaf<br />
tutamında büküm bulunmaz. Yalancı büküm düzeneğinde<br />
büküm sadece besleme silindiri ve büküm elemanı arasındaki<br />
kısımda bulunur. Bu prensip, örneğin, yalancı büküm<br />
tekstüresinde kullanılmıştır.<br />
K 2 T K 1<br />
Z 2 T Z 1<br />
Şekil 25 – Yalancı büküm prensibi<br />
b<br />
Z b<br />
a Z 2 1<br />
Şekil 26 – Yalancı büküm ile iplik eğirme<br />
a<br />
A<br />
B
2.6.1.2. Yalancı büküm yardımıyla iplik oluşumu<br />
Yukarıda da görülebileceği gibi, yalancı büküm düzeneğini<br />
terk eden elyaf tutamında paralel ve bükümsüz lifler bulunmaktadır.<br />
Bu prensip esasen demete mukavemet sağlama<br />
amacı açısından uygun değildir. Bunun yerine, bu prensipten<br />
yararlanılarak ipliklerin geliştirilmiş bir sistemle eğrilmesine<br />
çalışılmaktadır. Örneğin, Z1 silindirlerine beslenen<br />
elyaf demetinin çok geniş olarak yalancı büküm bölgesine<br />
(a) girmesine izin verilmektedir, böylece demetin geniş bir<br />
alana yayılarak büküm bölgesine girmesiyle daha az ya da<br />
fazla kenar lifinin büküm işleminden kaçması sağlanmaktadır.<br />
Daha önceki bölümde yapılan açıklamanın tersine, Şekil<br />
26’da, büküm elemanına giren elyaf demeti artık tam bükümlü<br />
değildir. Öz – dolayısıyla da liflerin büyük bir kısmı-<br />
bükümlüdür ama dış katman liflerinde ya hiç büküm bulunmamaktadır<br />
ya da çok az büküm vardır. Büküm elemanının<br />
tersi yöne yaptığı turlar özdeki liflerde var olan bu orijinal<br />
bükümü sıfırlar ve bükümü olmayan liflere, yani zarflayan<br />
liflere, ise büküm verir. Bu büküm alan lifler özdeki liflerin<br />
etrafına sarılır ve bohçalanmış iplik elde edilir (Şekil 27).<br />
Çevreye sarılmış yüzey lifleri<br />
Şekil 27 Yalancı büküm (birleşmiş) ipliği<br />
Paralel öz lifleri<br />
Bu prensiple çalışan işlemler arasında DuPont tarafından<br />
geliştirilen Rotofil (artık kullanılmamaktadır), Dr. Ernst Fehrer,<br />
Linz tarafından geliştirilen Dref-3000, ve Murata Jet<br />
Eğirme sistemi sayılabilir. Yalancı büküm prensibi ile daha<br />
önce öngörülemeyen iplik elde etme olasılıkları ortaya çıkmıştır.<br />
2.6.1.3. Eğirme elemanları<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Yalancı büküm iplikçiliğinde, open end iplikçiliğinin aksine,<br />
ana elyaf tutamı tek bir life kadar açılmamaktadır, besleme<br />
noktasından sarıma kadar bir bütün olarak kalmaktadır. Günümüzde<br />
inceltme için çekim tertibatları kullanılmaktadır.<br />
Büküm vermek için ise çeşitli düzenlemeler düşünülebilir:<br />
• pnömatik (bir ya da iki hava jeti);<br />
• hidrolik;<br />
• mekanik:<br />
• delikli silindirler;<br />
• çift disk;<br />
• çift kayış;<br />
• döner tüpler, vb.<br />
Mekanik büküm vericiler pmönatik sistemlere kıyasla daha<br />
yüksek eğirme gerginliklerine ihtiyaç duyarlar.<br />
33
34<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
2.6.2. İki düzeli hava jeti iplikçiliği<br />
2.6.2.1. Çalışma prensibi<br />
Şekil 28 – İki düzeli hava jeti eğirme prensibi (Murata MJS)<br />
1<br />
2<br />
2<br />
3<br />
5<br />
4<br />
7<br />
8<br />
6<br />
9
Şekil 28’de görüldüğü gibi, kovadan (1) beslenen bir cer şeridi<br />
çekim düzeneğine (2) geçer, burada 100 – 200 arasında<br />
çekime uğrar. Çıkan elyaf demeti daha sonra hemen çekim<br />
düzeneğini takiben yerleştirilmiş iki hava jetine (3 ve 4)<br />
doğru ilerler. İkinci jet (4) esas yalancı büküm elemanıdır.<br />
Bu jette 2 milyon dev/dak’dan daha fazla açısal hız ile oluşturulan<br />
hava girdabı elyafa büküm verir, elyaf demeti jetin içinde<br />
yaklaşık 250 000 dev/dak. hızlarına ulaşan dönme hızıyla<br />
vidaya benzer yol izler. Sıkıştırılmış hava, yalancı büküm elemanının<br />
ana kanalına girerken ses hızına ulaşır. Bu dönme<br />
hareketi esnasında eksenel kuvvetler çok düşük olduğundan<br />
iplikte sadece düşük bir gerginlik oluşur.<br />
Girdabın tork yaratma olasılığı o kadar yüksektir ki iplikteki<br />
büküm çekim düzeneğine kadar geri gelir. Bu sebeple pratikte<br />
elyaf tutamı ön silindirlerden çıkar çıkmaz tam dönme<br />
hızına ivmelendirilir. İpliği bir arada tutan kenar lifleri azınlıktadır.<br />
İşlemsel sebeplerle bu liflerin tüm iplik kütlesindeki<br />
oranı %5i geçmez. Bu kenar lifleri, yalancı büküme sahip<br />
özdeki liflerin büküm yönüyle aynı yönde görece çok düşük<br />
büküme, ya da hatta tam tersi yönde biraz büküme sahip<br />
olabilir. Bu, kısmen tutamın kıstırma noktasından yaygın bir<br />
formda geçmesiyle ama genelde birinci jette (3) ikinci jetteki<br />
(4) girdaba ters yönde girdap oluşturarak sağlanır.<br />
Aslında yoğunluk açısından birinci jetteki girdap ikincidekine<br />
göre daha zayıftır ve gerçekten özdeki lifleri etkileyemez<br />
ama kenardaki liflerin demetin bir ucundan dışarı çıkmasını<br />
engeller. Birinci girdap ikinci jetin dönüşüne ters yönde davrandığı<br />
için kenardaki liflerin ipliğin merkezine doğru bükülmesini<br />
engeller ve hatta özdeki liflerin etrafına aksi yönde<br />
bükebilir. <strong>El</strong>yaf ikinci jetten geçerken aşağıda belirtilenler<br />
gerçekleşir.<br />
Jet (4) tarafından verilen büküm yalancı büküm kuralları çerçevesinde<br />
sıfırlanır. Merkezdeki liflerde, yani liflerin çoğunluğunda,<br />
hiç büküm yoktur; bu lifler paralel bir şekilde durmaktadır.<br />
Diğer yandan yalancı büküm kanunu çerçevesinde<br />
kenardaki lifler (ki bunlarda önceden hiç büküm yoktur, yada<br />
düşük hatta tersi yönde büküm vardır) jet’in (4) dönüş yönüyle<br />
aynı yönde büküm alır; bu sebeple bu lifler paralel elyaf<br />
demetinin etrafına sarılır. Lifleri birbirine bağlar ve kohezyonu<br />
sağlar. Dr. H. Stalder [1] tarafından hazırlanmış bir<br />
büküm diyagramında bu büküm işlemleri anlatılmaktadır<br />
(bkz Şekil 29).<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Büküm yönü<br />
Merkezde büküm<br />
S Z<br />
Şekil 29 – Hareket halindeki elyaf demetinde bükümün dağılımı<br />
<strong>El</strong>de edilen kesikli lif ipliği önce emiş cihazından (7) ve sonra<br />
elektronik ipik temizleyiciden (8) geçerek sevk silindirleri<br />
(6) aracılığıyla çapraz bobine (9) sarılır (Şekil 28).<br />
İki düzeli hava jeti eğirme sistemi belirli bir başarıyla pratik<br />
çalışma ortamına aktarılabilmiş ilginç bir işlemdir.<br />
2.6.2.2. Hammadde gereklilikleri<br />
Yüzeyde büküm<br />
İşlem şimdiye kadar saf sentetik lifler, sentetik karışımları<br />
ve bunların pamukla karışımları ile sınırlı kalmıştır. Saf pamuk<br />
sadece taranmış halde işlenebilir ve genelde düşük mukavemetli<br />
ürünler (ring ipliğinin %50 – 70i oranında mukavemete<br />
sahip ve bu da %100 pamuk ipliğin iki düzeli hava<br />
jetli eğirme sisteminde üretilmesinin sanayi uygulamalarına<br />
pek uygun olmadığını gösterir) elde edilebilmektedir. Hammaddedeki<br />
kirlilik oranı rahatsız edici bir faktördür. Daha<br />
uzun ve ince liflerin kullanımıyla neredeyse tüm iplik özellikler<br />
iyileşmektedir.<br />
İplik kesitinde en az 80 lif olması gerekmektedir.<br />
Liflerin aşağıda belirtilen özelliklere sahip olması gerekmektedir:<br />
• yüksek mukavemet:<br />
• daha fazla lif-lif sürtünmesi;<br />
• düşük eğilme rijitliği;<br />
• büküme düşük direnç, ve<br />
• düşük oranda kısa elyaf.<br />
35
36<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
2.6.2.3. İplik özellikleri<br />
İplik özellikleri ring ipliğinden biraz farklıdır. Bu sistemle<br />
elde edilen iplik:<br />
• daha zayıftır,<br />
• daha rijittir ve<br />
• daha serttir.<br />
Sertlik daha ince lifler kullanılarak ve mamüle yumuşatıcı<br />
(silikonla) uygulanarak giderilebilir. Ring ipliği ile yapılan<br />
ilave karşılaştırmalara göre;<br />
Pozitif:<br />
• iyi düzgünlük (ring iplikleri gibi),<br />
• yüksek aşınma mukavemeti,<br />
• düşük boncuklanma eğilimi,<br />
• düşük iplik kıvrılması eğilimi,<br />
• ring ipliklerine benzer çekme.<br />
Negatif:<br />
• eğilmeye karşı yüksek direnç,<br />
• daha düşük örtme gücü,<br />
• saran lifler iplik boyuna düzenli dağılım göstermez bazen<br />
yüzeyde daha fazla, bazen daha az.<br />
Artan sayıda sarım mukavemeti arttırır ama aynı zamanda<br />
sertliği de arttırır. Sentetik lif iplikleriyle en az %50 oranında<br />
sentetik lif içeren sentetik lif ve pamuk karışımları ile<br />
ring ipliklerine göre %80 veya daha fazla mukavemet sağlanabilmektedir.<br />
2.6.2.4. Eğirme teknolojisindeki ilişkiler<br />
Besleme materyali<br />
Cer şeridi besleme materyali olarak uygundur. İplikte yeterli<br />
seviyede paralellikte lif sağlayabilmek için en az üç pasaj<br />
cer gereklidir. Maksimum 200’e kadar çekim uygulanabildiğinden<br />
görece daha ince lifler gerekmektedir. Şerit kütlesi<br />
3 g/m (3 ktex) civarlarındadır.<br />
Çekim düzeneği<br />
65 – 200 çekime olanak tanıyan dörtlü çift apronlu çekim<br />
düzeneği kullanılır. Hem üstteki hem de alttaki apronlar<br />
kısadır. <strong>El</strong>yaf demeti tek bir life dek açılmamıştır, sadece<br />
inceltilmiştir. Bunun avantajı liflerin tekrar birleştirilmesi<br />
gerekmeyecektir dolayısıyla elde edilen iplikte, örneğin<br />
open-end ipliklere göre daha fazla paralel lif bulunacaktır.<br />
Büküm jetleri<br />
İki düzeli hava jeti eğirme prensibinde ard arda gelen iki jet<br />
kullanılır. İplikteki büküm seviyesi elyaf besleme hızına ve jetlerdeki<br />
hava basıncına bağlıdır. Hava basıncı genelde 4 – 6 bar<br />
dolaylarındadır. Hava girdabı ise 1 – 2 milyon dev/dak arasında<br />
olabilir, birinci jetin hızı ikinciye kıyasla daha düşüktür.<br />
İplik bu girdap dönüşlerinin %6 – 12 sini büküm olarak alır.<br />
Liflerin bir arada tutulması<br />
İki düzeli hava jeti eğirme sisteminde kaba iplikler üretilemez.<br />
Bunun sebebi iplik yüzey alanı ve kesit alanı arasındaki<br />
geometrik orandır. İplik kalınlaştıkça bu oran düşer, yani yüzeydeki<br />
lifler için artan sayıdaki merkez liflerini sararak bir<br />
arada tutmak zorlaşır.<br />
Bir arada tutma işlemi, eğirme koşulları ve verimi aşağıdaki<br />
parametrelerden etkilenebilir:<br />
• hammadde,<br />
• çekim düzeneğini terk eden elyaf demetinin eni,<br />
• eğirme çekimi,<br />
• ön silindir ile sarım silindirleri arasındaki eğirme gerginliği<br />
(iplik gerginliği),<br />
• jetlerdeki hava basıncı; ve<br />
• birinci ve ikinci jetler arasındaki büküm ilişkisi.<br />
Bu parametreler limitler çerçevesinde ayarlanabilir.<br />
2.6.2.5. Ekonomi<br />
Murata’nın iki düzeli hava jetli eğirme makinesi (MJS) tam otomatiktir.<br />
Bu, ihtiyaç duyulan işgücünü azaltır ve dolayısıyla da<br />
pozitif bir durumdur. Otomasyon aşağıda belirtilen hususları<br />
kapsamaktadır:<br />
• otomatik ekleme, bir düğümleme tekniği ile,<br />
• otomatik takım değiştirme,<br />
• iplik temizleyici,<br />
• iplik uzunluk ölçüm tertibatı.<br />
Rotor iplikçiliğinde olduğu gibi jet eğirme işleminin ekonomik<br />
yanı fitil makinasının ve bobinleme işleminin olmamasıyla<br />
daha da iyileşmektedir. Dolayısıyla bu sistemde iplik üretim<br />
maliyeti ring iplikçiliğine kıyasla daha düşüktür.
