

Automatisches Schmieden mit Gesenkschmiede- hämmern
Automatisches Schmieden mit Gesenkschmiede- hämmern
Automatisches Schmieden mit Gesenkschmiede- hämmern

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Automatisches</strong><br />
<strong>Schmieden</strong> <strong>mit</strong><br />
<strong>Gesenkschmiede</strong><strong>hämmern</strong><br />
Dr.-Ing. Stefan Erxleben und<br />
Dipl.-Ing. Lothar Bauersachs, Coburg<br />
Der hydraulische Oberdruck-<strong>Gesenkschmiede</strong>hammer<br />
hat seit Beginn der 80er<br />
Jahre eine beispiellose Renaissance erlebt.<br />
Brachte man zu dieser Zeit den „Hammer“ in<br />
manchen Schmiedebetrieben schon ansatzweise<br />
<strong>mit</strong> nostalgischem Gedankengut in<br />
Verbindung, so führte der Einsatz moderner<br />
Hydraulik, Steuerungs- und Messtechnik zu<br />
einer sprunghaften Erweiterung der Möglichkeiten<br />
des <strong>Gesenkschmiede</strong>hammers und da<strong>mit</strong><br />
vielerorts zum Umdenken.<br />
Gerade die von Lasco<br />
betriebene konsequente<br />
Weiterentwicklung des<br />
hydraulischen <strong>Gesenkschmiede</strong>hammers<br />
als<br />
universelle Schmiedemaschine<br />
hat weltweit die<br />
Wirtschaftlichkeit der<br />
Schmiedefirmen verbessert.<br />
Durch seine Arbeitscharakteristik<br />
nimmt<br />
der <strong>Gesenkschmiede</strong>hammer<br />
eine besondere Stellung<br />
innerhalb der <strong>Gesenkschmiede</strong>maschinen<br />
ein. Er zeichnet sich durch<br />
hohe Umformgeschwindigkeiten<br />
und kurze Gesenkberührzeiten<br />
aus. Als<br />
nicht weggebundenes<br />
Umformaggregat ist er in<br />
der Lage, hohe Umformarbeit<br />
sequenziell, d. h.<br />
über mehrere kurze<br />
Schläge in die gleiche Gravur abzugeben und<br />
dabei große Umformkräfte und Energie zu<br />
erzeugen. Für ein großes Spektrum von<br />
Teilen und Umformaufgaben ist er auch<br />
wegen seiner vergleichsweise geringen Investitionskosten<br />
das ideale Umformaggregat.<br />
SCHMIEDE-JOURNAL SEPTEMBER 2003<br />
FACHBEITRÄGE<br />
Der <strong>Gesenkschmiede</strong>hammer hat sich dabei<br />
von der zunächst eingeschränkt präzisen<br />
und nur in Abhängigkeit von der Erfahrung<br />
des Bedieners korrekt steuerbaren Maschine<br />
zum modernen Umformaggregat entwickelt,<br />
das alle Anforderungen erfüllt, die bezüglich<br />
Prozessfähigkeit und Wirtschaftlichkeit gestellt<br />
werden. Verglichen <strong>mit</strong> Schmiede-<br />
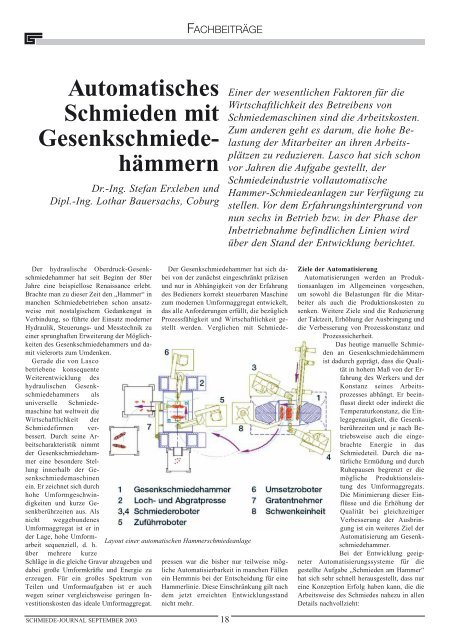
Layout einer automatischen Hammerschmiedeanlage<br />
pressen war die bisher nur teilweise mögliche<br />
Automatisierbarkeit in manchen Fällen<br />
ein Hemmnis bei der Entscheidung für eine<br />
Hammerlinie. Diese Einschränkung gilt nach<br />
dem jetzt erreichten Entwicklungsstand<br />
nicht mehr.<br />
18<br />
Einer der wesentlichen Faktoren für die<br />
