Grabenlose Verlegung mit PE - Nodig-Bau.de
Grabenlose Verlegung mit PE - Nodig-Bau.de
Grabenlose Verlegung mit PE - Nodig-Bau.de

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Leitungsbau<br />
<strong>Grabenlose</strong> <strong>Verlegung</strong> <strong>mit</strong> <strong>PE</strong><br />
Leitungsrehabilitation ■ Hauptaufgabe für die Betreiber <strong>de</strong>r Rohrleitungsnetze ist es, die<br />
Substanz <strong>de</strong>r Infrastruktur auf konstant hohem Niveau zu halten bzw. wie<strong>de</strong>r auf einen hohen<br />
technischen Standard zu bringen. Rehabilitationsstrategien unter Einbeziehung <strong>de</strong>r vorhan<strong>de</strong>nen<br />
Substanz sind gefor<strong>de</strong>rt. <strong>Grabenlose</strong> Verfahren sind hier auf <strong>de</strong>m Vormarsch. Je nach<br />
Verfahren gilt es, in Abhängigkeit vom Einsatzgebiet Materialentscheidungen zu treffen.<br />
Mittlerweile nimmt die Kunststoffpenetration über alle Anwendungen stetig zu. Da Kunststoff<br />
aber nicht gleich Kunststoff ist, gilt es hier zu sortieren.<br />
Traditionelle Werkstoffe,wie Steinzeug,<br />
Beton, Stahl o<strong>de</strong>r Guss gaben<br />
jahrzehntelang <strong>de</strong>n Ton an.<br />
Die Verdrängung dieser traditionellen<br />
Werkstoffe durch leistungsfähige Kunststoffe<br />
steigt jedoch stetig. Zusammen<br />
<strong>mit</strong> <strong>de</strong>m Institut für Rohrleitungsbau<br />
Ol<strong>de</strong>nburg (IRO) führt die Wavin<br />
GmbH daher eine Seminarreihe durch,<br />
bei <strong>de</strong>r über <strong>de</strong>n Werkstoff Polyethylen<br />
und grabenlose Einbauverfahren in<br />
Theorie und Praxis berichtet wird.<br />
<strong>Grabenlose</strong> Einbauverfahren<br />
für Polyethylenrohre<br />
Für <strong>de</strong>n grabenlosen Rohrleitungsbau<br />
wer<strong>de</strong>n unterschiedlichste Verfahren<br />
angeboten. Die Verfahren beinhalten<br />
unterschiedliche Anfor<strong>de</strong>rungen an<br />
Rohre und <strong>de</strong>ren Werkstoffeigenschaften.<br />
Im Folgen<strong>de</strong>n sind die gängigsten<br />
Einbauverfahren <strong>mit</strong> <strong>de</strong>m jeweiligen<br />
Anfor<strong>de</strong>rungsprofil für <strong>PE</strong>-Rohre dargestellt.<br />
Den Verfahrensbeschreibungen<br />
sind Verweise auf das jeweilige<br />
DVGW-Merkblatt beigefügt. Weitere<br />
Details für Planung, Ausführung und<br />
Qualitätssicherung können <strong>de</strong>n jeweiligen<br />
DWA- und RSV-Merkblättern<br />
entnommen wer<strong>de</strong>n.<br />
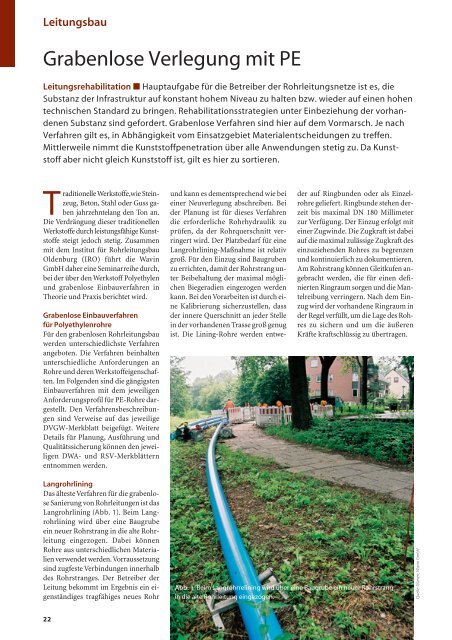
Langrohrlining<br />
Das älteste Verfahren für die grabenlose<br />
Sanierung von Rohrleitungen ist das<br />
Langrohrlining (Abb. 1). Beim Langrohrlining<br />
wird über eine <strong>Bau</strong>grube<br />
ein neuer Rohrstrang in die alte Rohrleitung<br />
eingezogen. Dabei können<br />
Rohre aus unterschiedlichen Materialien<br />
verwen<strong>de</strong>t wer<strong>de</strong>n. Vorraussetzung<br />
sind zugfeste Verbindungen innerhalb<br />
<strong>de</strong>s Rohrstranges. Der Betreiber <strong>de</strong>r<br />
Leitung bekommt im Ergebnis ein eigenständiges<br />
tragfähiges neues Rohr<br />
22<br />
und kann es <strong>de</strong>mentsprechend wie bei<br />
einer Neuverlegung abschreiben. Bei<br />
<strong>de</strong>r Planung ist für dieses Verfahren<br />
die erfor<strong>de</strong>rliche Rohrhydraulik zu<br />
prüfen, da <strong>de</strong>r Rohrquerschnitt verringert<br />
wird. Der Platzbedarf für eine<br />
Langrohrlining-Maßnahme ist relativ<br />
groß. Für <strong>de</strong>n Einzug sind <strong>Bau</strong>gruben<br />
zu errichten, da<strong>mit</strong> <strong>de</strong>r Rohrstrang unter<br />
Beibehaltung <strong>de</strong>r maximal möglichen<br />
Biegeradien eingezogen wer<strong>de</strong>n<br />
kann. Bei <strong>de</strong>n Vorarbeiten ist durch eine<br />
Kalibrierung sicherzustellen, dass<br />