2.6.2.6. MJS makinasının özellikleri<br />
Bir makinadaki eğirme<br />
pozisyonu sayısı Max. 72 (tek taraflı<br />
makina)<br />
Çıkış hızı (üretim hızı) 150 – 300 m/dak<br />
Hammadde Sentetik lifler ve karışım-<br />
ları (taranmış pamuk)<br />
Numara aralığı 7.5 – 30 tex; Ne 20 – 80<br />
Besleme materyali Cer şeridi<br />
İplik tipi Bundled (bohçalanmış)<br />
tek katlı iplik<br />
İplik özellikleri Yeterli derecede mukave-<br />
met, düşük tüylülük, pü-<br />
rüzlü dış yüzey<br />
Kullanım alanı Bayan dış giyim, gömlek-<br />
lik materyal çarşaf<br />
Diğer Düşük üretim maliyetleri,<br />
düşük personel ihtiyacı,<br />
hızlı dönen parçaların<br />
olmaması, üç cer pasajı<br />
gerekmektedir<br />
Öz (core)<br />
şeritler<br />
Şeritler<br />
Şekil 31 – Dref-3000 eğirme birimi<br />
Çekim birimi<br />
1<br />
2<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
2.6.2.7. MJS makinasının sanayi boyutu<br />
2000’li yıllara girerken, yaklaşık 220 000 MJS eğirme pozisyonu<br />
(yaklaşık 3 000 makina) iplik işletmelerine çalışır<br />
durumdaydı. Bu makinaların çoğunluğu (yaklaşık 2/3ü)<br />
ABD’de ve geri kalanı çoğunlukla Asya ülkelerinde kullanılmaktadır.<br />
Ancak, Avrupa işletmelerinde bu makinalardan<br />
hiç yoktur. Bu makinaların sınırlı başarılarının temel sebebi<br />
olarak %100 pamuk liflerinin bu makinalarda işlenemiyor<br />
olması gösterilebilir. Bu kusur işlemin iyi ekonomik yanları<br />
ve sentetik liflerle karışımları işlendiğinde elde edilen iyi<br />
iplik özellikleriyle tamamen dengelenememektedir.<br />
2.6.3. Dref-3000 işlemi<br />
Şekil 30 – Dref-3 eğirme prensibi<br />
Öz besleme<br />
3<br />
4<br />
5<br />
Tarak silindiri<br />
Toz çıkarma<br />
6<br />
Eğirme<br />
silndirleri<br />
7<br />
37
38<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
2.6.3.1. Çalışma prensibi<br />
Dref-3000 eğirme sistemi (Şekil 30 ve Şekil 31) Friksiyon<br />
iplikçiği prensibine göre bohçalanmış (bundled) iplik üretmektedir.<br />
Temel olarak, Dref-2000 işlemi eğirme silindirlerinden<br />
(4) önce çekim düzeneği (2) olacak şekilde geliştirilmiştir.<br />
2.5 – 3.5 ktex aralığında bir cer şeridi (1) bu çift apronlu<br />
üçlü çekim düzeneğinden (2) geçer. 100 – 150 oranında<br />
çekimden sonra elde edilen demet (3) çekim düzeneğinden<br />
çıkarak iki delikli silindir (4) arasındaki temas yüzeyine<br />
ulaşır. Bir çift sarım silindiri (7) temas bölgesinden geçen<br />
bu demeti eğirme bölgesinden alır. Bir arada duran lif tutamı<br />
sarım silindirleri (7) ve çekim düzeneği (2) tarafından<br />
kıstırılmıştır ve bu iki nokta arasında bir çift delikli silindir<br />
(4) tarafından döndürülmektedir. Bu sayede kıstırma noktaları<br />
arasında yalancı büküm verilmektedir. Bu da büküm<br />
turlarının sadece çekim düzeneği ile silindirler arasında olduğu<br />
ama silindirler ile sarım silindirleri arasında olmadığı<br />
anlamına gelmektedir. Eğer durum bu şekilde devam edecek<br />
olsaydı elyaf demeti dağılıp giderdi. Bu olmadan önce,<br />
serbest haldeki lifler üstten (5) silindirler arasındaki temas<br />
bölgesine beslenir. Delikli silindirlerin dönmesi nedeniyle<br />
gelen lifler yatayda hareket eden elyaf demetinin etrafına<br />
sarılır. Bohçalanmış (bundled) bir iplik elde edilir.<br />
<strong>El</strong>yaf demeti (5) yukarıdan iki açıcı silindir ile çekim düzeneğine<br />
erişir. Bu düzenek 2.5 – 3.5 ktex inceliğinde 4 – 6<br />
cer şeridini besler.<br />
İplik sevk silindirlerinden (7) sarım ünitesine geçer. İplik<br />
makinayı çapraz sarımlı bobinler halinde terkeder.<br />
2.6.3.2. Kullanılan hammadde<br />
Hemen hemen her türlü hammadde bu proses ile eğrilebilmektedir.<br />
Aramid ve karbon lifleri bile kullanılabilmektedir.<br />
Poliester ve poliamid lifleri genelde özde kullanılırken pamuk<br />
kaplama (örtü), olarak kulllanılmaktadır. Öz ve saran<br />
liflerin farklı kaynaklardan beslenmesi nedeniyle kaplama<br />
liflerinin oranı %15 – 60 arasındadır. Öz ipliklerin üretimi<br />
için özde filament bile kullanılabilmektedir. Kullanılan liflerin<br />
numarası 0.6 – 6.7 dtex arasında değişmektedir.<br />
2.6.3.3. Özellikler<br />
Bir makinadaki eğirme ünitesi<br />
sayısı 3 – 24<br />
Çıkış hızı (üretim hızı) 250 m/dak<br />
Hammadde Pamuk/sentetik lifler<br />
Numara aralığı Ne 0.9 – 14.5; 40 – 700 tex<br />
Besleme materyali Cer şeridi<br />
İplik tipi Bohçalanmış iplik<br />
İplik özellikleri Birkaç kaplama lifi =<br />
ring iplik özellikleri; pek<br />
çok sayıda zarf lifi = rotor<br />
iplik özellikleri<br />
Kullanım alanı Ev tekstili, spor ve günlük<br />
kıyafetler, dış giyim, tek-<br />
nik ürünler<br />
Avantajlar İşlem aşamalarının<br />
azaltılması<br />
Diğer Basit üretim aşamaları<br />
2.6.3.4. Dref-3000'nin sanayi boyutu<br />
Dref-3000 aşağıda belirtilen özellikte iplikleri üretmek için<br />
tipik bir işlemdir:<br />
• nadir liflerden yapılmış iplikler,<br />
• öz/kaplama yapısına sahip kompozit iplikler,<br />
• özel karakteristiklere sahip iplikler (koruyucu tekstiller).<br />
Bu sebeple Dref-3000 seri üretim için uygun değildir ama<br />
özel ipliklerin gereksinim duyulduğu niş pazarlar için ilginç<br />
ve başarılı bir sistemdir.<br />
2.6.4. PLYfiL eğirme işlemi<br />
2.6.4.1. Katlı iplikler için geliştirilmiş pazar olasılıkları<br />
Katlı iplikler nadir olarak yeni eğirme sistemleriyle (Repco<br />
ve spin-twist işlemleri istisnadır) elde edilen ipliklerden yapılmaktadır.<br />
Pek çok katlı iplik ring iplikçiliği ile üretilmiş<br />
tek katlı ipliklerden yapılmaktadır. Bu sebeple katlama işlemi<br />
maliyet hassas bir işlemdir ve katlı iplik bariz bir şekilde<br />
tek katlı iplikten daha pahalıdır. Bu sebeplerle katlı ipliklerin<br />
kullanım alanları her geçen gün azalmıştır. Bu günlerde<br />
kısa lif iplikçiliğinde artan bir şekilde tek katlı iplikler kullanılmaktadır<br />
(her ne kadar sıklıkla katlı iplik kullanımı daha<br />
uygun olsa da). Suessen firmasınca geliştirilen PLYfiL işlemi<br />
görece daha ekonomik katlı iplik üretiminde yeni olanaklar<br />
sağlamaktadır, artık katlama işlemi kaybettiği konumu<br />
geri alma olasılığına sahiptir. Bu işlemle üretilen katlı iplik
konvansiyonel katlı ipliklere göre biraz farklılık göstermektedir;<br />
daha yumuşaktır, toktur ve ancak, PLYfiL ipliğin<br />
mukavemeti konvansiyonel katlı iplikle aynıdır ve daha düzgündür.<br />
PLYfiL işlemi özellikle orta ile ince kalınlıktaki katlı<br />
iplik üretimine uygundur ve bu sebeple ring iplikçiliğin ve<br />
büküm iplikçiliğinin (Siro) doğrudan rakibidir.<br />
Şekil 32 – PLYfiL eğirme sistemi<br />
C<br />
D<br />
A<br />
B<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Çalışma prensibi<br />
Besleme materyali olarak cer şeritleri kullanılmaktadır.<br />
Bunlar maks. 350 çekim uygulanan beşli çekim sisteminden<br />
geçer (Şekil 32, A). Çekim düzeneğini (A) mukavemet sağlayan<br />
bir birim (B) takip eder. Burada, aynı Murata yalancı<br />
büküm metodunda olduğu gibi, bir hava jeti kenar liflerini<br />
ve demetten çıkan lif uçlarını demetin etrafına dolar. Yine<br />
bu bölümde anlatıldığı üzere, merkezdeki liflerin birbirine<br />
paralel yerleştiği ve tek liflerden oluşan kaplamanın iplik<br />
gövdesine sarıldığı bohçalanmış bir iplik elde edilir. Aynı<br />
tipteki diğer tüm işlemlerin tersine burada ipliğe sadece bobine<br />
sarılmasına ve büküm verilmesine yetecek kadar mukavemet<br />
verilmektedir. Jetle eğrilmiş ipliklerde sözkonusu<br />
olan, iplikte oldukça sert bir tutuma sebep olan, bir arada<br />
tutma unsurları burada yoktur.<br />
32 numaralı resimde C ile gösterilen noktada bu tip iki iplik<br />
birleştirilmekte ve sarım silindirlerince (D) bölgeden<br />
uzaklaştırılmaktadır. İplik çapraz bobin formunda sarılmaktadır<br />
ve bu haliyle büküm (ring ya da tercihen 2ye1 büküm)<br />
işlemi için uygun besleme materyalidir; katlama işlemi işlem<br />
akışından çıkartılmıştır.<br />
Büküm işlemi esnasında sarıcı liflerin bükümü açılır; katlı<br />
iplikte tüm lifler birbirine paraleldir. İşlem klasik büküm işleminden<br />
farklıdır: yumuşak katlı ürün elde etmek için katları<br />
oluşturan ipliklerin bükümlerinin açılması gerekmemektedir.<br />
Bu sebeple büküm verme aşaması görece daha düşük<br />