Wirtschaftlichkeit des Betreibens von<br />
Schmiedemaschinen sind die Arbeitskosten.<br />
Zum anderen geht es darum, die hohe Belastung<br />
der Mitarbeiter an ihren Arbeitsplätzen<br />
zu reduzieren. Lasco hat sich schon<br />
vor Jahren die Aufgabe gestellt, der<br />
Schmiedeindustrie vollautomatische<br />
Hammer-Schmiedeanlagen zur Verfügung zu<br />
stellen. Vor dem Erfahrungshintergrund von<br />
nun sechs in Betrieb bzw. in der Phase der<br />
Inbetriebnahme befindlichen Linien wird<br />
über den Stand der Entwicklung berichtet.<br />
Ziele der Automatisierung<br />
Automatisierungen werden an Produktionsanlagen<br />
im Allgemeinen vorgesehen,<br />
um sowohl die Belastungen für die Mitarbeiter<br />
als auch die Produktionskosten zu<br />
senken. Weitere Ziele sind die Reduzierung<br />
der Taktzeit, Erhöhung der Ausbringung und<br />
die Verbesserung von Prozesskonstanz und<br />
Prozesssicherheit.<br />
Das heutige manuelle <strong>Schmieden</strong><br />
an <strong>Gesenkschmiede</strong><strong>hämmern</strong><br />
ist dadurch geprägt, dass die Qualität<br />
in hohem Maß von der Erfahrung<br />
des Werkers und der<br />
Konstanz seines Arbeitsprozesses<br />
abhängt. Er beeinflusst<br />
direkt oder indirekt die<br />
Temperaturkonstanz, die Einlegegenauigkeit,<br />
die Gesenkberührzeiten<br />
und je nach Betriebsweise<br />
auch die eingebrachte<br />
Energie in das<br />
Schmiedeteil. Durch die natürliche<br />
Ermüdung und durch<br />
Ruhepausen begrenzt er die<br />
mögliche Produktionsleistung<br />
des Umformaggregats.<br />
Die Minimierung dieser Einflüsse<br />
und die Erhöhung der<br />
Qualität bei gleichzeitiger<br />
Verbesserung der Ausbringung<br />
ist ein weiteres Ziel der<br />
Automatisierung am <strong>Gesenkschmiede</strong>hammer.<br />
Bei der Entwicklung geeigneter<br />
Automatisierungssysteme für die<br />
gestellte Aufgabe „<strong>Schmieden</strong> am Hammer“<br />
hat sich sehr schnell herausgestellt, dass nur<br />
eine Konzeption Erfolg haben kann, die die<br />
Arbeitsweise des Schmiedes nahezu in allen<br />
Details nachvollzieht:
• Aufnahme des Rohlings <strong>mit</strong> einer Zange,<br />
• Positionieren in einer Gravur,<br />
• Gezieltes Nachgeben <strong>mit</strong> der Zange beim<br />
Schlag,<br />
• Lüften zwischen den Schlägen,<br />
• Umsetzen in die Folgegravuren und<br />
ablegen.<br />
Ziel der Entwicklung war weiterhin das<br />
Automatisierungssystem so zu konzipieren,<br />
dass im Wesentlichen auf Standardkomponenten<br />
zurückgegriffen wird. Dabei galt es,<br />
diese Komponenten für den rauen Schmiedebetrieb<br />
zu adaptieren und zu ertüchtigen,<br />
wozu eine Reihe von konstruktiven Anpassungsentwicklungen<br />
von Bauteilen und<br />
deren Austausch sowie Konzeptionsänderungen<br />
notwendig waren.<br />