<strong>de</strong>r innere Querschnitt an je<strong>de</strong>r Stelle<br />
in <strong>de</strong>r vorhan<strong>de</strong>nen Trasse groß genug<br />
ist. Die Lining-Rohre wer<strong>de</strong>n entwe-<br />
<strong>de</strong>r auf Ringbun<strong>de</strong>n o<strong>de</strong>r als Einzelrohre<br />
geliefert. Ringbun<strong>de</strong> stehen <strong>de</strong>rzeit<br />
bis maximal DN 180 Millimeter<br />
zur Verfügung. Der Einzug erfolgt <strong>mit</strong><br />
einer Zugwin<strong>de</strong>. Die Zugkraft ist dabei<br />
auf die maximal zulässige Zugkraft <strong>de</strong>s<br />
einzuziehen<strong>de</strong>n Rohres zu begrenzen<br />
und kontinuierlich zu dokumentieren.<br />
Am Rohrstrang können Gleitkufen angebracht<br />
wer<strong>de</strong>n, die für einen <strong>de</strong>finierten<br />
Ringraum sorgen und die Mantelreibung<br />
verringern. Nach <strong>de</strong>m Einzug<br />
wird <strong>de</strong>r vorhan<strong>de</strong>ne Ringraum in<br />
<strong>de</strong>r Regel verfüllt, um die Lage <strong>de</strong>s Rohres<br />
zu sichern und um die äußeren<br />
Kräfte kraftschlüssig zu übertragen.<br />
GmbH<br />
Wavin<br />
Abb. 1 Beim Langrohrrelining wird über eine <strong>Bau</strong>grube ein neuer Rohrstrang<br />
Glanert,<br />
in die alte Rohrleitung eingezogen. Quelle:
Für das Verfahren sollten Polyethylenrohre<br />
<strong>mit</strong> Schutzeigenschaften verwen<strong>de</strong>t<br />
wer<strong>de</strong>n. So können etwaige Beschädigungen<br />
an <strong>de</strong>r äußeren Oberfläche<br />
während <strong>de</strong>s Einziehvorganges<br />
und Schä<strong>de</strong>n durch langfristig entstehen<strong>de</strong><br />
Punktbelastungen vermie<strong>de</strong>n<br />
wer<strong>de</strong>n. Weitere Details zu <strong>de</strong>m Verfahren<br />
können <strong>de</strong>m DVGW-Merkblatt<br />
GW 320/1 entnommen wer<strong>de</strong>n.<br />
Berstlining<br />
Beim Berstlining wird die alte Rohrleitung<br />
zerstört und <strong>mit</strong> einem Aufweitkörper<br />
radial verdrängt. Im gleichen<br />
Arbeitsgang wird ein neues Rohr in die<br />
alte Trasse eingezogen. Es wird zwischen<br />
statischen und dynamischen<br />
Berstverfahren unterschie<strong>de</strong>n. Bei <strong>de</strong>m<br />
dynamischen Berstverfahren unterstützt<br />
die Zugkraft einer Seilwin<strong>de</strong> <strong>de</strong>n<br />
Berst- und Einziehvorgang. Die Berstmaschine<br />
wird pneumatisch betrieben<br />
und zertrümmert das Altrohr. Bei <strong>de</strong>m<br />
statischen Berstverfahren erfolgt die<br />
Krafteinleitung für <strong>de</strong>n Berst- und Einziehvorgang<br />
in Rohrlängsrichtung <strong>mit</strong><br />
einer hydraulisch betriebenen Zugeinrichtung.<br />
Die Berstlafette ist über ein<br />
Gestänge <strong>mit</strong> <strong>de</strong>m Aufweitungs- und<br />
Berstkörper verbun<strong>de</strong>n. Beim Berstprozess<br />
wird in <strong>de</strong>r Regel <strong>mit</strong> einem so<br />
genannten Überschnitt gearbeitet, um<br />
erstens die Mantelreibung zu reduzieren<br />
und zweitens ein möglichst gleichmäßiges<br />
Anlagern <strong>de</strong>s umgeben<strong>de</strong>n<br />
Erdreiches um die neue Rohrleitung<br />
zu erreichen.<br />
Ein großer Vorteil <strong>de</strong>s Berstlinings ist,<br />
dass bei <strong>de</strong>r Installation ein neues, für<br />
sich eigenständig-tragfähiges Rohr verbaut<br />
wird. Weiterhin bleibt bei diesem<br />
Verfahren <strong>mit</strong> <strong>de</strong>m neu eingebrachten<br />
Rohr <strong>de</strong>r volle hydraulische Querschnitt<br />
erhalten, da das Altrohr verdrängt<br />
wird. Oftmals ist es sogar möglich,<br />
<strong>de</strong>n verfügbaren Querschnittsbereich<br />
durch einen weiteren Arbeitsschritt<br />
zu erweitern. Dabei wird im<br />
Anschluss an das Bersten, das Produktenrohr<br />
hinter einem größeren<br />
Aufweitkörper angebracht.<br />