büküm katsayılarıyla gerçekleştirilebilir, bu da daha yüksek<br />
hızlarda üretim imkanı sağlar.<br />
2.6.4.2. Kısa ştapel makinalarının özellikleri<br />
Bir makinadaki eğirme pozisyonu<br />
sayısı 20 – 100<br />
Sarım pozisyonu 10 – 50<br />
Çıkış hızı (üretim hızı) 150 – 250 m/dak<br />
Hammadde Pamuk, sentetik lifler,<br />
karışımlar (max. 90 mm)<br />
Numara aralığı 8.3 – 25 tex x 2<br />
(2 x Nm 40 – 120)<br />
Besleme materyali Cer şeridi,<br />
2.5 – 5 ktex<br />
İplik tipi Düşük dayanımlı katlı,<br />
bohçalı iplik<br />
Katlı iplik özellikleri Düzgün, dayanıklı, katlı<br />
iplikte paralel lifler<br />
Kullanım alanı Gömleklik, iç giyim<br />
Avantajlar Çok ekonomik, fitil<br />
makinasına ve sarım<br />
birimlerine gerek yoktur<br />
39
40<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Uygulama alanı<br />
Suessen PLYfiL’in iki versiyonunu üretmektedir:<br />
• kısa elyaf işleyen iplik işletmeleri için PLYfiL 1000,<br />
• orta – uzun elyaf işleyen iplik işletmeleri için PLYfiL 2000.<br />
PLYfiL katlı iplikleri dokuma ve örme ürünler için uygundur.<br />
Kısa lifli katlı iplikler genellikle gömleklik kumaş, iç giysi<br />
vb. için uygundur. Uzun lifli iplikler ise bayan ve erkek dış<br />
giysileri için uygundur.<br />
PLYfil’in bazı cazip avantajlarına rağmen Suessen bu makinaların<br />
satışına devam etmemiştir. Özellikle kısa lif iplikçiliğinde<br />
katlı iplikler için Pazar oldukça sınırlıdır ve bu pazar<br />
PLYfil katlı ipliklerin yapısı nedeniyle daha da sınırlıdır.<br />
2.7. Hava jetli iplikçilik<br />
2.7.1. Gelişimi<br />
İki düzeli hava jetli iplikçilik sistemi (Bakınız bölüm “2.6.2.<br />
iki düzeli iplikçilik sistem”) birleştirlmiş bir iplik karakteri<br />
meydana getirir, diğer bir deyişle eğirme işlemi sırasında<br />
yalancı büküm ile bükümsüz bir öz ve bükümlü yüzeye veya<br />
sargı liflerine sahip bir yapı meydana getirilir. Ancak belirtilmesi<br />
gereken önemli bir husus yalancı bükümün bükümlü<br />
yüzey liflerini %5 gibi oldukça düşük bir seviyeye indirmesidir.<br />
Dolayısıyla iki düzeli hava jetli iplikçilik sistemi ile sentetik<br />
liflerin ve bu liflerin pamuk ile karışımlarının işlenme-<br />
Nispi iplik mukavemeti [%]<br />
130<br />
120<br />
110<br />
100<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
Pamuk telefi CO 1 1/16˝<br />
karde<br />
Ortalama lif uzunluğu: 8 mm<br />
20 mm<br />
Şekil 33 – Nispi iplik mukavemeti<br />
si oldukça başarılıdır. Halbuki %100 pamuk liflerinin, diğer<br />
bir deyişle bir dereceye kadar kısa liflerin hava jetli sistem<br />
ile işlenmesi durumunda, iplikler yeterli mukavemeti göstermezler<br />
(Şekil 33). Bu nedenler, ABD’de – pamuk/polyester<br />
iplikler için büyük Pazar – oldukça çok sayıda hava jetli iplik<br />
makinası kullanılmaktadır. Öncelikli olarak pamuk lifinin işlendiği<br />
Avrupa ve Asya’da, hava jetli iplikçilik başarılı olmamıştır.<br />
Bu nedenle, Murata, birleştirilmiş (fasciated) iplikler için<br />
yeni bir eğirme prosesi geliştirmiştir. İlk patent 1980’li yıllarda<br />
yayınlanmıştır. O tarihte “hava girdabı” döner bir<br />
mekanik eleman ile birleştirilmiştir. O zamandan beri, Murata,<br />
Döner elemanı terk etmiş ve iplik oluşum bölgesinde<br />
hareketsiz bir mekanik parça ile sadece hava girdabını<br />
bırakmıştır. Murata bu yeni hava jetli eğirme sistemini 97<br />
Otemas fuarında ve daha sonra ITMA 99’da Murata Vortex<br />
iplikçilik sistemi (MVS) olarak tanıtmıştır (Şekil 34 a). İki<br />
düzeli iplikçilik sistemi olarak bu sistem cer şeritlerini işlemeye<br />
uygun bir çekim ünitesine sahiptir ve eğirme bölgesinde<br />
dönen hiçbir parça yoktur. Ancak iplik oluşumu için<br />
yalancı bükümü kullanmaz.<br />
2008 senesinde <strong>Rieter</strong> kendi hava jetli iplik makinası J 10’nu<br />
pazarda tanıtmıştır. İki taraflı, ayrı tahrikli ,100 eğirme pozisyonu<br />
ve 4 gezer robot içeren bu makina, hava jetli eğirme sistemini<br />
daha da ekonomik hale getirmiştir. (Şekil 34 b)).<br />
CO 1 1/8˝<br />
penye<br />
25 mm<br />
CO 1 1/2˝<br />
penye<br />
30 mm<br />
PES/CO<br />
67/33%<br />
33 mm<br />
Kompakt<br />
Ring iplikçiliği<br />
İki düzeli hava jetli iplikçilik<br />
Rotor iplikçiliği<br />
Friksiyon iplikçiliği<br />
PES/MMF<br />
36 mm
Ön silindir<br />
Düze<br />
İğ<br />
İplik temizleyici<br />
Bobin<br />
Şerit<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Bobin<br />
Parafinleme tertibatı<br />
İzleyici<br />
Çıkış silindiri<br />
İplik kalite sensörü<br />
Muhafazalı düze<br />
Ön silindiri<br />
Apron silindiri ve<br />
apron<br />
Orta silindir<br />
Besleme silindiri<br />
Şekil 34 a) – Murata’nın hava jetli iplik eğirme prensibi (MVS) Şekil 34 b) – <strong>Rieter</strong>’in hava jetli iplik eğirme sistemi (J 10 makinası)<br />
Şerit<br />
41
42<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Çekim ünitesi ve iplik oluşumu ile giriş noktası arasındaki<br />
sabit iğe, girişte, lifler birbirlerine paralel olarak taşınırlar<br />
(şekil 35) lif taşınması sırasında, belirli sayıdaki lif uçu<br />
ana elyaf grubundan ayrılır. Daha sonra ayrılan bu lifler hava<br />
girdabı ile oyuk iğe giriş sırasında iplik çekirdeği etrafında<br />
bükülürler.<br />
L<br />
Şekil 35 – Ön silindirden elyaf transportu (Murata MVS)<br />
Hava jetli iplikçilik sistemi ile karşılaştırıldığında, bu eğirme<br />
prosesi önemli ölçüde yüzey liflerinin artışına olanak<br />
vermektedir. Diğer bir deyişle sargı liflerinin oranı %15 –<br />
%30’dur. Bunun özellikle pamuk lifi işlenirken iplik mukavemeti<br />
üzerine pozitif etkisi vardır. Böylece hava jetli iplikçilik<br />
iki düzeli hava jetli iplikçilik sisteminin ana sorununu<br />
ortadan kaldırmıştır.<br />
2.7.2. Eğirme prensibi<br />
Hava jetli iplik eğirmeyi gerçekleştirebilmek için, çekim<br />
sistemi ve iğe giriş bölgesi arasında, oldukça güç 2 görevin<br />
yerine getirilmesi gerekmektedir.<br />
• serbest elyaf uçlarının ayrılması,<br />
• yalancı büküm oluşumunun önlenmesi.<br />
<strong>El</strong>yaf besleme kanalının ve iğin etrafı bir muhafaza ile çevrilmiştir<br />
(Şekil 36). Hava girdabı iğ girişi yanında bu kanala<br />
doğru bir hava akışı ile sonuçlanan belli bir vakum oluşturur.<br />
Bu hava akımı elyafı çekim ünitesinden iğ girişine taşır.<br />
İğ<br />
İğne<br />
Ön<br />
silindir<br />
İğ<br />
Döner elyaf tacı<br />
Şekil 36 – Düze bölgesi (<strong>Rieter</strong> J 10)<br />
Basınçlı hava<br />
<strong>El</strong>yaf besleme<br />
kanalı<br />
Serbest elyaf uçlarını oluşturmak için doğru L mesafesinin<br />
seçimi (Şekil 35) çok önemlidir. Bu mesafe işlenen elyafın<br />
ortalama uzunluğundan biraz daha kısa olmalıdır. Bu, elyaf<br />
besleme kanalındaki transport havasının elyaf uçlarını<br />
ana elyaf demetinden ayrılmasına olanak verir. L mesafesi<br />
ne kadar uzun olursa, o kadar fazla elyaf ucu hazır olacaktır.<br />
Bu nedenle L önemli bir proses parametresidir. <strong>El</strong>yaf uçlarının<br />
ayrılması işlemi sırasında, tüm elyafın-genel olarak<br />
daha kısa-esas elyaf demetinden uzaklaştırılması da şüphesiz<br />
mümkündür. Bu liflerin ipliğe entegre olma şanşı yoktur.<br />
Bunlar iği by pas ederler ve kaybolurlar. Bu nedenle hava<br />
jetli iplikçilikte elyaf kaybı (göreceli olarak kısa lifler) oldukça<br />
yüksektir (%5 – 10). Şeritteki kısa elyaf ne kadar çok<br />
ise elyaf telefi oranı da o kadar fazla olur.<br />
Girdap hareketi ile, elyaf uçları er geç iğ ucu etrafında kıvrılırlar<br />
ve böylece bükümsüz iplik özü etrafında sarılırlar ve<br />
bükümlü bir iplik yüzeyine veya kaplama lifi haline dönüşürler.<br />
Bu iğ uçunda meydana gelir. Bu yüzey liflerinin bükümü<br />
meydana gelen iplikte belirli bir tork oluşturur. Bu<br />
tork elyaf demetini çekim ünitesi ve iğ arasında bükmeye<br />
yatkındır. Bu çeşit bir bükümün gerekli lif uçlarının oluşumu<br />
ile karışmamasına dikkat edilmelidir. Bu sorun büküm<br />
durdurucu ile çözülebilir. Bu nedenle Murata elyaf demetinin<br />
iğe girmeden önce etkin bir büküm durdurma hareketi<br />
yapan dolayısıyla bükümü geri alan bir iğne kullanmaktadır<br />
(Şekil 35).<br />
Önce iğin içinde iplik oluşum prosesi tamamlanır ve iplik<br />
bobine sarılır.