Nach intensiven und langjährigen Forschungs-<br />
und Entwicklungsarbeiten ist es<br />
nun gelungen, ein solches Automatisierungssystem<br />
für den <strong>Gesenkschmiede</strong>hammer zur<br />
Marktreife zu entwickeln. Die Entwicklung<br />
erfolgte in enger und partnerschaftlicher Zusammenarbeit<br />
<strong>mit</strong> der Brockhaus Soehne<br />
GmbH, Plettenberg bei der bereits die dritte<br />
automatisierte Hammerlinie in diesen<br />
Wochen an die Produktion übergeben wird.<br />
FACHBEITRÄGE<br />
Automatische Hammerschmiedeanlage <strong>mit</strong><br />
zwei Schmiederobotern<br />
Aufbau der Schmiedezelle<br />
Die Möglichkeiten zum Aufbau einer vollautomatischen<br />
Gesenkhammerschmiedezelle<br />
sind so vielfältig wie die auf Hammerlinien<br />
zu produzierenden Teile.<br />
Das Bild auf Seite 18 zeigt den<br />
prinzipiellen Aufbau einer Linie <strong>mit</strong> hydraulischem<br />
Oberdruckhammer und Presse zum<br />
Warmabgraten und Lochen. Das Automatisierungssystem<br />
am <strong>Gesenkschmiede</strong>hammer<br />
besteht im Wesentlichen aus zwei Schmiederobotern,<br />
zwei weitere Roboter bewerkstelligen<br />
die Automatisierung an der Abgratpresse.<br />
Kern der Schmiedezelle ist der speziell für<br />
Automatisierungszwecke konzipierte <strong>Gesenkschmiede</strong>hammer.<br />
Für die Handlingsaufgabe<br />
am Schmiedehammer werden entsprechend<br />
der besonderen und schwierigen<br />
Aufgaben speziell adaptierte 6-Achs-Roboter<br />
<strong>mit</strong> speziell für die Hammerfertigung<br />
entwickelten Schmiedegreifern eingesetzt.<br />
Der erwärmte Rohling wird dem <strong>Gesenkschmiede</strong>hammer<br />
zunächst an eine Übergabestelle<br />
neben dem Gesenk zugeführt. Von<br />
dieser Stelle greifen zwei Schmiederoboter,<br />
einer vor, der andere hinter dem Hammer angeordnet,<br />
das Teil an je einem Ende und
führen durch synchrones Durchtakten in den<br />
einzelnen Gravuren die Schmiedung durch.<br />
Nach der Ablage des Teils in eine Position,<br />
wiederum neben dem Gesenk, wird es von<br />
einer Schwenkeinheit übernommen und<br />
einem weiteren Roboter übergeben, der es in<br />
die erste Station der Loch- und Abgratpresse<br />
einlegt.<br />
Je nach spezifischem Einsatzfall und geforderter<br />
Ausbringung kommen ein bis drei<br />
Schmiederoboter am Hammer zum Einsatz.<br />
Während bis zu einem bestimmten Rohlingsgewicht<br />
und bestimmter Rohlingslänge ein<br />
Schmiederoboter ausreichend sein kann, um<br />
in jeder Gravur sicher zu positionieren, zu<br />
lüften und weiterzutakten, erfordern größere<br />
Rohlinge und hintereinander angeordnete<br />
Mehrfachgravuren den Einsatz von zwei Robotern,<br />
wie im obigen Beispiel beschrieben<br />
(Bild Seite 19). Durch diese Anordnung wird<br />
sichergestellt, dass das<br />
Teil nach jedem<br />