Die Anfor<strong>de</strong>rungen an ein Neurohr<br />
sind vergleichsweise hoch. Während<br />
<strong>de</strong>s Einziehens können jedoch Altrohrsegmente<br />
äußere Beschädigungen<br />
wie z. B. Riefen hervorrufen. Langfris-<br />
Jahresmagazin 12/2007<br />
tig können außen anliegen<strong>de</strong> Altrohrsegmente<br />
zu Punktlasten führen. Das<br />
neue Rohr wird dabei auf <strong>de</strong>r Innnenseite<br />
<strong>de</strong>r Rohrwandung durch Spannungen<br />
beschädigt. Ein Polyethylenrohr,<br />
das für das Berstlining eingesetzt<br />
wird, sollte <strong>de</strong>shalb hierfür ausreichen<strong>de</strong><br />
Spannungsrissbeständigkeiten<br />
aufweisen. Weitere Details zum Verfahren<br />
liefert das DVGW-Merkblatt<br />
GW 323.<br />
Pflugverfahren<br />
Pflugverfahren eignen sich für <strong>de</strong>n Einbau<br />
von Druckrohren (Abb. 2). Die<br />
Verfahrensgruppe beinhaltet das Verlegepflugverfahren<br />
<strong>mit</strong> Einbaukasten<br />
und das Nachziehpflugverfahren. Der<br />
Bo<strong>de</strong>n wird dabei <strong>mit</strong> einem Pflugschwert<br />
statisch o<strong>de</strong>r dynamisch verdrängt.<br />
Das Pflugverfahren kann nur in<br />
verdrängungsfähigen Bö<strong>de</strong>n verwen<strong>de</strong>t<br />
wer<strong>de</strong>n. Es wird zwischen selbstfahren<strong>de</strong>n<br />
Pflügen und seilgezogenen<br />
Pflügen unterschie<strong>de</strong>n. Beim Verlegepflugverfahren<br />
wird <strong>de</strong>r Rohrstrang<br />
über einen Einbaukasten direkt auf <strong>de</strong>r<br />
Sohle <strong>de</strong>s hergestellten Schlitzes abgelegt.<br />
Beim Nachziehpflugverfahren<br />
wird <strong>de</strong>r Rohrstrang direkt am Pflugschwert<br />
angekoppelt und in gleichem<br />
Arbeitsgang eingezogen.<br />
Beim Verlegepflugverfahren besteht<br />
nur bedingt die Möglichkeit, die eingebauten<br />
Rohre <strong>mit</strong> einer <strong>de</strong>finierten<br />
Bettung zu umhüllen. Zur Vermeidung<br />
von Langzeitschä<strong>de</strong>n durch eventuelle<br />
Punktlasten, empfiehlt sich hier <strong>de</strong>r<br />
Einsatz von Rohren <strong>mit</strong> Schutzeigenschaften.<br />
Beim Nachziehpflug-Verfahren<br />
besteht zusätzlich die Gefahr von<br />
Riefenbildungen. Hier sollten Rohre<br />
<strong>mit</strong> ausreichen<strong>de</strong>n Spannungsriss- und<br />
Punktlastbeständigkeiten verwen<strong>de</strong>t<br />
wer<strong>de</strong>n. Nähere Details zum Pflugverfahren<br />
sind im DVGW-Merkblatt<br />
GW 324 enthalten.<br />
Fräsverfahren<br />
Das Fräsverfahren gehört nicht zu <strong>de</strong>n<br />
grabenlosen Verlegeverfahren. Es ist in<br />
diesem Fachbericht aufgeführt, da die<br />
durch das Fräsen hergestellten schmalen<br />
Rohrgräben nicht betreten wer<strong>de</strong>n<br />
können. Auf Grund <strong>de</strong>r nicht <strong>de</strong>finierten<br />
Bettung entstehen daher zusätzliche<br />
Belastungen für das eingebaute<br />
Rohr.<br />
23
Quelle: H. Dokters, Würzburg 10/2006, Wavin GmbH<br />
Leitungsbau<br />
Abb. 2 Pflugverfahren <strong>mit</strong> <strong>PE</strong> RC<br />
Das Fräsverfahren kann bei steinigen<br />
bzw. felsigen <strong>Bau</strong>grün<strong>de</strong>n (Bo<strong>de</strong>nklasse<br />
3-6 nach DIN 18300) eingesetzt wer<strong>de</strong>n.<br />
Das Verfahren erlaubt die Herstellung<br />
sowohl von Gefälle- als auch<br />
von Druckleitungen. Es wird zwischen<br />
Verfahren <strong>mit</strong> Einbaukasten und Verfahren<br />
ohne Einbaukasten unterschie<strong>de</strong>n.<br />
Bei <strong>de</strong>n automatisierten Verfahren<br />
<strong>mit</strong> Einbaukasten wird <strong>mit</strong> <strong>de</strong>r Fräsund<br />
Verlegeeinheit zunächst ein<br />
schmaler Rohrgraben hergestellt. Das<br />
Rohr wird danach <strong>mit</strong> Hilfe eines Einbaukastens<br />
installiert. Mit <strong>de</strong>r nachfolgen<strong>de</strong>n<br />