2.7.3. Hammadde gereksinimleri<br />
Sargı liflerinin nispi olarak oldukça yüksek yüzdeye sahip<br />
olmaları nedeniyle, hava jetli iplik eğirme prosesi 1˝ uzunluktan<br />
itibaren %100 oranında pamuk elyafını eğirmeye uygundur.<br />
İnce iplik numaraları için pamuk lifinin taranması gerekir,<br />
şüphesiz, sentetik elyaf (40 mm’ye kadar) ve pamuk/<br />
sentetik elyaf karışımları da sorunsuz olarak işlenebilir.<br />
Ancak, ring iplikçiliğindeki gibi hemen hemen tüm iplik karakteristikleri<br />
daha ince ve daha uzun lifler kullanılarak iyileştirilir.<br />
Hava jetli iplik eğirme sisteminde, lifler oryantasyonlarını<br />
tüm eğirme prosesi süresince muhafaza ederler. Özellikle öz<br />
lifleri elyaf akış eksenine olan paralelliklerini mutlak korurlar.<br />
Bu nedenle, eğirme sonuçlarının optimizasyonu için, çok<br />
iyi bir şekilde paralelleştirilmiş şeritlerin işlenmesi tavsiye<br />
edilir. Bu, aynı zamanda çekim sisteminin performansının<br />
gelişmesine de yardımcı olur. Bunun anlamı tarama işleminden<br />
sonra üç pasaj cer işleminin yapılmasıdır. Hava jetli iplik<br />
makinalarında toplam çekim sınırlı olduğu için (180 – 220 kat,<br />
teknolojik açıdan) 2.5 ktex inceliğinde ve hatta daha ince iplik<br />
numaraları için daha da ince şeritlerin kullanılması gerekebilir.<br />
2.7.4. Çekim ünitesi<br />
İki düzeli hava jetli iplikçilikte olduğu gibi, hava jetli iplikçilikte<br />
de çekim ünitesi çok önemli bir elemandır. Çok yüksek<br />
üretim hızlarında, çok yüksek Çekimlerin çok düzgün<br />
elyaf akışı ve liflerin mükemmel oryantasyonu ile yapılması<br />
gerekir. Bu amaçları gerçekleştirmek için, gerek <strong>Rieter</strong> ve<br />
Çıkış<br />
silindiri<br />
Üst<br />
Alt<br />
Apron<br />
silindiri<br />
Şekil 37 – Çekim ünitesi (Murata MVS)<br />
Orta<br />
silindir<br />
49.0 A B<br />
44.5 C D<br />
Besleme<br />
silindiri<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
gerekse Murata hava jetli iplik makinalarını 4 silindirli çekim<br />
sistemi ile dnatmıştır (şekil 37). Ön çekim bölgesinde 1.57<br />
– 2.10 arasında bir çekim vardır. B ve D mesafeleri stapel<br />
uzunluğuna göre ayarlanabilir. Bu birinci çekim bölgesindeki<br />
nihai çekim mesafesi işlenen elyafın maksimum lif uzunluğundan<br />
biraz daha fazla olmalıdır.<br />
Ön çekim bölgesindeki çekim oranı 1.2 – 2.4 arasında değişkendir.<br />
Burada aynı zamanda, A ve C mesafeleri de ön çekim<br />
bölgesinde olduğu gibi işlenen materyale uygun olarak<br />
ayarlanabilir.<br />
Ana çekim bölgesindeki elyaf kontrolü bir çift apron ile gerçekleştirilir.<br />
Optimum sonuçların alınabilmesi için, ana çekimin<br />
30’dan düşük ve 60’dan yüksek olmaması gerekir.<br />
Apronlar elyafın hızını etkin bir şekilde kontrol ettikleri<br />
için ana çekim bölgesindeki çekim mesafesi ayarlanamaz.<br />
Çekim silindirlerinin gerekli temizliği pnömatik olarak yapılır.<br />
2.7.5. Düze<br />
Düze temel olarak bir iplik oluşturma elemanıdır, diğer bir<br />
deyişle hava jetli iplik eğirme sisteminin kalbidir. 0.6 Mpa’ya<br />
kadar basınçlı hava 4 delikten fiili eğirme odacığına girer, ve<br />
burada çok güçlü bir hava girdabı oluşturur (bkz. Şekil 36). Deliklerin<br />
çıkışında, bu hava girdabının 1 000 000 dev/dak. ‘ya<br />
ulaşan dönüş hızları vardır. Girdap bu yüksek hızda aşağıda<br />
belirtilen iki fonksiyonu yerine getirir:<br />
• bir vakum oluşturur ve böylece elyaf besleme kanalına<br />
doğru bir hava akımı sağlanır,<br />
• serbest lif uçlarının iğ ucunun etrafında dönmesi sağlanır.<br />
Liflerin çekim sisteminin çıkış hattında tutulması ve emniyetli<br />
bir şekilde eğirme düzesinden sabit iğe doğru kılavuzlanması<br />
için vakum gereklidir.<br />
Çekim ünitesi ve iğ girişi arasında ana elyaf demetinden ayrılan<br />
lifler iğ ucu etrafında bir elyaf tacı formundadır (Şekil<br />
36). Bu lifleri sargı liflerine aktarmak için, hava girdabı<br />
ile döndürülürler. Bu esnada lifler 300 000 dev./dak.’lık bir<br />
dönüş hızına ulaşırlar. Bu çok yüksek bir hızdır, ancak, mekanik<br />
sürtünme nedeniyle şüphesiz girdap hızından daha<br />
düşüktür.<br />
43
44<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Büküm oluşturmanın yanı sıra, liflerin eksen etrafında dönmesi<br />
iplikte gerilim de oluşturur, diğer bir deyişle, düze ve silindirler<br />
arasındaki iplikte gerilim oluşur. Bu eğirme gerilimi<br />
Pspinn yaklaşık olarak hesaplanabilir (Şekil 38). İğ ucu ve düze<br />
muhafazası arasındaki liflerin şekli şüphesiz eğridir. Ancak<br />
merkezkaç kuvvetlerinin liflere olan etkisinden dolayı, bu liflerin,<br />
şekil 38’de gösterildiği gibi, radyal yönde olduğu farzedilebilir.<br />
Bu kabule göre, A noktasında liflere etkileyen PA<br />
kuvveti rotor iplikçiliğindeki eğirme gerilimi formülü ile hesaplanabilir.<br />
Diğer bir deyişle lifin veya ipliğin dönen kısmı<br />
santrifüj kuvvetlerine maruz kalır [15]. f lifinde A noktasındaki<br />
kuvvetin miktarı:<br />
R<br />
A<br />
P spinn<br />
Şekil 38 – Eğirme geriliminin hesaplanması (<strong>Rieter</strong>)<br />
PA = 1 Tfiber ωf 2 R 2 e µb<br />
2<br />
formülde:<br />
Tfiber = tex olarak lif numarası<br />
ωf = s-1 olarak açısal hız<br />
R = cm olarak muhafazanın çapı<br />
ß = elyaf sapma açısı<br />
Buradan da PAa hesaplanır:<br />
PAa<br />
PAa<br />
Lif f<br />
= PA sinb<br />
= 1 Tfiber ωf 2 R 2 e µb sinb<br />
2<br />
iplik<br />
Eğirme gerilimini hesaplamak için, eksenel elyaf kuvvetinin<br />
sargı liflerinin sayısı ile çarpılması gerekir:<br />
iğ<br />
düze muhafazası<br />
Pspinn = PAa n<br />
Buradan da aşağıdaki sonuca ulaşılır:<br />
Pspinn = 1 Tyarn W ωf 2 R 2 e µb sinb<br />
2<br />
Formülde:<br />
Tyarn = tex olarak iplik numarası<br />
W = sarılan liflerin oranı, 0 < W < 1<br />
Bu formül yardımı ile fiili eğirme verileri esas alınarak eğirme<br />
gerilimi hesaplandığında, gerilim değerinin 10cN’nin altında<br />
olduğu görülür. Bu sonuç eğirme geriliminin ölçülen değerleri<br />
ile çok iyi bir benzerlik gösterir. Bunun anlamı hava jetli<br />
iplikçilikte eğirme geriliminin, 5 – 15cN arasında ve ring iplikçilikten<br />
çok daha düşük olduğudur. Bu düşük gerilim iplik<br />
kopuşlarını etkiler. Ring iplikçiliğinden farklı olarak iplik kopuşları<br />
genellikle ipliğin zayıf noktalarında değil, iplik geriliminin<br />
düşük olduğu yerlerde meydana gelir. Eğer hava jetli<br />
iplikçilik sisteminde iplik kopuşları meydana gelirse, bu<br />
kopuşlar genellikle düzeye giren liflerdeki düzgünsüzlükten<br />
kaynaklanır. Bu çeşit düzgünsüzlükler beslenen şeritteki kalın<br />
yerlerin, çekim hatalarının, elyaf birikimlerinin, büyük çepel<br />
parçacıklarının, vb. sonucudur.<br />
2.7.6. Sarım<br />
Sarım sistemi, hava jetli eğirme makinalarının yüksek iplik<br />
üretim hızlarını karşılayablilecek bir özelliktedir. Diğer bir<br />
deyişle 450 m/dak.’lık bir hıza sahiptir. Murata MVS makinası,<br />
rotor iplik makinalarında olduğu gibi, tüm eğirme ünitelerinde<br />
ortak bir gezdirme (travers) sistemi ile donatılmıştır.<br />
Fakat hava jetli iplik makinasının üretim hızı rotor iplik<br />
makinasının üretim hızının en az iki katıdır. Bu, artan sayıda<br />
eğirme pozisyonu ve artan sarım hızları sonucu kütlesel kuvvetlerdeki<br />
büyük artışlar nedeniyle, makinanın taraflarındaki<br />
eğirme ünitesi sayısını sınırlandırır. Murata MVS makinası<br />
tek taraflı maksimum 80 eğirme pozisyonlu bir makinadır,<br />
buna karşın <strong>Rieter</strong> J 10 hava jetli iplik makinası çift taraflı bir<br />
makina olarak tasarlanmıştır ve başlangıç olarak pazara 100<br />
eğirme pozisyonlu olarak sunulmuş olmasına rağmen, tek<br />
tahrik tasarımı nedeniyle makinaya daha fazla eğirme pozisyonu<br />
eklenebilir. Hava jetli iplik makinasının bobinleri silindirik<br />
veya kısmen koniktir ve bu bobinler sonraki işlemlerde<br />