Schlag sicher und ohne<br />
Verkanten umgeformt<br />
und transportiert wird.<br />
Bei besonders hohen<br />
Produktionsleistungen,<br />
wie sie beim <strong>Schmieden</strong><br />
von Pleuelstangen<br />
im Doppelgesenk bei<br />
der Brockhaus Soehne<br />
GmbH erreicht werden,<br />
kommen drei<br />
Schmiederoboter <strong>mit</strong><br />
teilweise überlappender<br />
bzw. übergreifender<br />
Arbeitsweise zum<br />
Einsatz.<br />
Auf den drei in<br />
Plettenberg<br />
installierten Linien<br />
werden Pleuel als<br />
Doppelstück <strong>mit</strong><br />
höchster Genauigkeit<br />
in Taktzeiten unter 4,5<br />
Sekunden produziert.<br />
Dem hydraulischen<br />
Oberdruckhammer<br />
HO-U 630 ist zur Materialvorverteilung eine<br />
Querkeilwalze vorgeschaltet. Der gesamte<br />
Prozess, von der Materialaufgabe zur Induktionserwärmung<br />
bis zur Ablage des abgegrateten<br />
und gelochten Einzelpleuels auf<br />
dem Abkühlband, erfolgt vollautomatisch.<br />
Mit der Jung, Boucke GmbH & Co.,<br />
Halver konnte ein weiterer wichtiger Partner<br />
gewonnen werden, der die Entscheidung getroffen<br />
hat, <strong>mit</strong> der Installation einer ersten<br />
Linie die neue Technologie zu nutzen und<br />
einen Beitrag zur Weiterentwicklung dieser<br />
bahnbrechenden Entwicklung für die<br />
Schmiedeindustrie zu leisten. Auch diese<br />
Anlage hat bereits vor einigen Wochen erfolgreich<br />
die Produktion von Teilen für die<br />
Kfz-Industrie im Mehrfachgesenk aufgenommen.<br />
SCHMIEDE-JOURNAL SEPTEMBER 2003<br />
FACHBEITRÄGE<br />
Hydraulischer Oberdruckgesenkschmiedehammer<br />
Grundvoraussetzung für die Automatisierbarkeit<br />
einer Schmiedelinie ist ein prozessfähiges<br />
Umformaggregat. Durch den<br />
Einsatz neuester und speziell entwickelter<br />
Hydraulik, Elektronik und Steuerungstechnik<br />
sind diese Voraussetzungen beim<br />
Lasco-Oberdruckhammer sichergestellt,<br />
moderne hydraulische <strong>Gesenkschmiede</strong>hämmer<br />
beschleunigen den Hammerbären<br />
hydraulisch auf frei programmierbare<br />
Energiestufen und Schlagfolgen. Dabei hat<br />
die Fallhöhe ihre Bedeutung verloren, der<br />
Bär wird unabhängig von der gewählten<br />
Energiestufe immer von der gleichen Position<br />
aus beschleunigt. Über 50 % der<br />
Energie werden hydraulisch generiert.<br />
Hydraulikantrieb und Steuerung des hydraulischen Oberdruck-<strong>Gesenkschmiede</strong>hammer<br />
Bilder: Lasco<br />
Der Hydraulikdruck wird durch eine<br />
Pumpe erzeugt (Bild oben). Für die<br />
Konstanz des Systemdrucks von ca. 180 bar<br />
sorgen Hydraulikspeicher. Die Kolbenstangen-Zylindereinheit<br />
des Hammerantriebs<br />
ist als Differenzial-Einheit ausgeführt,<br />
d. h. auf den Bären wirkt ständig<br />
eine Kraftkomponente in Richtung oberen<br />
Totpunkt.<br />