Wie<strong>de</strong>rverfüll- und Verdichtungseinheit<br />
wird <strong>de</strong>r Graben verfüllt<br />
und verdichtet. Bei <strong>de</strong>m Fräsverfahren<br />
ohne Einbaukasten wird die<br />
Fräseinheit als Baggerersatz verwen<strong>de</strong>t.<br />
Die beim Fräsen hergestellten<br />
schmalen Rohrgräben können nicht<br />
betreten wer<strong>de</strong>n. Da<strong>mit</strong> kann eine voll-<br />
24<br />
Stun<strong>de</strong>n<br />
10.000<br />
9.000<br />
8.000<br />
7.000<br />
6.000<br />
5.000<br />
4.000<br />
3.000<br />
2.000<br />
1.000<br />
0<br />
MD/<strong>PE</strong><br />
80<br />
Punktbelastungstest<br />
HD/<strong>PE</strong><br />
80<br />
ständige Sandümhüllung nicht kontrolliert<br />
wer<strong>de</strong>n und es besteht langfristig<br />
die Gefahr von Punktlasten. Es<br />
empfehlen sich daher Rohre <strong>mit</strong><br />
Schutzeigenschaften, die entsprechend<br />
spannungsrissbeständig sind. Das<br />
Fräsverfahren ist im DVGW-Merkblatt<br />
GW 324 näher beschrieben.<br />
HDD – Horizontales<br />
Spülbohrverfahren<br />
Beim Horizontal Directional Drilling<br />
(HDD) wird ein Rohrstrang in eine<br />
vorher geplante Trasse grabenlos eingebaut.<br />
Das Verfahren ist exakt steuerbar<br />
und ermöglicht <strong>de</strong>n in offener <strong>Bau</strong>weise<br />
schwierigen Einbau, z. B. unterhalb<br />
von Flussbetten o<strong>de</strong>r in geschützten<br />
Räumen wie Naturschutzgebieten.<br />
Im ersten Arbeitsgang wird ein Bohrgestänge<br />
in <strong>de</strong>n Bo<strong>de</strong>n entlang <strong>de</strong>r geplanten<br />
Trasse eingespült. Im Folgen-<br />
<strong>PE</strong>/PP<br />
Abb. 4 Ergebnisvergleich aus Punktlastversuchen<br />
<strong>PE</strong> 100<br />
Wavin<br />
TS<br />
Quelle Abb. 2: R. Mrva, Wavin GmbH; Abb. 3: Wavin GmbH<br />
Abb. 3 Compact Pipe Kanalsanierung<br />
<strong>de</strong>n erweitern ein o<strong>de</strong>r mehrere Aufweitvorgänge<br />
<strong>de</strong>n Bohrkanal, sodass<br />
genügend Platz für <strong>de</strong>n zukünftigen<br />
Rohrstrang vorhan<strong>de</strong>n ist. Der Bohrkanal<br />
wird dabei <strong>mit</strong> einer Spülflüssigkeit<br />
(In <strong>de</strong>r Regel Bentonit <strong>mit</strong> einigen<br />
Additiven) gestützt. Mit <strong>de</strong>m letzten<br />
Aufweitvorgang wird gleichzeitig<br />
das Produktenrohr eingezogen.<br />
Insbeson<strong>de</strong>re bei Richtungsän<strong>de</strong>rungen<br />
wird das Rohr an <strong>de</strong>r Bohrlochwand<br />
entlang gezogen. Daher kann<br />
es zu Riefenbildungen und da<strong>mit</strong> zu<br />
Beschädigungen an <strong>de</strong>r äußeren Seite<br />
kommen. Langfristig können Punktlasten<br />
auf die Rohre einwirken und diese<br />
dann zusätzlich belasten. Daher sollten<br />
für dieses Verfahren Polyethylenrohre<br />
<strong>mit</strong> Schutzeigenschaften eingesetzt<br />
wer<strong>de</strong>n, die ausreichend riss-<br />
und punktbelastungsbeständig sind<br />
FNCT (Full Notch Creap Test)<br />
10.000<br />
9.000<br />
8.000<br />
7.000<br />
6.000<br />
5.000<br />
4.000<br />
3.000<br />
2.000<br />
1.000<br />
0<br />
700<br />
8.760<br />
■ <strong>PE</strong> 100 ■ Wavin TS<br />
Abb. 5 Ergebnisvergleich aus FNCT<br />
Jahresmagazin 12/2007<br />
Quelle: H. Dokters, Würzburg 10/2006, Wavin GmbH
(Abb. 4 + 5). Weitere Verfahrensinformationen<br />
können <strong>de</strong>m DVGW- Merkblatt<br />
GW 321 entnommen wer<strong>de</strong>n.<br />
Close-fit-Verfahren<br />
Es wird zwischen werkseitig vorverformten<br />
Rohren (Compact Pipe) und<br />
vor Ort im Querschnitt reduzierten<br />
Rohren (Swagelining) unterschie<strong>de</strong>n.<br />
Bei bei<strong>de</strong>n Verfahren wird ein vorverformtes,<br />
selbsttragen<strong>de</strong>s <strong>PE</strong>-Rohr in<br />
eine vorhan<strong>de</strong>ne Leitung eingezogen.<br />