doğrudan kullanılabilir. Bu nedenle makinanın her bir pozisyonu,<br />
arzu edilmeyen hataların iplikten uzaklaştırılması için,<br />
bir iplik temizleyicisi ile donatılmıştır.<br />
2.7.7. Otomasyon<br />
Hava jetli iplikçilik verimi yüksek bir prosestir. Bu nedenle<br />
de hava jetli iplik makinaları tam otomatiktir. Otomasyon<br />
aşağıda belirtilen fonksiyonları kapsar:
• iplik kopuşlarının giderilmesi;<br />
• dolu bobinlerin çıkarılması;<br />
• boş masuraların yerleştirilmesi ve eğirmenin<br />
başlatılması.<br />
İplik kopuklarının bağlanması için makina, makina boyunca<br />
gidip gelen en fazla 3 araba (veya robot) ile donatılmıştır.<br />
Bir iplik kopuğu meydana geldiğinde, robotlardan birisi<br />
bobinde iplik kopuğunu arar, daha sonra eğirme işlemini<br />
tekrar başlatır ve son olarak bobinden gelen iplik uçu ile<br />
eğirme yeniden başladıktan sonra düzeden ayrılan lifler ile<br />
birleştirir. Ekleme veya düğümleme işlemi sırasında eğrilen<br />
iplik bir iplik depolama sistemi tarafından muhafaza edilir.<br />
Bu nedenle iplik kopuklarının giderilmesi rotor iplikçilikte<br />
olduğu gibi bir ekleme ile gerçekleştirilmez.<br />
Makinanın önünde özel bir araba, dolu bobinleri çıkarmak<br />
üzere makina boyunca gezer. Bu araba dolu bobinleri bobin<br />
tutucudan alıp taşıyıcı bant üzerine koyar ve boş masuraları<br />
bobin tutucuya yerleştirir.<br />
2.7.8. İplik yapısı<br />
Daha önce de belirtildiği gibi hava jetli iplikler birleştirilmiş<br />
(öz/kılıf) bir yapıya sahiptir. Aslında, hava jetli sistem<br />
ile eğrilmiş iplikler sargı lifleri ile bir araya getirilmiş bükümsüz<br />
paralel liflerden oluşmaktadır. Bu sargı lifleri öze<br />
baskı yaparak istenilen iplik mukavemetini oluşturmak<br />
üzere gerekli elyaf sürtünmesini sağlar. Hava jetli ipliklerindeki<br />
sargı lifleri toplam iplik kütlesinin %15 – 30’nu<br />
oluşturur, öz lifleri sargı lifleri tarafından tamamen sarılır,<br />
böylece hava jetli iplikler ring iplikleri gibi tam bükümlü ipliklere<br />
çok benzer.<br />
Hava jetli ipliklerin bu özel yapısı, hiç şüphesiz iplik özelliklerini<br />
etkiler. Bu özellikler özellikle iki parametre ile belirlenir:<br />
• sargı liflerinin yüzdesi,<br />
• sargı liflerinin büküm seviyesi.<br />
Sargı liflerinin oranı eğirme çekiminden ve L mesafesinden<br />
(Şekil 35) ile etkilenebilir ve aynı zamanda iplik numarasının<br />
bir fonksiyonudur.<br />
Çekim, alıcı silindir hızı ile çekim ünitesinin çıkış silindiri<br />
hızı arasındaki orandır. Bu oran genelikle 1’den biraz daha<br />
düşüktür. Bunun anlamı iplik sarım hızının çekim ünitesinden<br />
çıkış hızından biraz daha düşük olmasıdır. Eğer çekim<br />
azaltılırsa sargı liflerinin sayısı artar.<br />
500<br />
450<br />
400<br />
350<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
L, çekim ünitesinin çıkış kıstırma ekseni ile iğ arasındaki<br />
mesafedir. L mesafesinin artması ile daha fazla lifin ana<br />
demetten ayrılma şansı olur ve böylece daha fazla sargı lifi<br />
oluşur.<br />
Denemeler, kalın iplik numaralarında sargı liflerinin sayısı<br />
arttığını, ancak bu artış oranının tex numarasındaki artış<br />
kadar olmadığını göstermiştir. Bu nedenle sargı liflerinin<br />
oranı iplikler kalınlıklaştıkça azalmaya eğilimlidir. İnce iplik<br />
numaraları sargı liflerinin %30 seviyesine ulaşırken, kalın<br />
ipliklerde bu oran %15 hatta daha düşük seviyeye düşer.<br />
İplik özellikleri için büyük önem taşıyan ikinci parametre<br />
sarım bükümüdür. Bu büküm eğirme hızından ve basınçlı<br />
havanın akış hızından etkilenebilir.<br />
Belirli düze koşulları için, elyaf tacı sabit hızla döner. Bu nedenle<br />
iplik çıkış hızındaki artış sargı büküm seviyesinde bir<br />
azalmaya sebep olur. Bu durum şekil 39’da gösterildiği gibidir.<br />
Büküm katsayısı [am]<br />
Pamuk, 20 tex<br />
0 50 100 150 200 250 300 350 400<br />
Eğirme hızı [m/dak.]<br />
Şekil 39 – Eğirme hızının fonksiyonu olarak iplik bükümü (<strong>Rieter</strong>)<br />
Ayrıca sarım büküm seviyesi basınçlı havanın bir fonksiyonudur.<br />
Bu akış hızı öncelikle hava basıncına püskürtme deliklerinin<br />
kesit çapına bağlıdır. Basınçlı havanın basıncı arttığında<br />
büküm seviyesi oransal olarak artar (Şekil 40). Benzer<br />
şekilde püskürtme deliklerinin kesit çapı ne kadar büyükse<br />
büküm o kadar fazla olur.<br />
Bu nedenle, hava jetli iplik eğirme sisteminde büküm seviyesinin<br />
hassas bir şekilde kolaylıkla kontrol edilmesi mümkündür.<br />
45
46<br />
Büküm katsayısı [αm]<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
200<br />
180<br />
160<br />
140<br />
120<br />
16<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
0<br />
4.5 5.0 5.5<br />
Pamuk, 20 tex<br />
100 200 300 400 500<br />
Hava basıncı [bar]<br />
Şekil 40 – Hava basıncının fonksiyonu olarak iplik bükümü (<strong>Rieter</strong>)<br />
2.7.9. İplik özellikleri<br />
Bu bölüm, hava jetli üretim sistemi ile üretilmiş ipliklerin<br />
özelliklerini ve bu özelliklerin nasıl etkilenebileceği ile ilgili<br />
konuları içermektedir.<br />
2.7.9.1. İplik mukavemeti<br />
İplik mukavemeti büküme çok fazla bağlıdır (Şekil 41). Optimum<br />
iplik mukavemeti için büküm değeri 140 – 160 αm<br />
arasında olmalıdır. Daha düşük veya daha yüksek büküm<br />
ile, iplik mukavemeti azalır. Bu nedenle mukavemet/büküm<br />
oranı, ring ipliğinin mukavemet/büküm eğrisine çok benzer.<br />
Hemen belirtelim ki optimum iplik mukavemeti için, hava<br />
jetli iplikler ring ipliklere göre daha fazla büküm gerektirirler.<br />
İplik mukavemeti [cN/tex]<br />
Pamuk, 20 tex<br />
Şekil 41 – Bükümün fonksiyonu olarak iplik mukavemeti (<strong>Rieter</strong>)<br />
Sarma (sargı)<br />
bükümlü [αm]<br />
Hava jetli ipliklerin mukavemeti sargı liflerinin oranına daha<br />
az bağlıdır. Denemelerden elde edilen sonuçlara göre iyi bir<br />
mukavemet değeri sargı liflerinin oranı %15 veya daha fazla<br />
olması durumunda elde edilir. Eğer bu oran %15’in çok fazla<br />
altına düşecek olursa, iplik sargı lifleri ile kaplanmaz, iplik<br />
ekseni tirbüşon şeklini alır ve iplik mukavemeti düşer.<br />
Hava jetli ipliklerin üretim aralığında, iplik mukavemeti,<br />
ring ve rotor ipliklerin mukavemetleri arasında değişir. Kısa<br />
lifler için hava jetli ipliklerin mukavemeti rotor iplklerine<br />
yakındır, daha uzun stapelliler için ise iplik mukavemeti<br />
ring ipliklerine benzer (Şekil 42 ve Şekil 43).<br />
Mukavemet [cN/tex]<br />
18<br />
16<br />
14<br />
12<br />
10<br />
8<br />
23<br />
21<br />
19<br />
17<br />
15<br />
13<br />
15.4<br />
13.2<br />
12.4 12.2<br />
19.33<br />
17.8<br />
21.4<br />
20.8<br />
19.24<br />
17.5<br />
14.1<br />
Ne 20 Ne 32<br />
17.2<br />
16.8<br />
OE Air-Jet Ring<br />
Şekil 42 – %100 karde pamuklarda iplik mukavemeti karşılaştırılması (Murata)<br />
Mukavemet [cN/tex]<br />
19.3 20.12<br />
Ne 20 Ne 30<br />
Ne 40<br />
OE Air-Jet Ring<br />
Şekil 43 – %50 polyester, %50 pamuk karde iplik mukavemeti karşılaştırılması<br />
(Murata)<br />
2.7.9.2. İplik düzgünlüğü, ince ve kalın yerler<br />
2.7.4 bölümünde açıklandığı gibi, çekim ünitesi çok önemli<br />
bir elemandır. Bu ünitenin ayarları işlenen materyale çok<br />
dikkatli bir şekilde uyarlanmalıdır. Bu varsayım altında, hava<br />
jetli iplikler, ring iplikleri ile karşılaştırıldığında, iyi bir düzgünlük<br />
gösterirler. Esasında çekim ünitesi hava jetli ipliklerin<br />
düzgünlük değerlerini etkileyen en önemli elemandır.<br />
2.7.9.3. Neps<br />
Hava jetli ipliklerde neps sayısı ince ve kalın yer sayısına<br />
bağlı değildir. Bu, özellikle %200 neps değeri için doğrudur.<br />
Eğirme sonuçları bazen sargı liflerinin veya elyaf demetlerinin<br />
neps olarak sayılabildiğini göstermiştir. Böyle bir durumun<br />
meydana gelme şansı büküm seviyelerinin artması ile<br />
artar.
