

Vollvorwärts-Fließpressen
Vollvorwärts-Fließpressen
Vollvorwärts-Fließpressen

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Fließpressen</strong> mit Matrizen aus Keramik<br />
Keramische Werkstoffe wurden aufgrund<br />
ihrer hohen Druckfestigkeit, großen Härte und<br />
großen Verschleißfestigkeit ausgewählt. Darüber<br />
hinaus neigt Keramik nicht zum Verschweißen<br />
mit Metallen und die Reibung<br />
zwischen Pressteil und Werkzeugwand ist beim<br />
Kaltfließpressen von Stahl klein. Nicht zuletzt<br />
ist auch ihre Temperaturbeständigkeit und der<br />
kleine Temperaturausdehnungskoeffizient von<br />
Bedeutung. Nachteile sind ihre Sprödigkeit und<br />
die Empfindlichkeit gegenüber Zugspannungen.<br />
Fließpressmatrizen aus Keramik dürfen nur<br />
Druckspannungen unterworfen werden. Zug-,<br />
Biege- und Schubspannungen dürfen im<br />
Keramikwerkzeug nicht auftreten. Eine wichtige<br />
Erkenntnis ist, dass die auf die Matrizenwand<br />
wirkenden Radialspannungen an den<br />
Druckraumgrenzen<br />
– das heißt oberbzw.<br />
unterhalb der<br />
Rohteilhöhe ist die<br />
Radialspannung<br />
plötzlich Null –<br />
durch Biegung große<br />
axiale Zugspannungen<br />
in der Ma-<br />
trizenwand erzeugen. Deshalb ist das Fließpresswerkzeug<br />
nicht nur radial, sondern auch<br />
axial vorzuspannen. Nach heutigen Erkenntnissen<br />
reicht die axiale Vorspannung mittels<br />
Schrauben für ein Serienwerkzeug jedoch meist<br />
nicht aus.<br />
Bei den durchgeführten Untersuchungen hat<br />
sich Siliziumnitrid für Fließpresswerkzeuge am<br />
SCHMIEDE-JOURNAL SEPTEMBER 2005<br />
FACHBEITRÄGE<br />
Einsatz von<br />
Keramikmatrizen für das<br />
Kalt- und Halbwarm-<br />
<strong>Vollvorwärts</strong>-<strong>Fließpressen</strong><br />
Dr.-Ing. Alexander Felde und<br />
Prof. Dr.-Ing. habil. Aribert Schwager, Stuttgart<br />
Die Wirtschaftlichkeit des <strong>Fließpressen</strong>s hängt wesentlich von<br />
der Standzeit der Werkzeuge ab. Die Fließpressteile werden<br />
immer komplexer und oft kommen hochfeste Legierungen zum<br />
Einsatz. Der Einsatz von keramischen Werkstoffen in den Umformwerkzeugen<br />
verspricht wesentliche Vorteile im Vergleich<br />
zu den konventionellen Werkzeugwerkstoffen.<br />
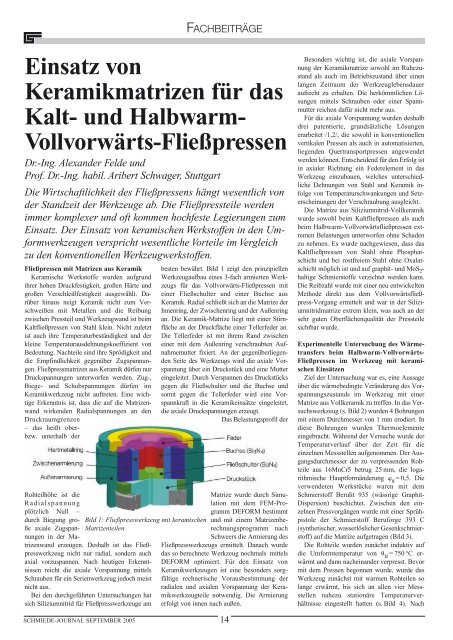
Bild 1: Fließpresswerkzeug mit keramischen<br />
Matrizenteilen<br />
besten bewährt. Bild 1 zeigt den prinzipiellen<br />
Werkzeugaufbau eines 3-fach armierten Werkzeugs<br />
für das <strong>Vollvorwärts</strong>-<strong>Fließpressen</strong> mit<br />
einer Fließschulter und einer Buchse aus<br />
Keramik. Radial schließt sich an die Matrize der<br />
Innenring, der Zwischenring und der Außenring<br />
an. Die Keramik-Matrize liegt mit einer Stirnfläche<br />
an der Druckfläche einer Tellerfeder an.<br />
Die Tellerfeder ist mit ihrem Rand zwischen<br />
einer mit dem Außenring verschraubten Aufnahmemutter<br />
fixiert. An der gegenüberliegenden<br />
Seite des Werkzeugs wird die axiale Vorspannung<br />
über ein Druckstück und eine Mutter<br />
eingeleitet. Durch Verspannen des Druckstücks<br />
gegen die Fließschulter und die Buchse und<br />
somit gegen die Tellerfeder wird eine Vorspannkraft<br />
in die Keramikeinsätze eingeleitet,<br />
die axiale Druckspannungen erzeugt.<br />
Das Belastungsprofil der<br />
Matrize wurde durch Simulation<br />
mit dem FEM-Programm<br />
DEFORM bestimmt<br />
und mit einem Matrizenberechnungsprogramm<br />
nach<br />
Schweers die Armierung des<br />
Fließpresswerkzeugs ermittelt. Danach wurde<br />
das so berechnete Werkzeug nochmals mittels<br />