Das vorverformte <strong>PE</strong>-Rohr legt sich<br />
nach <strong>de</strong>m Einziehen ganz eng (close fit)<br />
an die alte Leitung an. Es entsteht kein<br />
zu verfüllen<strong>de</strong>r Ringraum.<br />
Das Compact Pipe wird im Werk als<br />
Standard <strong>PE</strong>-Rohr un<strong>mit</strong>telbar nach<br />
<strong>de</strong>r Extrusion in C-Form gefaltet. Der<br />
im Vergleich zum run<strong>de</strong>n Rohr verringerte<br />
Querschnitt führt zu einem einfachen<br />
Einziehen <strong>de</strong>s Rohres in die Altleitung.<br />
Druck und Wärme sorgen im<br />
Anschluss dafür, dass sich das in<br />
C-Form gefaltete Rohr über <strong>de</strong>n Memory-Effekt<br />
<strong>de</strong>s <strong>PE</strong>-HD Materials aufweitet<br />
und sich close fit an die Altleitung<br />
anschmiegt. Durch das Falten verringert<br />
sich <strong>de</strong>r Querschnitt um ca. 35<br />
Prozent. Alle einragen<strong>de</strong>n Hin<strong>de</strong>rnisse<br />
innerhalb <strong>de</strong>r alten Leitung sind vor<br />
<strong>de</strong>m Einzug zu entfernen. Die Gefahr<br />
von äußeren Beschädigungen bzw.<br />
nachträglichen Punktlasten besteht<br />
hier nicht. Daher wird Compact Pipe<br />
aus Standard <strong>PE</strong> 80- bzw. <strong>PE</strong> 100-Material<br />
gefertigt. Während <strong>de</strong>s Einziehvorganges<br />
ist die Zugwin<strong>de</strong> auf die maximal<br />
zulässige Zugkraft zu begrenzen.<br />
Bei <strong>de</strong>r Sanierung von Kanälen wer<strong>de</strong>n<br />
die vorhan<strong>de</strong>nen Schächte für <strong>de</strong>n Einzug<br />
genutzt, bei Druckrohrleitungen<br />
sind <strong>Bau</strong>gruben erfor<strong>de</strong>rlich. Durch<br />
das Einziehen von <strong>de</strong>r Trommel eignet<br />
sich Compact Pipe beson<strong>de</strong>rs bei beengten<br />
Platzverhältnissen (Abb. 3).<br />
Beim Swagelining wird <strong>de</strong>r einzuziehen<strong>de</strong><br />
kreisrun<strong>de</strong> Querschnitt vor Ort<br />
durch ein Gesenk hindurch gezogen.<br />
Dieses befin<strong>de</strong>t sich un<strong>mit</strong>telbar vor<br />
<strong>de</strong>r <strong>Bau</strong>grube. Bei Wegnahme <strong>de</strong>r Zugkraft<br />
entspannt sich das Rohr durch<br />
Zurück<strong>de</strong>hnen auf die Ursprungsgröße.<br />
Für <strong>de</strong>n Einbau ist die kontinuierliche<br />
Kontrolle <strong>de</strong>r Temperatur, <strong>de</strong>r Zuggeschwindigkeit<br />
und <strong>de</strong>r Zugkraft ent-<br />
Jahresmagazin 12/2007<br />
schei<strong>de</strong>nd. Die Gefahr von äußeren Beschädigungen<br />
wie Kratzer <strong>de</strong>r Riefen<br />
o<strong>de</strong>r langfristigen Punktlasten besteht<br />
beim Swagelining. Auch hier empfehlen<br />
sich Rohre <strong>mit</strong> Schutzeigenschaften,<br />
da <strong>de</strong>r kreisrun<strong>de</strong> Lining-Rohr-<br />
Querschnitt nur geringfügig verjüngt<br />
wird und die Gefahr von Riefenbildungen<br />
gegeben ist. Zu <strong>de</strong>n Close-fit-<br />
Einbauverfahren liefert das DVGW-<br />
Merkblatt GW 320-2 nähere Informationen.<br />
Grundlagen zu Polyethylenrohren<br />
Polyethylenrohre wer<strong>de</strong>n seit 50 Jahren<br />
hergestellt. Bis vor wenigen Jahren fan<strong>de</strong>n<br />
sie ausschließlich Anwendung in<br />
Versorgungsleitungen. Später kam <strong>de</strong>r<br />
Einsatz in Freispiegelleitungen dazu.<br />
Dem Markt stehen heute <strong>PE</strong>-Rohre <strong>mit</strong><br />
unterschiedlichen Eigenschaften und<br />
in verschie<strong>de</strong>nen Rohrkonstruktionen<br />
für nahezu alle Anwendungen im Bereich<br />
<strong>de</strong>r Ver- und Entsorgungstransportsysteme<br />
zur Verfügung. Die Vorteile<br />
<strong>de</strong>s Werkstoffes sind so vielfältig,<br />
wie seine unterschiedlichen Verwendungen<br />
im <strong>PE</strong>–Rohrbereich. Das leichte<br />