Şekil 44’deki eğirme sonuçları eğirme hızının artması ile,<br />
diğer bir deyişle büküm sayısının artması ile, neps sayısının<br />
ciddi bir biçimde arttığı göstermektedir.<br />
300<br />
250<br />
200<br />
150<br />
100<br />
50<br />
0<br />
3 000<br />
2 500<br />
2 000<br />
1 500<br />
1 000<br />
500<br />
0<br />
320 350 380 410 440 470 500 530<br />
Şekil 44 – Eğirme hızının fonksiyonu olarak neps sayısı (<strong>Rieter</strong>)<br />
Bu nedenle neps sayısı iplik yapısında bazı belirtiler meydana<br />
getirir. Böyle olsa bile, hava jetli ipliklerin %200 neps<br />
sayısı ring ipliklerin neps sayısına benzer. Hava jetli ipliklere<br />
aşırı yüksek büküm verilmez.<br />
2.7.9.4. Tüylülük<br />
Hava jetli ipliklerin tüylülüğü ring ipliklerin tüylülüğüne göre<br />
belirgin biçimde daha düşüktür (Şekil. 45). Bu durum özellikle<br />
3 mm ve daha uzun tüylerde görülür. Düşük tüylülük özellikle<br />
hava jetli ipliklerin yapısından kaynaklanır. Öz lifleri fiili<br />
olarak iplik yüzeyine ulaşamazlar, bunlar ipliğin içindedirler.<br />
Bunun anlamı bu liflerin temelde iplik tüylülüğünü herhangi<br />
bir şekilde etkilemediğidir. Bu nedenle tüylülük sadece sargı<br />
lifleri tarafından oluşturulur ve toplam lif kütlesinin sadece<br />
küçük bir kısmını temsil eder.<br />
Zweigle S3 tüylülüğü<br />
Neps<br />
200%<br />
2 2512 318<br />
398 410<br />
Şekil 45 – Zweigle S3 tüylülüğü (Murata)<br />
Pamuk, 20 tex<br />
1 935 1 896<br />
Eğirme hızı<br />
[m/min]<br />
404 420<br />
20/1 Ne Ring 20/1 Ne Air-jet 30/1 Ne Ring 30/1 Ne Air-jet<br />
Eğirme sistemi<br />
Karde Penye<br />
6.7<br />
6<br />
5<br />
4<br />
3<br />
H<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Ring ipliklerinde olduğu gibi, hava jetli ipliklerde de iplik<br />
tüylülüğü büyük ölçüde büküme bağlıdır. Büküm ne kadar<br />
yüksek olursa tüylülük o kadar az olur (Şekil 46). Bu nedenle<br />
hava jetli ipliklerde tüylülük seviyesi büküm vasıtasıyla<br />
kolaylıkla etkilenebilir.<br />
50%<br />
Uster İstatistikleri<br />
Ring iplik<br />
140 160 180 200 220 240 260 280<br />
Şekil 46 – Sarım bükümünün bir fonksiyonu olarak Uster tüylülüğüt (<strong>Rieter</strong>)<br />
2.7.9.5. İplik aşınma direnci<br />
Pamuk, 37 tex<br />
Düşük tüylülük hava jetli ipliklerin aşınma direncini pozitif<br />
yönde etkiler. Hava jetli ipliklerin Staff-Test ile ölçülen<br />
aşınma dirençleri ring ipliklerine göre belirgin biçimde düşüktür.<br />
2.7.10. Sonraki işlemler ve son ürünler<br />
420 m/min<br />
510 m/min<br />
600 m/min<br />
Büküm katsayısı [αm]<br />
Hava jetli iplikler gerek dokuma ve gerekse örme işlem kademelerinde<br />
iyi bir performans gösterirler. Bu ipliklerin performansı<br />
genel olarak en az ring iplikler kadardır. Bir dereceye<br />
kadar düşük iplik mukavemeti;<br />
• düşük tüylülük,<br />
• iyi aşınma direnci,<br />
• daha az iplik hatası, gibi iplik özelliklerinin pozitif etkisiyle<br />
sonraki işlem proseslerinde dengeye getirilir.<br />
Tüylülük bakımından; belirgin biçimde daha az uzun tüyler<br />
içerdiği için hava jetli ipliklerin özellikle çözgü ipliği olarak<br />
kullanılması tercih edilir.<br />
Hava jetli ipliklerin iyi aşınma dirençleri önceki bölümlerde<br />
açıklanmıştı. şekil 47’deki sonuçlar bunu doğrulamaktadır.<br />
Bu durum dokuma ve örmede belirgin biçimde tozu ve<br />
uçuntuyu azaltmaktadır.<br />
47
48<br />
Dökülen tüy<br />
[mg/meter]<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
40<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
32.7<br />
25.2<br />
95% dmin = 5.0<br />
Karde<br />
2.4 1.9<br />
22.8<br />
16.9<br />
Penye<br />
95% dmin = 2.7<br />
2.9 3.2<br />
20/1 Ne Ring 20/1 Ne Air-jet 30/1 Ne Ring 30/1 Ne Air-jet<br />
Eğirme sistemi<br />
Şekil 47 – Tüy dökülmesi (Murata)<br />
Hava jetli iplikler genellikle daha az büyük hata içerirler ve<br />
bu da ipliğin işlenmesine pozitif etki yapar.<br />
Hava jetli ipliklerin kalitesi şaşırtıcı derece iyidir. Bu ipliklerden<br />
üretilen kumaşların kalite değerleri tablo 48’de verilmiştir.<br />
Bu özet sonraki bölümde detaylı olarak ring ipliklerinden<br />
üretilmiş kumaşlarla karşılaştırılacaktır. Şüphesiz<br />
kopma mukavemeti daha düşüktür.<br />
Kopma mukavemeti<br />
Yırtılma mukavemeti<br />
Boncuklanma<br />
Aşınma<br />
Çekme<br />
Boyanabilirlik<br />
Hava geçirgenliği<br />
Buruşma<br />
Görünüş Düzgünlük<br />
Parlaklık<br />
Tutum Düzgünlük<br />
Yumuşaklık<br />
Hışırtı<br />
Kalınlık<br />
Şekil 48 – Hava jetli ipliklerden üretilmiş kumaşların kalitesinin standart kumaşlarla karşılaştırılması<br />
Boncuklanma direnci gerçekten mükemmeldir (Şekil 49),<br />
Bunun nedeni tamamen kaplanmış öz lifleridir.<br />
15 dakika sonunda boncuklanma direnci<br />
6.0<br />
5.0<br />
4.0<br />
3.0<br />
2.0<br />
1.0<br />
0.0<br />
1.7 1.7<br />
Single-Jersey<br />
Ring<br />
3.9 4.0<br />
Single-Jersey<br />
Air-jet<br />
Eğirme sistemi<br />
1.0 1.0<br />
Interlock<br />
Ring<br />
Karde Penye<br />
Şekil 49 – 15 dakika sonundaki boncuklanma direnci<br />
3.6 3.6<br />
Interlock<br />
Air-jet<br />
Hava jetli iplikler çok iyi bir görünüşe sahiptirler. “Cotton Incorporated”<br />
tarafından yapılan testlerin sonuçlarına göre,<br />
Hava jetli ipliklerden üretilen kumaşlar genel olarak iyi bir<br />
yüzey görünüşüne sahiptirler ve biraz daha parlaktırlar.<br />
Hava jetli eğirme sistemine göre üretilen ipliklerden yapılan<br />
kumaşların tutumu, yumuşaklık bakımından, ring ipliklerinden<br />
üretilen kumaşlarla rotor ipliklerinden üretilen kumaşların<br />
arasındadır.<br />
Düşük kalite Ring Mükemmel kalite
Hava jetli ürünlerin özelliklerinin genel olarak iyi olması<br />
sebebiyle, hava jetli iplikler (hava jetli üretim sisteminin<br />
üretim aralığı olan (Ne 15-60)) çok çeşitli uygulamalarda<br />
kullanılırlar. Bu ipliklerden üretilen kumaşların kullanım<br />
alanları tablo 50’de gösterilmiştir.<br />
Şekil 50 – Hava jetli ipliklerde üretilen ürünler<br />
2.7.11. Ekonomi<br />
Ülkeden ülkeye, işletmeden işletmeye maliyet yapıları farklı<br />
olduğu için üretim maliyetlerinin karşılaştırılmasını yapmak<br />
son derece güçtür. Hava jetli iplik eğirmeyi ekonomik<br />
açıdan değerlendirmek için, tercihan öncelikle başlıca maliyet<br />
unusurlarının durumunu incelemek gerekir. Bu durum<br />
aşağıda ring iplikçiliği referans alınarak incelenmiştir.<br />
2.7.11.1. İş gücü<br />
Kişi<br />
Hava jetli ipliklerden üretilen ürünler<br />
Ev tekstilleri Giysi<br />
Çarşaflar<br />
Havlular<br />
Perdeler<br />
Yorgan<br />
Yatak<br />
Masa örtüleri<br />
18<br />
16<br />
14<br />
12<br />
10<br />
4.9<br />
8<br />
2.7<br />
6<br />
1.6<br />
4<br />
2<br />
0.9<br />
0<br />
3.4 7.9 5 11.5<br />
Air-Jet<br />
Ne 30<br />
Ring Air-Jet<br />
Ne 50<br />
Ring<br />
İşçi sayısı<br />
Bakım sayısı<br />
Şekil 51 – İşçi gücü tasarrufu (<strong>Rieter</strong>)<br />
Saten kumaşlar<br />
Jarse<br />
Baskılı kumaşlar<br />
İş giysileri<br />
Askeri giysiler<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Otomasyon ile fitil ve bobin makinalarının elimine edilmesi<br />
nedeniyle,hava jetli iplik işletmeleri belirgin biçimde daha<br />
az iş gücü gerektirir (Şekil 51).<br />
2.7.11.2. Yer ihtiyacı<br />
Hava jetli eğirme sistemine sahip işletmeler ring iplik işletmelerine<br />
göre belirgin biçimde daha az yer gerektirir. Yer<br />
gereksinimi klasik bir iplik işletmesine göre %50 oranında<br />
daha azdır.<br />
2.7.11.3. Enerji<br />
Hava jetli iplik makinasında kullanılan enerjinin büyük bir<br />
kısmı, şüphesiz, basınçlı hava oluşturmak için kullanılır. Diğer<br />
taraftan, işletmeler çok daha küçük olduğu için klima<br />
sistemi için daha az enerji gerekir. Ayrıca, mekanik tahrikler<br />
için gerekli enerji miktarı da göreceli olarak daha azdır.<br />
Dolayısıyla hava jetli iplik eğirme için gerekli toplam enerji<br />
miktarı, ring iplik eğirme için gerekli toplam enerji miktarına<br />
göre belirgin biçimde daha azdır.<br />
2.7.11.4. Telef<br />
Hava jetli iplik eğirme sisteminde yüksek miktardaki elyaf<br />
kaybı, kaçınılmaz bir şekilde yüksek telef maliyetlerine sebep<br />
olur.<br />
Genel maliyet ler hakkında bir fikir oluşturması amacıyla maliyetlerle<br />
ilgili olarak aşağıdaki tablolarda birkaç sayısal örnek<br />
verilmiştir (Şekil 52, Şekil 53, Şekil 54). Bu sonuçlara<br />
klima maliyetleri ilave edilmiş fakat, klima tesisi için gerekli<br />
yatırım maliyetleri dikkate alınmamıştır. Şekil 52’de Türkiye’deki<br />
bir işletmedeki Ne 30 (Viskoz) iplik üretimi için maliyet<br />
karşılaştırılması gösterilmektedir. Hava jetli iplik üretim<br />
maliyetleri rotor iplik eğirme maliyetleri ile aynı seviyede,<br />
fakat, ring iplik üretim maliyetlerine göre belirgin biçimde<br />
daha düşük düzeydedir. 50 Ne (sentetik elyaf) için yapılan<br />
bir maliyet karşılaştırması şekil 53’de gösterilmektedir. Bu<br />
iplik numarası hiç şüphesiz rotor eğirme sınırlarının dışındadır,<br />
ancak burada da hava jetli iplik eğirme maliyeti ring<br />
iplik üretim maliyetine göre çok daha düşüktür. Son olarak<br />
54 numaralı şekilde, Hindistan’da 30 Ne (viskoz) iplik üretiminde<br />
yapılan bir maliyet karşılaştırması sonuçları verilmiştir.<br />
Şaşırtıcı bir şekilde hava jetli iplik eğirme, ring iplik<br />
eğirmeye göre, ucuz işçilik giderlerine rağmen, hala daha<br />
ucuzdur.<br />
Özet olarak, hava jetli iplikçilik ekonomik olarak cazip bir<br />
eğirme prosesidir.<br />
49
50<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
USD / kg<br />
1.2<br />
1.1<br />
1.0<br />
0.9<br />
0.8<br />
0.7<br />
0.6<br />
0.5<br />
0.4<br />
0.3<br />
0.2<br />
0.1<br />
0.0<br />
USD / kg 2.0<br />
1.8<br />
1.6<br />
1.4<br />
1.2<br />
1.0<br />
0.8<br />
0.6<br />
0.4<br />
0.2<br />
0.0<br />
USD / kg<br />
1.2<br />
1.1<br />
1.0<br />
0.9<br />
0.8<br />
0.7<br />
0.6<br />
0.5<br />
0.4<br />
0.3<br />
0.2<br />
0.1<br />
0.0<br />
Ne 30 (%100 CV), Türkiye<br />
117%<br />
120%<br />
112%<br />
84%<br />
103%<br />
Şekil 53 – Eğirme maliyetlerinin karşılaştırılması (<strong>Rieter</strong>)<br />
Ne 30 (%100 CV), Hindistan<br />
86%<br />
Şekil 54 – Eğirme maliyetlerinin karşılaştırılması (<strong>Rieter</strong>)<br />
100%<br />
Ring Rotor<br />
Air-Jet<br />
Telef Enerji Sermaye maliyetleri<br />
işçilik Yardımcı malzeme<br />
Şekil 52 – Eğirme maliyetlerinin karşılaştırılması (<strong>Rieter</strong>)<br />
Ne 50 (%100 sentetik elyaf), Türkiye<br />
100%<br />
Ring Rotor<br />
Air-Jet<br />
Telef Enerji Sermaye maliyetleri<br />
İşçilik Yardımcı malzemeler<br />
100%<br />
Ring Rotor<br />
Air-Jet<br />
Telef Enerji Semaye maliyetleri<br />
İşçilik Yardımcı malzemeler<br />
2.7.12. Pazar etkisi<br />
Hava jetli iplik eğirme çok yeni bir eğirme sistemi olmasına<br />
rağmen, 2004 yılı ortalarına kadar 32 000 hava jetli iplik<br />
eğirme ünitesi (yaklaşık olarak 600 000 ring iğine eşdeğer)<br />
tüm dünyadaki işletmelerde üretime alınmıştır. Bu makinalar<br />
Avrupa da dahil 15’den fazla ülkede tesis edilmiştir.