DEFORM optimiert. Für den Einsatz von<br />
Keramikwerkzeugen ist eine besonders sorgfältige<br />
rechnerische Vorausbestimmung der<br />
radialen und axialen Vorspannung der Keramikwerkzeugteile<br />
notwendig. Die Armierung<br />
erfolgt von innen nach außen.<br />
14<br />
Besonders wichtig ist, die axiale Vorspannung<br />
der Keramikmatrize sowohl im Ruhezustand<br />
als auch im Betriebszustand über einen<br />
langen Zeitraum der Werkzeuglebensdauer<br />
aufrecht zu erhalten. Die herkömmlichen Lösungen<br />
mittels Schrauben oder einer Spannmutter<br />
reichen dafür nicht mehr aus.<br />
Für die axiale Vorspannung wurden deshalb<br />
drei patentierte, grundsätzliche Lösungen<br />
erarbeitet /1,2/, die sowohl in konventionellen<br />
vertikalen Pressen als auch in automatisierten,<br />
liegenden Quertransportpressen angewendet<br />
werden können. Entscheidend für den Erfolg ist<br />
in axialer Richtung ein Federelement in das<br />
Werkzeug einzubauen, welches unterschiedliche<br />
Dehnungen von Stahl und Keramik infolge<br />
von Temperaturschwankungen und Setzerscheinungen<br />
der Verschraubung ausgleicht.<br />
Die Matrize aus Siliziumnitrid-Vollkeramik<br />
wurde sowohl beim Kaltfließpressen als auch<br />
beim Halbwarm-<strong>Vollvorwärts</strong>fließpressen extremen<br />
Belastungen unterworfen ohne Schaden<br />
zu nehmen. Es wurde nachgewiesen, dass das<br />
Kaltfließpressen von Stahl ohne Phosphatschicht<br />
und bei rostfreiem Stahl ohne Oxalatschicht<br />
möglich ist und auf graphit- und MoS 2 -<br />
haltige Schmierstoffe verzichtet werden kann.<br />
Die Reibzahl wurde mit einer neu entwickelten<br />
Methode direkt aus dem <strong>Vollvorwärts</strong>fließpress-Vorgang<br />
ermittelt und war in der Siliziumnitridmatrize<br />
extrem klein, was auch an der<br />
sehr guten Oberflächenqualität der Pressteile<br />
sichtbar wurde.<br />
Experimentelle Untersuchung des Wärmetransfers<br />
beim Halbwarm-<strong>Vollvorwärts</strong>-<br />
<strong>Fließpressen</strong> im Werkzeug mit keramischen<br />
Einsätzen<br />
Ziel der Untersuchung war es, eine Aussage<br />
über die wärmebedingte Veränderung des Vorspannungszustands<br />
im Werkzeug mit einer<br />
Matrize aus Vollkeramik zu treffen. In das Versuchswerkzeug<br />
(s. Bild 2) wurden 4 Bohrungen<br />
mit einem Durchmesser von 1 mm erodiert. In<br />
diese Bohrungen wurden Thermoelemente<br />
eingebracht. Während der Versuche wurde der<br />
Temperaturverlauf über der Zeit für die<br />
einzelnen Messstellen aufgenommen. Der Ausgangsdurchmesser<br />
der zu verpressenden Rohteile<br />
aus 16MnCr5 betrug 25 mm, die logarithmische<br />
Hauptformänderung g = 0,5. Die<br />
verwendeten Werkstücke waren mit dem<br />
Schmierstoff Berulit 935 (wässrige Graphit-<br />
Dispersion) beschichtet. Zwischen den einzelnen<br />
Pressvorgängen wurde mit einer Sprühpistole<br />
der Schmierstoff Beruforge 393 C<br />
(synthetischer, wasserlöslicher Gesenkschmierstoff)<br />
auf die Matrize aufgetragen (Bild 3).<br />
Die Rohteile wurden zunächst induktiv auf<br />
die Umformtemperatur von u = 750 °C erwärmt<br />
und dann nacheinander verpresst. Bevor<br />
mit dem Pressen begonnen wurde, wurde das<br />
Werkzeug zunächst mit warmen Rohteilen so<br />
lange erwärmt, bis sich an allen vier Messstellen<br />
nahezu stationäre Temperaturverhältnisse<br />
eingestellt hatten (s. Bild 4). Nach
dem Vorwärmen des<br />
Werkzeugs wurden zunächst<br />
mit einer Hubzahl<br />
von etwa 1 Hub/min einige<br />
Teile verpresst. Danach<br />
konnte das Werkzeug abkühlen.<br />
Dieser Vorgang<br />