Verantwortlich für die exakte Energiedosierung<br />
ist das Schlagventil. Es öffnet bei<br />
Schlagauslösung, bleibt bei einem Schlag<br />
<strong>mit</strong> Nennenergie für ca. 180 ms geöffnet<br />
und beschleunigt dabei den Bären durch<br />
den jetzt auf der Kolbenoberfläche<br />
wirkenden Druck auf eine Endgeschwindigkeit<br />
von ca. 5 m/s. Durch den<br />
Einsatz von speziellen Pilotventilen und<br />
20<br />
leistungsfähigen Steuerungen gelingt es,<br />
die Schlagventilöffnungszeit <strong>mit</strong> einer Genauigkeit<br />
von ± 1 ms zu steuern.<br />
Seit einigen Jahren besteht die Möglichkeit,<br />
durch eine von Lasco entwickelte, patentierte<br />
und auf den rauen Umformbetrieb<br />
angepasste Sensorik Weg und Geschwindigkeit<br />
des Bären kontinuierlich zu<br />
erfassen. Da<strong>mit</strong> kann die Schließlage des<br />
Gesenks überwacht und ein Vergleich<br />
zwischen Geschwindigkeitsvorgabe und<br />
Ist-Geschwindigkeit vorgenommen werden.<br />
Es lassen sich Regelstrategien aufbauen,<br />
die z. B. Langzeitstöreinflüsse aus Verschleiß<br />
ausgleichen und so<strong>mit</strong> die Genauigkeit<br />
des Oberdruckhammers als prozessfähiges<br />
Maschinensystem weiter optimieren.<br />
Eine Neuerung ist das<br />
auf der Basis des Lasco-<br />
Patents von der Proheris<br />
GmbH, Iserlohn, entwickelte<br />
der Hammersteuerung<br />
überlagerte Prozessregelsystem<br />
proCON.<br />
Es nutzt die Signale der o.<br />
g. Sensorik, geht aber in<br />
den Regelalgorithmen<br />
deutlich weiter, in dem<br />
auch prozessbedingte<br />
Störgrößen z. B. aus der<br />
Werkstückgeometrie, der<br />
Werkstücktemperatur der<br />
Einsatzmasse sowie dem<br />
Gesenkzustand ausgeregelt<br />
werden [1, 2].<br />
Automatisierungssystem<br />
und Steuerungstechnik<br />
Hauptkomponenten der<br />
Automatisierung sind die<br />
Schmiederoboter <strong>mit</strong> den<br />
Spezial-Schmiedegreifern.<br />
Die patentierten Schmiedegreifer<br />
sind für den<br />
rauen Schmiedebetrieb<br />
ausgelegt und nehmen die<br />
beim <strong>Schmieden</strong> auftretendenBeschleunigungs-<br />
kräfte in allen Richtungen auf. Voraussetzung<br />
für die Verwendbarkeit von<br />
Standard-Industrierobotern ist, dass eine in<br />
die Zangenkonstruktion integrierte Puffereinrichtung<br />
Kräfte und Erschütterungen<br />
vom Roboter fern hält.<br />
Über ein robustes Sensorsystem werden<br />
Statusmeldungen an die Steuerung gemeldet.<br />
Alle Komponenten und Gelenke<br />
sind gegen den Einfluss von Hitze, Zunder<br />
und Schmierstoffen geschützt. Verschleißteile<br />
sind rasch auswechselbar.<br />
Weitere Adaptionen an den Robotern sowie<br />
der Robotersteuerung sind an der Fundamentierung<br />
der Greiferpneumatik und<br />
den Schnittstellen zur übergeordneten<br />
Schmiedezellensteuerung notwendig.