2.7.13 Hava jetli iplikçilik sistemlerinin karşılaştırılması<br />
Özellikler Murata MVS 861 <strong>Rieter</strong> J 10 hava jetli iplik makinası<br />
Makine tasarımı Tek taraflı makina İki tarafı birbirinden bağımsız iki taraflı makina<br />
Makina uzunluğu (ünite) 80 pozisyon 100 pozisyon<br />
Pozisyonlar arası mesafe (mm) 215 260<br />
Üretim hızı (m/dak) 450’ye kadar 450’ye kadar<br />
Otomatik prosesler 3 ekleyici (72 – 80 ünite), +1 – 2 takım çıkarıcı 4 robot<br />
Hava çıkışı Yuıkarıya, aşağıya doğru Yukarıya doğru<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Telef boşaltma Otomatik manual (opsiyonel: otomatik bir sisteme bağlanabilir)<br />
Kova boyutları (mm) Makinanın arkasında 500 x 1 200 (makinanın altında iki sıra) veya Cubicans 235 x 920 x 1 200<br />
Tablo 1 a) – Makina verileri<br />
Özellikleri Murata MVS 861 <strong>Rieter</strong> J 10 hava jetli iplik makinası<br />
İplik numarası (Ne/tex) 15 – 60 / 39 – 10 20 – 50 / 29.5 – 12<br />
Lif uzunluğu (mm) 38 mm’ye kadar 40 mm’ye kadar<br />
Şerit numarası (ktex) 2.5 – 5 2 – 4.5<br />
Toplam çekim (kat) 35 – 300 43 – 200 (mekanik 317)<br />
Sarım şekli Silindirik, 5°57 kadar konik silindirik<br />
Bobin çapı (mm) 300 mm’ye kadar 300 mm’ye kadar<br />
İplik bağlama splicer ekleyici<br />
İplik temizleme Muratec Spin Clearer (standard) Uster Quantum Clearer<br />
Table 1 b) – Teknolojik & teknik veriler<br />
51
52<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri
3. ÖZET VE GENEL GÖRÜNÜŞ<br />
3.1. Proses prensipleri<br />
3.1.1. İşlem tipi<br />
Besleme tipi:<br />
Şerit<br />
Fitil<br />
Besleme formu:<br />
Tek demet<br />
İki demet<br />
Grup<br />
Açıcı ve inceltici donanım:<br />
Çekim donanımı<br />
Open-end iplikçiliği<br />
Rotor Dref-2000 Master<br />
Spinner<br />
• • •<br />
Açıcı silindir • • •<br />
<strong>El</strong>yaf kılavuzlama:<br />
Kılavuzlanmış<br />
Serbest hareket • • •<br />
<strong>El</strong>yafın yaklaşması (demete):<br />
Öne doğru lineer<br />
Dik açı<br />
Öne doğru teğetsel<br />
Geriye doğru teğetsel<br />
Toplama donanımı:<br />
Gerekli değil<br />
Rotor<br />
Tambur<br />
Büküm ünitesi:<br />
Pnömatik<br />
Mekanik, rotor<br />
Mekanik. tambur<br />
Mekanik Sürtünme silindirleri<br />
Mekanik. iğ<br />
Sarım bobini:<br />
Kops<br />
•<br />
•<br />
•<br />
•<br />
•<br />
•<br />
•<br />
•<br />
• •<br />
• •<br />
Çapraz sarım bobini • • •<br />
Tablo 2 – Açıklanan çeşitli tipteki eğirme proseslerinin karşılaştırılması<br />
Büküm<br />
iplikçiliği<br />
Sirospun /<br />
Duospun<br />
Kendi<br />
kendine<br />
bükümlü<br />
Repco<br />
• •<br />
•<br />
Wrap<br />
ParafiL<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Yalancı büküm Yapıştırma<br />
Twilo<br />
İki düzeli<br />
Hava jetl<br />
Dref-<br />
3000<br />
Hava jetli<br />
Murata MVS<br />
<strong>Rieter</strong> J 10<br />
• • • • •<br />
• • •<br />
• • • • •<br />
•<br />
• • • • •<br />
•<br />
• • • • •<br />
•<br />
• • • •<br />
•<br />
•<br />
•<br />
•<br />
•<br />
•<br />
•<br />
•<br />
• •<br />
• •<br />
• •<br />
• •<br />
• •<br />
• • • • • •<br />
•<br />
53
54<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
3.1.2. Büküm potansiyeli ve sistem limitleri<br />
Eğirme prosesi Büküm verme<br />
potansiyel/dak.<br />
1<br />
0.5<br />
1 000<br />
10<br />
6<br />
100<br />
20<br />
12<br />
50<br />
30<br />
18<br />
33<br />
40<br />
24<br />
25<br />
50<br />
30<br />
20<br />
60<br />
35<br />
17<br />
70<br />
40<br />
14<br />
80<br />
48<br />
12.5<br />
Verilen<br />
Büküm<br />
Ring 15 000 – 25 000 Evet Hayır<br />
90<br />
54<br />
11<br />
100<br />
60<br />
10<br />
120<br />
70<br />
8<br />
Sistem limitleri<br />
Çekim ve elyaf<br />
transportu<br />
Rotor 80 000 – 120 000 Evet Kısmen<br />
İki düzeli hava jetli iplik 150 000 – 250 000 Hayır Evet<br />
Air-jet 250 000 – 400 000 Hayır Evet<br />
Tablo 3 – Başlıca eğirme sistemlerinin büküm potansiyelleri ve limitleri nin karşılaştırılması [1]<br />
3.2. Kullanım alanı<br />
3.2.1. İplikhane prosesi<br />
Proses Kısa elyaf sektörü Kamgarn sektörü Kalın iplik sektörü Geri kazanım<br />
Open-end: Rotor<br />
Dref-2000<br />
• • •<br />
Büküm iplikçiliği: Duo / Siro (•) •<br />
Yalancı büküm: İki düzeli hava jetli iplikçilik<br />
Dref-3000<br />
Air-jet •<br />
Tablo 4 – Başlıca prosesleri kullanan sektörlere genel bakış<br />
3.2.2. İplik numara aralığı<br />
Air-jet<br />
Dref-3000<br />
İki düzeli hava jetli<br />
sistem<br />
Dref-2000<br />
Rotor<br />
Ring<br />
Nm<br />
Ne<br />
tex<br />
Şekil 55 – Endüstriyel eğirme sistemlerinin iplik numara aralığı<br />
•<br />
•<br />
140<br />
84<br />
7<br />
160<br />
95<br />
6<br />
•<br />
•<br />
180<br />
105<br />
5.5<br />
200<br />
120<br />
5
3.3. İplik karakteristikleri<br />
3.3.1. Kesitteki lif sayısı<br />
130<br />
120<br />
110<br />
100<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
Pamuk terlefi<br />
E<br />
D<br />
C<br />
A<br />
B<br />
1 000<br />
800<br />
600<br />
400<br />
200<br />
0<br />
8.5<br />
5<br />
120<br />
B<br />
A<br />
17<br />
10<br />
60<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Minimum Çoğunlukla daha fazla<br />
Ring ipliği: penye 35 60<br />
Ring-ipliği: karde 80 100<br />
Open-end rotor 90 120<br />
Filament sargılı 40 50<br />
İki düzeli hava jetli 80 100<br />
Air-jet 80 100<br />
Tablo 5 – Başlıca iplik tiplerinin iplik kesitinde gerekli lif sayısı<br />
3.3.2. Karakteristik iplik özellikleri<br />
Ring-ipliği Rotor-ipliği İki düzeli hava jetli iplik<br />
(Yalancı büküm)<br />
25<br />
15<br />
40<br />
34<br />
20<br />
30<br />
Hava jetli iplik<br />
• Kopma muk. değerleri iyi • Kopma mukavemeti değeri ring ipliğine göre daha düşük • Yüksek mukavemetli • Yüksek mukavemetli<br />
• İyi düzgünlük • İyi -çok iyi düzgünlük • İyi bir düzgünlük • İyi bir düzgünlük<br />
• Yüksek tüylülük • Ring ipliklerine göre daha sert • Kıvrılmaya daha az yatkın • Düşük tüylülük<br />
• Düşük sertlik • Kıvrılma eğilimi düşük • Çok sert • Ring ipliğine göre daha sert<br />
• Kıvrım almaya çok yatkın • Çekme özelliği çok fazla • Aşınma direnci yüksek<br />
Tablo 6 – Başlıca iplik tiplerinin karakteristik özellikleri [8]<br />
3.3.3. Mukavemette fark<br />
Nispi iplik mukavemeti [%]<br />
Ort. Lif uzunluğu: 8 mm<br />
CO 1 1/16˝<br />
karde<br />
20 mm<br />
Rotor (B)<br />
İki düzeli hava<br />
jetli iplikçilik (D)<br />
CO 1 1/8˝<br />
penye<br />
25 mm<br />
CO 1 1/2˝<br />
penye<br />
30 mm<br />
Hava jetli iplikçilik (E)<br />
Ring (A)<br />
Şekil 56 – İpliklerin nispi mukavemet değerleri<br />
PES/CO PES/MMF<br />
67/33%<br />
33 mm 33 mm<br />
Com4® (C)<br />
3.4. Ekonomik açıdan karşılaştırma<br />
3.4.1. Prosesin verimliliği<br />
g/ Spi.h<br />
Nm<br />
Ne<br />
tex<br />
42<br />
25<br />
24<br />
C<br />
50<br />
30<br />
20<br />
D<br />
60<br />
35<br />
17<br />
70<br />
40<br />
15<br />
Şekil 57 – Farklı eğirme metodlarının üretim hızları [11]:<br />
A Ring iplikçiliği, B rotor iplikçiliği, C İki düzeli hava jetli iplikçilik,<br />
D Hava jetli iplikçilik<br />
76<br />
45<br />
13<br />
55
56<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
3.5. Genel görünüş<br />
Günümüzdeki ve yakın gelecekteki kısa lif iplikçilik prosesleri<br />
olan,<br />
• ring iplikçiliği<br />
• kompakt iplikçilik<br />
• rotor iplikçiliği<br />
• hava jetli iplikçilik<br />
İplik yapıları, numara aralığı, otomasyon derecesi, maliyet<br />
yapısı, son ürünün görünüşü, vb açılardan oldukça farklı karakteristiklere<br />
sahiptirler. Güçlü ve zayıf yönleri de farklılık<br />
gösterir.<br />
Bu, farklı prosesler için özgün uygulama alanları ile sonuçlanır.<br />
Ring iplikçiliği ve giderek daha önemli hale gelen<br />
kompakt iplikçilik basitlik, iplik kalitesi ve üniversallik esasına<br />
göre uzun periyotta baskın eğirme prosesi olarak kalacaktır.<br />
Rotor iplikçiliği orta ve kalın iplik numara aralığında<br />
gücünü kesinlikle devam ettirecek ve pazar payını koruyacaktır.<br />
Hava jetli iplikçilik orta incelikteki numara aralığında<br />
ring ve rotor iplikçiliğine rağmen özgün uygulama alanları<br />
kazanacaktır.<br />
Bu nedenle gelecekte doğru bir proses, belirli bir üretim<br />
yeri ve öngörülen iplik uygulamasını, mevcut proseslerin<br />
farklı karakteristiklerinin optimum kullanımını gerçekleştirmekle<br />
mümkün olacak ve böylece isteğe uygun iplikler<br />
üretilebilecektir.<br />
İlerleme kesinlikle duraksamıyacaktır. Açıklanan tüm endüstriyel<br />
prosesler yoğun bir şekilde gelişecek ve mükemmel<br />
hale gelecektir. Bu şekilde, iplikçiler bu proseslerin gücünü<br />
daha iyi bir kullanım için ortaya koyabileceklerdir.<br />
Eğirme teknolojisi daima dinamik kalacaktır.