Gewicht bringt Handlingvorteile. Die<br />
Festigkeitseigenschaften führten dazu,<br />
dass <strong>PE</strong> ein Standardwerkstoff in <strong>de</strong>r<br />
Versorgung gewor<strong>de</strong>n ist. Die chemische<br />
Resistenz gegenüber <strong>de</strong>n meisten<br />
Laugen und Säuren führt zu Vorteilen<br />
bei Industrieanwendungen. Die Verschweißbarkeit<br />
von <strong>PE</strong> bringt dauerhaft<br />
dichte Systeme. Der Werkstoff <strong>PE</strong><br />
wird in Festigkeiten klassifiziert. So<br />
sind schon durch die Namensgebungen,<br />
die Festigkeiten für <strong>PE</strong> 80 (<strong>mit</strong> einer<br />
Biegezugfestigkeit von 8N/mm 2 )<br />
bzw. <strong>PE</strong> 100 (<strong>mit</strong> einer Biegezugfestigkeit<br />
von 10 N/mm 2 ) angegeben. Da<br />
Thermoplaste wie Polyethylene auch<br />
Kriecheigenschaften zeigen, galt lange<br />
Zeit die fehlen<strong>de</strong> Spannungsrissbeständigkeit<br />
als Nachteil. Standard-Polyethylenrohre<br />
sind <strong>de</strong>shalb grundsätzlich<br />
<strong>mit</strong> einer Sandumhüllung zu versehen.<br />
Seit einigen Jahren stehen nunmehr<br />
spezielle <strong>PE</strong>-100-Typen zur<br />
Verfügung, die auf Grund ihrer Molekülstrukturen<br />
ausreichend spannungsrissbeständig<br />
sind. Für alle Einbauvarianten,<br />
bei <strong>de</strong>nen während <strong>de</strong>r<br />
Installation Riefen entstehen können<br />
o<strong>de</strong>r es während <strong>de</strong>s Betriebs zu Punktlasten<br />
auf <strong>de</strong>m Rohr kommen kann,<br />
empfehlen sich die so genannten<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
<br />
25
Leitungsbau<br />
<strong>PE</strong>-RC (Resistance to crack) -Werkstoffe<br />
(Abb. 4 + 5).<br />
Lebensdauer von <strong>PE</strong> Rohren<br />
Zur Prüfung <strong>de</strong>r Festigkeit wird eine<br />
Rohrprobe im Zeitstand-Innendruckversuch<br />
getestet. Dabei wird <strong>de</strong>r Prüfling<br />
unter Innendruck-Belastung in ein<br />
80 °C heißes Wasserbad gebracht.<br />
Während <strong>de</strong>s Versuchs wird dann <strong>de</strong>r<br />
Druckverlust über die Zeit gemessen.<br />
Der Versuch erlaubt die Prognostizierung<br />
<strong>de</strong>r Lebensdauer <strong>de</strong>s geprüften<br />
<strong>PE</strong>-Rohres unter unterschiedlichen<br />
Betriebsbedingungen. Maßgebliche<br />
Einflussfaktoren sind dabei Temperatur<br />
und Innendruck. Die DIN 8074 bietet<br />
als Grundlage für die Bemessung<br />
von Druckrohren entsprechen<strong>de</strong> Tabellenwerke,<br />
in <strong>de</strong>nen für unterschiedliche<br />
Belastungen die voraussichtliche<br />
Lebensdauer abgelesen wer<strong>de</strong>n kann.<br />
Die Prognostizierung <strong>de</strong>r Lebensdau-<br />
er <strong>mit</strong> Hilfe von Zeitstand-Innendruckversuchen<br />
ist durch die Praxis bewiesen<br />
wor<strong>de</strong>n [KRV Nachrichten Ausgabe<br />
1-2007, 50 Jahre Polyethylen].<br />
Rohre <strong>mit</strong> Schutzeigenschaften müssen<br />
nicht nur <strong>de</strong>m Innendruck standhalten,<br />
son<strong>de</strong>rn zusätzlich verhin<strong>de</strong>rn,<br />
dass ein Riss über einen äußeren Einfluss<br />
entsteht bzw. sich fortpflanzt. Mit<br />
<strong>de</strong>m FNCT (Full Notch Creep Test)<br />
wer<strong>de</strong>n genau diese Eigenschaften getestet.<br />
Eine Rohrprobe wird dabei um-<br />
Tabelle 1 Zuordnung von <strong>PE</strong>-Rohren für unterschiedliche Verlegeverfahren<br />
Abb. 6 Beim Schweißen von <strong>PE</strong> wer<strong>de</strong>n die Schweißflächen durch Temperatur<br />
und Druck stoffschlüssig verbun<strong>de</strong>n.<br />
laufend <strong>mit</strong> einer Kerbe versehen. Unter<br />
Einwirkung von einer 80 °C warmen<br />
Arkopallösung wird die Probe<br />
nun unter konstanter Zugspannung gehalten.<br />
Der FNCT wird grundsätzlich<br />
im so genannten TypeTest (einmalig)<br />