Die übergeordnete Schmiedezellensteuerung<br />
übernimmt die umfassende Koordination<br />
zwischen den einzelnen Anlagenmodulen.<br />
Binäre Signale und nummerische<br />
Werte werden <strong>mit</strong>tels Profibus und potenzialfreien<br />
Kontakten ausgetauscht.<br />
Grundsätzlich ist die Programmierung der<br />
Schmiederoboter so gelöst, dass der Einrichter<br />
keine vertieften Kenntnisse über Roboterprogrammierung<br />
besitzen muss. Der<br />
Bediener wird in einer Menütechnik durch<br />
die einzelnen Eingabemasken geführt, um<br />
zunächst die Grunddaten der Schmiedeaufgabe<br />
wie Rohteillänge, Anzahl der Gravuren,<br />
Anzahl Schläge pro Gravur, Gravurabstand<br />
etc. einzugeben. Nur der Aufgabeund<br />
Ablagepunkt des Rohlings wird<br />
eingegeben und in der Steuerung abgespeichert.<br />
In einem automatisch ablaufenden Referenzlauf<br />
fährt der „Masterschmiederoboter“<br />
Referenzpunkte am Gesenk an und detektiert<br />
ihre Lage über spezielle Sensoren. Nach Abschluss<br />
dieses Vorgangs liegt die Lage aller<br />
Gravuren fest und die Schmiederoboter<br />
können ihre Arbeit aufnehmen, wobei die<br />
Synchronisation untereinander selbstständig<br />
durch die Steuerung übernommen wird.<br />
FACHBEITRÄGE<br />
Selbstverständlich werden einmal programmierte<br />
Abläufe für ein Werkstück in der<br />
Steuerung abgespeichert und das Programm<br />
kann jederzeit für ein neues Los aufgerufen<br />
werden.<br />
Anders als z. B. eine Hubbalkenautomatisierung<br />
an einer Schmiedepresse eignet sich<br />
diese Automatisierung gerade auch für<br />
kleine bis <strong>mit</strong>tlere Losgrößen. Bei einem<br />
einmal produzierten Teil ist lediglich die<br />
Referenzlage, wie oben beschrieben, zu<br />
er<strong>mit</strong>teln.<br />
Trotz dieser benutzerfreundlichen Aspekte<br />
ist natürlich die Planung und Inbetriebnahme<br />
einer solchen Linie für den Schmiedebetrieb<br />
und den Lieferanten eine umfassende und<br />
anspruchsvolle Aufgabe. Lasco bietet seinen<br />
Kunden weitgehende Hilfestellung in Form<br />
eines Gesamt-Engineering an. Dazu gehört<br />
die Gesamtplanung, das Anlagenlayout, Anpassungen<br />
an der Peripherie, Fragen der<br />
Gesenkgestaltung und Gesenkpflege bis hin<br />
zur Schmiedesimulation.<br />
Ausblick<br />
Mit der Einführung des automatischen<br />
<strong>Schmieden</strong>s an und <strong>mit</strong> Lasco-<strong>Gesenkschmiede</strong><strong>hämmern</strong><br />
ist die letzte Lücke zu<br />
den konkurrierenden Schmiedepressen geschlossen<br />
worden. Das entwickelte Automatisierungsverfahren<br />
zeichnet sich dadurch<br />
aus, dass es flexibel konzipiert ist und die<br />
umformtechnischen Vorteile des <strong>Gesenkschmiede</strong>hammers<br />
für vielfältige Produktionsaufgaben<br />
bei kleinen und <strong>mit</strong>tleren<br />
Losgrößen unterstützt.<br />
Konzentrierte man sich anfangs auf Anwendungen,<br />
bei denen ein überschaubares<br />
Spektrum an Teilen <strong>mit</strong> Standardoperationen<br />
wie Plätten, Vor- und Fertigschmieden produziert<br />
wird, so wird in diesen Wochen die<br />
Inbetriebnahme für einen nordamerikanischen<br />
Kunden abgeschlossen, der auf zwei<br />
automatischen <strong>Gesenkschmiede</strong>hammerlinien<br />
nahezu sein gesamtes Produktspektrum<br />
von über 100 Teilen schmiedet.<br />
Literatur:<br />
[1] Herbertz, R.: „Neues Steuerungskonzept<br />
für Hammeranlagen / Entscheidend ist<br />
die Bilanz“ Schmiede-Journal März<br />
2002, Seite 40f.<br />
[2] UPGRADE by Lasco, Ausgabe Nr. 8,<br />
Juni 2002. ■