KAYNAKLAR<br />
[1] Dr. H. Stalder<br />
New spinning processes and their possible<br />
applications and development potential<br />
Lecture presented at meeting at ETH,<br />
Zurich, Switzerland<br />
[2] J. Luenenschloss and K. J. Brockmanns<br />
Melliand Textilberichte., 1982, 63,175, 261<br />
[3] C. A. Lawrence and R. K. Jiang.<br />
Text. Horiz., 1986, 6, No. 10, 40;<br />
Melliand Textilberichte, 1987, 68, 83 (E36)<br />
[4] W. Klein<br />
Chemiefasern/Textilindustrie, 1983, 33/85, 248;<br />
Textil-Praxis, 1983, 38, 205 (No. 3, X)<br />
[5] J. Fischer<br />
Textil-Praxis, 1985, 40, 1061 (No. 10, II)<br />
[6] T. H. M. Terwee<br />
Chemiefasern,Textilindustrie,<br />
1979, 29/81, 736 (E108)<br />
[7] Dr. H. Stalder<br />
Textil-Praxis, 1983, 38, 208 (No. 3, XII)<br />
[8] J. Luenenschloss and K. J. Brockmanns.<br />
International Textile Bulletin, Yarn Forming,<br />
1985, 31, No. 3, 29<br />
[9] L. Schoeller. “Experience with friction spinning”<br />
Reutlinger OE-Kolloquium, 1985<br />
[10] H. W. Krause.<br />
J. Text. Inst., 1985, 76, 185<br />
[11] R. J. Gilmartin<br />
Textile Month, 1987, June, 33<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
[12] P. Artzt, H. Dallman, and K. Ziegler<br />
Chemiefasern/ Textilindustrie,<br />
1985, 35/87, 876 (E104)<br />
[13] F. W. Schneiter<br />
Technology Course<br />
Maschinenfabrik <strong>Rieter</strong> AG, Winterthur, Switzerland<br />
[14] M. Frey and P. Toggweiler<br />
Technology Handbook of Rotor Spinning<br />
Maschinenfabrik <strong>Rieter</strong> AG, Winterthur, Switzerland<br />
[15] Dr. H. Stalder<br />
Will rotor spinning supplement a replace the<br />
conventional process<br />
Annual Conference of The Textile Institute, 1972<br />
57
58<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri
TABLO VE ŞEKİLLER<br />
Tablo 1 – Çeşitli yeni iplikçilik metodlarının temel<br />
özelliklerinin özeti 12<br />
Şekil 1 – Open-end iplk oluşumu 15<br />
Şekil 2 – <strong>El</strong>ektro-eğirme prensibi 15<br />
Şekil 3 – Vorteks eğirme prensibi 17<br />
Şekil 4 – Friksiyon iplikçiliğinin prensibi 17<br />
Şekil 5 – Friksiyon iplikçiliğinde liflerin yönü 18<br />
Şekil 6 – Friksiyon iplikçiliğinde silindirlerin temas<br />
bölgesinde ince ve kalın iplikler 19<br />
Şekil 7 – Dref-2000 eğirme sistemi 20<br />
Şekil 8 – Masterspinner friksiyon eğirme makinası 21<br />
Şekil 9 – Masterspinner eğirme prensibi 21<br />
Şekil 10 – Disk eğirme presibi 22<br />
Şekil 11 – Büküm iplikçiliğinde iplk oluşumu 23<br />
Şekil 12 – Büküm iplikçiliği işlemi 23<br />
Şekil 13 – Lif tutamının karşılıklı sürtmeye tabi tutulması 24<br />
Şekil 14 – Düzeltilmiş iki elyaf demetinin friksiyon ile<br />
birleştirilmesi 24<br />
Şekil 15 – Faz farkına sahip iki elyaf tutamının<br />
birleştirilmesi 25<br />
Şekil 16 – İki katlı Repco ipliğin büküm yapısı 25<br />
Şekil 17 – Repco eğirme makinası 26<br />
Şekil 18 – “Sarmal yöntemle=Wrap”- eğirme prensibi 27<br />
Şekil 19 – Sarmal (Wrap) eğrilmiş iplik 27<br />
Şekil 20 – Suessen tarafından geliştirilen Parafil<br />
prosesindeki yalancı büküm cihazı 28<br />
Şekil 21 – Twilo eğirme prensibi 29<br />
Şekil 22 – Twilo iplik makinası 30<br />
Şekil 23 – Bobtex ipliği 31<br />
Şekil 24 – Bobtex eğirme prensibi 31<br />
Şekil 25 – Yalancı büküm prensibi 32<br />
Şekil 26 – Yalancı büküm ile iplik eğirme 32<br />
Şekil 27 – Yalancı büküm (birleşmiş) ipliği 33<br />
Şekil 28 – İki düzeli hava jeti eğirme prensibi<br />
(Murata MJS) 34<br />
Şekil 29 – Hareket halindeki elyaf demetinde bükümün<br />
dağılımı 35<br />
Şekil 30 – Dref-3 eğirme prensibi 37<br />
Şekil 31 – Dref-3000 eğirme birimi 37<br />
Şekil 32 – PLYfiL eğirme sistemi 39<br />
Şekil 33 – Nispi iplik mukavemeti 40<br />
Şekil 34 a) – Murata’nın hava jetli iplik eğirme<br />
prensibi (MVS) 41<br />
Şekil 34 b) – <strong>Rieter</strong>’in hava jetli iplik eğirme sistemi<br />
(J 10 makinası) 41<br />
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong> . Cilt 6 . Alternatif Eğirme sistemleri<br />
Şekil 35 – Ön silindirden elyaf transportu (Murata MVS) 42<br />
Şekil 36 – Düze bölgesi (<strong>Rieter</strong> J 10) 42<br />
Şekil 37 – Çekim ünitesi (Murata MVS) 43<br />
Şekil 38 – Eğirme geriliminin hesaplanması (<strong>Rieter</strong>) 44<br />
Şekil 39 – Eğirme hızının fonksiyonu olarak iplik<br />
bükümü (<strong>Rieter</strong>) 45<br />
Şekil 40 – Hava basıncının fonksiyonu olarak iplik<br />
bükümü (<strong>Rieter</strong>) 46<br />
Şekil 41 – Bükümün fonksiyonu olarak iplik mukavemeti<br />
(<strong>Rieter</strong>) 46<br />
Şekil 42 – %100 karde pamuklarda iplik mukavemeti<br />
karşılaştırılması (Murata) 46<br />
Şekil 43 – %50 polyester, %50 pamuk karde iplik<br />
mukavemeti karşılaştırılması (Murata) 46<br />
Şekil 44 – Eğirme hızının fonksiyonu olarak neps sayısı<br />
(<strong>Rieter</strong>) 47<br />
Şekil 45 – Zweigle S3 tüylülüğü (Murata) 47<br />
Şekil 46 – Sarım bükümünün bir fonksiyonu olarak<br />
Uster tüylülüğüt (<strong>Rieter</strong>) 47<br />
Şekil 47 – Tüy dökülmesi (Murata) 48<br />
Şekil 48 – Hava jetli ipliklerden üretilmiş kumaşların<br />
kalitesinin standart kumaşlarla karşılaştırılması 48<br />
Şekil 49 – 15 dakika sonundaki boncuklanma direnci 48<br />
Şekil 50 – Hava jetli ipliklerde üretilen ürünler 49<br />
Şekil 51 – İşçi gücü tasarrufu (<strong>Rieter</strong>) 49<br />
Şekil 52 – Eğirme maliyetlerinin karşılaştırılması (<strong>Rieter</strong>) 50<br />
Şekil 53 – Eğirme maliyetlerinin karşılaştırılması (<strong>Rieter</strong>) 50<br />
Şekil 54 – Eğirme maliyetlerinin karşılaştırılması (<strong>Rieter</strong>) 50<br />
Tablo 1 a) – Makina verileri 51<br />
Table 1 b) – Teknolojik & teknik veriler 51<br />
Tablo 2 – Açıklanan çeşitli tipteki eğirme proseslerinin<br />
karşılaştırılması 53<br />
Tablo 3 – Başlıca eğirme sistemlerinin büküm potansiyelleri<br />
ve limitleri nin karşılaştırılması [1] 54<br />
Tablo 4 – Başlıca prosesleri kullanan sektörlere genel bakış 54<br />
Şekil 55 – Endüstriyel eğirme sistemlerinin iplik numara<br />
aralığı 54<br />
Tablo 5 – Başlıca iplik tiplerinin iplik kesitinde gerekli<br />
lif sayısı 55<br />
Tablo 6 – Başlıca iplik tiplerinin karakteristik özellikleri [8] 55<br />
Şekil 56 – İpliklerin nispi mukavemet değerleri 55<br />
Şekil 57 – Farklı eğirme metodlarının üretim hızları [11] 55<br />
59
<strong>Rieter</strong> <strong>İplikçilik</strong> <strong>El</strong> <strong>Kitabı</strong><br />
Cilt 6 – Alternatif Eğirme sistemleri<br />
Alternatif eğirme sistemleri, ring eğirme standartlarından belirli derecede ayrılan bir kalitede iplik<br />
ve dolayısıyla son ürün üretmektedir. Alternatif eğirme sistemlerinin tüm avantajlarından yararlanmak<br />
icin, sistemlerin detaylı bir şekilde anlaşılması önemlidir. Bu cilt, bu amaca ulaşmak icin<br />
katkıda bulunacak şekilde oluşturulmuştur ve en önemli alternatif eğirme sistemlerini detaylı<br />
olarak açıklamaktadır.<br />
<strong>Rieter</strong> Machine Works Ltd.<br />
Klosterstrasse 20<br />
CH-8406 Winterthur<br />
T +41 52 208 7171<br />
F +41 52 208 8320<br />
sales.sys@rieter.com<br />
parts.sys@rieter.com<br />
www.rieter.com<br />
<strong>Rieter</strong> India Private Ltd.<br />
Gat No 134/1, Off Pune Nagar Road<br />
Koregaon Bhima<br />
Taluka Shirur, District Pune<br />
IN-Maharashtra 412207<br />
T +91 2137 253 071<br />
F +91 2137 253 075<br />
<strong>Rieter</strong> Textile Systems<br />
(Shanghai) Ltd.<br />
12/F, New Town Centre<br />
No. 83 Loushanguan Road<br />
CN-Shanghai 200336<br />
T +86 21 6236 8013<br />
F +86 21 6236 8012<br />
Bu broşürde verilen bilgiler, çizimler ve bunlarla ilgili<br />
tüm veriler basım tarihinden itibaren geçerlidir. <strong>Rieter</strong><br />
daha önceden bilgi vermeksizin değişiklik yapma hakkına<br />
sahiptir. <strong>Rieter</strong> sistemleri ve <strong>Rieter</strong> yenilikleri birçok<br />
sanayi ülkesinde patentlerle korunmaktadır.<br />
1926-v1 tr 1203 Basım yeri CZ<br />
ISBN 3-9523173-6-5<br />
ISBN 978-3-9523173-6-5<br />
9 783952 317365