durchgeführt. Bei Rohren für die so<br />
genannten Black Box-Verfahren (z. B.<br />
Berstlining, HDD), sollte darauf geachtet<br />
wer<strong>de</strong>n, dass zusätzlich je<strong>de</strong><br />
Rohstoff-Charge diesem Test unterzogen<br />
wird (siehe lückenlose Qualitätsüberwachung<br />
bei Wavin TS DOQ ).<br />
Belastungs-Bereiche LOW MIDDLE HIGH<br />
Rohraufbau Einschicht Zweischicht Dreischicht<br />
(spez. Wavin Produkte)<br />
Schutzeigenschaften Nein Ja Ja<br />
Qualitätssicherung nicht chargenbezogen nicht chargenbezogen chargenbezogen<br />
Typetest Typetest FNCT Prüfung <strong>mit</strong><br />
<strong>mit</strong> FNCT Folgeprüfung Abnahmezeugnis 3.1interne<br />
QS- 2700/3300 Std. 2700/3300 Std.<br />
Überprüfung<br />
Verlegeverfahren offene <strong>Verlegung</strong> Close-fit-Lining Pflügen, Fräsen, Berstlining,<br />
im Sandbett im Altrohr Relining, Horizontalspülsandbettfreie<br />
Bohrverfahren, sand-<br />
<strong>Verlegung</strong> bettfreie <strong>Verlegung</strong><br />
San<strong>de</strong>inbettung nötig ja nein nein nein<br />
Bewegung im Bo<strong>de</strong>n nein nein nein ja<br />
Produkt <strong>PE</strong>-Classic Compact Pipe SafeTech RC n TS DOQ<br />
Querschnitt kreisförmig c-förmig kreisförmig kreisförmig<br />
Material <strong>PE</strong> 80/100 <strong>PE</strong> 100/ <strong>PE</strong> 100 RC <strong>PE</strong> 100/<strong>PE</strong> 100 RC<br />
Markteinführung Ca.1970 Ca. 1990 2006 2000<br />
Nennweiten 32 – 630 100 – 500 90 – 450 32 – 450<br />
DA [mm]<br />
SDR (unter Beachtung 11 – 17.6 17 – 32 11 – 17 11 – 17<br />
W 400-2)<br />
Lebensdauer [Jahre] 100 100 100<br />
Medien Abwasser, Trinkw., Gas Abwasser, Trinkw., Gas Abwasser, Trinkw., Gas<br />
Anlieferung 12 m, 20 m und 100 m Trommel-Ware 12, 20 m und 100 m 12 m, 20 m und 100 m<br />
Ringbun<strong>de</strong> bis 600 m Ringbun<strong>de</strong> Ringbun<strong>de</strong><br />
Preisfaktoren/Meter ca. 1,0 ca. 1,5 ca. 1,5 ca. 2,0<br />
26 Jahresmagazin 12/2007<br />
Quelle: K. D. Stanko, Wavin GmbH
Verbindungstechnik<br />
Thermoplastische Kunststoffe schmelzen<br />
bei Erwärmung auf und erstarren<br />
wie<strong>de</strong>r bei Abkühlung. <strong>PE</strong>-Rohre können<br />
daher geschweißt wer<strong>de</strong>n. Da sich<br />
<strong>PE</strong> aber grundlegend von an<strong>de</strong>ren<br />
(metallischen) Werkstoffen unterschei<strong>de</strong>t,<br />
bestehen erhebliche Unterschie<strong>de</strong><br />
zu sonst üblichen Schweißund<br />
Verlegetechniken. Beim Schweißen<br />
von <strong>PE</strong> wer<strong>de</strong>n die Fügepartner<br />
(Schweißflächen) unter Anwendung<br />
von Temperatur und Druck stoffschlüssig<br />
verbun<strong>de</strong>n. Grundsätzlich<br />
wird zwischen <strong>de</strong>m Heizelemente-<br />
Stumpfschweißen und <strong>de</strong>m Heizwen<strong>de</strong>lschweißen<br />
unterschie<strong>de</strong>n. Die wesentlichen<br />
Einflussgrößen auf das<br />
Schweißen sind Schweißtemperatur,<br />
Schweißkraft und Schweißzeit. Alle<br />
drei Größen müssen auf <strong>de</strong>n jeweiligen<br />
Werkstoff und das verwen<strong>de</strong>te Rohr<br />
bzw. <strong>de</strong>n Fitting abgestimmt wer<strong>de</strong>n.<br />
Für das Heizelemente-Stumpschweißen<br />
gelten die Richtwerte nach DVS<br />
2207-1. Heizwen<strong>de</strong>lschweiß-Fittinge<br />
wie Muffen o<strong>de</strong>r Anbohrarmaturen<br />
wer<strong>de</strong>n <strong>mit</strong> einem Barco<strong>de</strong> ausgeliefert.<br />
Dieser enthält alle Parameter <strong>de</strong>s<br />
verwen<strong>de</strong>ten Fittings. Der Barco<strong>de</strong><br />
wird vor <strong>de</strong>m Schweißen eingelesen<br />
und direkt an <strong>de</strong>n Schweißautomaten<br />
weitergeleitet. Geschweißte Polyethylenrohre<br />
gelten als längskraftschlüssig<br />
(Abb. 6). Für Liningmaßnahmen wird<br />
grundsätzlich das Heizelemente-<br />