wurde nochmals wiederholt<br />
und anschließend<br />
mit etwa 2 Hüben/min<br />
weitergepresst, bis sich<br />
wiederum stationäre Temperaturverhältnisseeingestellt<br />
hatten. Schließlich<br />
wurde der Abkühlvorgang<br />
aufgenommen, bis sich die<br />
Temperaturen an den vier<br />
Messstellen nahezu angeglichen<br />
hatten. Durch die wiederholten Pressund<br />
Abkühlvorgänge stellten sich jeweils<br />
unterschiedliche Temperatur- und damit Spannungszustände<br />
im Werkzeug ein. An den<br />
inneren Messstellen wird eine starke Oszillation<br />
der Temperatur registriert. Durch den<br />
relativ großen Zeitabstand zwischen Entnahme<br />
des umgeformten Werkstücks und Einlegen des<br />
nächsten Rohteils sinkt die Temperatur im<br />
Werkzeug nach jedem Pressvorgang deutlich<br />
Bild 3: Werkzeug mit Thermoelementen<br />
Bild 2: Schematischer Versuchsaufbau<br />
FACHBEITRÄGE<br />
ab und steigt erst wieder an, sobald das<br />
nächste Werkstück eingelegt ist. Im inneren<br />
Armierungsring im Bereich des zylindrischen<br />
Teils der Fließpressmatrize (Messstelle M1)<br />
stellte sich eine Temperatur von 75 bis 85 °C<br />
ein.<br />
Mit Hilfe der anschließend durchgeführten<br />
Simulation konnten die Temperaturverläufe<br />
mit einer guten Übereinstimmung mit den<br />
Ergebnissen der experimentellen Temperaturmessung<br />
nachgebildet werden. Mit der berechneten<br />
Temperaturverteilung wurde der<br />
Spannungszustand unter Berücksichtigung der<br />
thermischen Überlagerung simulativ überprüft.<br />
Es wurde festgestellt, dass die Werkzeugerwärmung<br />
einen Vorspannungsverlust<br />
in der Keramikmatrize auslöst. Dieser Vorspannungsverlust<br />
betrug im untersuchten<br />
Werkzeug bei den oben beschriebenen thermischen<br />
Bedingungen bis zu 30 % der nominalen<br />
Vorspannung in einem gleichmäßig<br />
erwärmten Werkzeug (stellt sich z. B. nach ca.<br />
3 min Presspause ein) /3/.<br />
Fazit<br />
Durch umfangreiche<br />
Untersuchungen wurde<br />
nachgewiesen, dass Fließpressmatrizen<br />
aus Vollkeramik<br />
unter bestimmten<br />
Bedingungen höchsten<br />
Ansprüchen beim KaltundHalbwarm-<strong>Fließpressen</strong><br />
genügen.<br />
Die im untersuchten<br />
Fließpresswerkzeug eingesetzteWerkstoff-Kombination<br />
der Aktiv- und<br />
Armierungsteile verursacht<br />
durch die gegebenen<br />
unterschiedlichen Wärme<br />
ausdehnungskoeffizienten<br />
und Temperaturzustände einen Vorspannungsverlust<br />
in den keramischen Matrizen, der bei<br />
der Werkzeugauslegung zu berücksichtigen<br />
ist. Die Vorspannung ist um diesen Betrag zu<br />
erhöhen. ■<br />
Literatur<br />
/1/ Schwager, A., Siegert, K.: DE100542-<br />
32A1, Werkzeug unter Verwendung von<br />
Keramik, insbesondere Fließpresswerkzeug,<br />
23.05.2002, Patentinhaber Forschungsgesellschaft<br />
Umformtechnik mbH.<br />
/2/ Schwager, A.; Siegert, K.; Felde, A.:<br />
Werkzeug unter Verwendung einer Matrize,<br />
insbesondere Fließpresswerkzeug,<br />
Offenlegungsschrift DE102004005879.<br />
/3/ Felde, A.; Siegert, K.; Schwager, A.:<br />
Einsatz von Keramikmatrizen für das<br />
Halbwarm-Voll-Vorwärts-<strong>Fließpressen</strong>.<br />
In: Siegert, K.; Liewald, M. (Hrsg.),<br />
Neuere Entwicklungen in der Massivumformung,<br />
DGM Informationsgesellschaft<br />
mbH, Frankfurt/M. 2005., S. 461-478.<br />
Bild 4: Experimentell ermittelter Temperaturverlauf im Werkzeug beim <strong>Vollvorwärts</strong>-<strong>Fließpressen</strong> bei 750 °C (mit Vorwärmen des Werkzeugs)<br />
Bilder: IFU<br />
15 SCHMIEDE-JOURNAL SEPTEMBER 2005