Stumpfschweißen angewen<strong>de</strong>t, da<strong>mit</strong><br />
ein glattwandiger Rohrstrang ohne<br />
Überstand im Muffenbereich entsteht.<br />
Das richtige Polyethylenrohr<br />
für das richtige Verfahren<br />
Für je<strong>de</strong> Anwendung von <strong>PE</strong>-Rohren<br />
sind die Anfor<strong>de</strong>rungen unterschiedlich.<br />
Die Industrie hat daher Polyethylenrohre<br />
<strong>mit</strong> unterschiedlichen Kon-<br />
Autoren:<br />
Dipl.-Ing. Ralf Glanert<br />
Wavin GmbH<br />
Industriestr. 20<br />
49767 Twist<br />
Tel.: 05936 12-428<br />
Fax: 05936 12-393<br />
E-Mail: ralf_glanert@wavin.<strong>de</strong><br />
Internet: www.wavin.<strong>de</strong><br />
Jahresmagazin 12/2007<br />
struktionen entwickelt und diese klassifiziert.<br />
In Tabelle 1 ist die Zuordnung<br />
von <strong>PE</strong>-Rohren für unterschiedlichste<br />
Verlegeverfahren zu sehen. Entsprechen<strong>de</strong><br />
Beanspruchungsklassen<br />
helfen zu unterschei<strong>de</strong>n: die Belastungsklassen<br />
Low für normale, niedrige<br />
Ansprüche, Middle für <strong>mit</strong>tlere Ansprüche<br />
und High für höchste Ansprüche<br />
an das verwen<strong>de</strong>te Rohr.<br />
Zusammenfassung<br />
Die genannten grabenlosen <strong>Bau</strong>verfahren<br />
wer<strong>de</strong>n sich weiter durchsetzen.<br />
Durch diese neuen, sandbettfreien Verlegetechniken<br />
reduzieren sich die Beeinträchtigungen<br />
für Anwohner erheblich.<br />
Langfristige, offene <strong>Bau</strong>maßnahmen<br />
<strong>mit</strong> entsprechen<strong>de</strong>m LKW-<br />
Verkehr wer<strong>de</strong>n dabei vermie<strong>de</strong>n.<br />
Auch die direkten finanziellen Aufwendungen,<br />
z. B. für <strong>Bau</strong>straßen o<strong>de</strong>r<br />
für einen Bo<strong>de</strong>naustausch können entfallen.<br />
Die aufgeführten <strong>Bau</strong>techniken erfor<strong>de</strong>rn<br />
jedoch auch belastungsfähige <strong>PE</strong>-<br />
Rohre, die unter <strong>de</strong>n gefor<strong>de</strong>rten Bedingungen<br />
ihre volle Lebenserwartung<br />
bringen. Die Wavin GmbH berücksichtigt<br />
kurz- und langfristige Belastungsfaktoren<br />
für <strong>PE</strong>-Rohre durch die<br />
Einsortierung <strong>de</strong>r Produkte in die Belastungsklassen<br />
Low – Middle – High.<br />
Dem vor Ort einzusetzen<strong>de</strong>n <strong>Bau</strong>verfahren<br />
ist da<strong>mit</strong> ein<strong>de</strong>utig das richtige<br />
<strong>PE</strong>-Rohr zuzuordnen, um eine langfristige<br />
Betriebssicherheit zu sichern.<br />
Literatur<br />
[1] Dr. Alain Ritter, Georg Fischer Rohrleitungssysteme<br />
AG: 50 Jahre Kunststoff-Know-How<br />
[2] Wavin GmbH, Twist: Technisches Handbuch<br />
Druckrohrsysteme, Sept. 2005<br />
[3] Dipl.-Ing. Schulte: „50 Jahre Rohrsysteme aus<br />
HD<strong>PE</strong>“, KRV Nachrichten, 1/2007<br />
Dipl.-Ing. Fre<strong>de</strong>rik Lipskoch<br />
Wavin GmbH<br />
Industriestr. 20<br />
49767 Twist<br />
Tel.: 05936 12-374<br />
Fax: 05936 12-393<br />
E-Mail: fre<strong>de</strong>rik_lipskoch@wavin.<strong>de</strong><br />
Internet: www.wavin.<strong>de</strong><br />
Pressbohranlagen<br />
Thrust Boring Machines<br />
Rohrberstanlagen<br />
Pipe Bursting Units<br />
Verkauf / Vermietung / Service<br />
Sales / Hire / Service<br />
Alle Bö<strong>de</strong>n All soils<br />
Frischwasser Fresh water<br />
Abwasser Sewage<br />
Rohr verlegen Pipe installation<br />
und sanieren and repair<br />
Pressbohren Thrust boring<br />
Steuerung auch für Long distance<br />
große Entfernungen control<br />
Kleine <strong>Bau</strong>grube Small pit<br />
<strong>PE</strong>RFORATOR ® GmbH<br />
Bei <strong>de</strong>m Gerichte<br />
D-37445 Walkenried<br />
Telefon 0 55 25 / 2 01-0<br />
Telefax 0 55 25 / 2 01-48<br />
eMail: info@sk-walkenried.<strong>de</strong><br />
Internet: www.perforator.<strong>de</strong><br />
27