

Pulvermetallurgie
Pulvermetallurgie
Pulvermetallurgie

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
geringere Porosität aufweisen als die lediglich gesinterten Proben. Dies erklärt<br />
sich dadurch, dass die vorhandene Porosität beim Nachverdichten verringert<br />
wird. Es wird auch deutlich, dass je höher die Presskraft beim Grünpressen war,<br />
die Abnahme der Porosität beim Nachpressen umso geringer wird. Durch<br />
höhere Presskräfte beim Grünpressen und die daraus folgende bessere<br />
Kontaktbildung der zu verpressenden Teilchen ist die Reduzierung der Porosität<br />
durch das Sintern bereits so hoch, dass die Porositätsabnahme durch<br />
Nachpressen quasi keinen Einfluss mehr hat, vgl. Tabelle 6, 900/gesintert und<br />
900/nachverdichtet.<br />
Tabelle 6: Dichte und Porosität der gesinterten und nachverdichteten Proben<br />
Probe Gründichte Porosität<br />
300/gesintert 5,36 0,32<br />
300/nachverdichtet 7,53 0,04<br />
600/gesintert 7,16 0,09<br />
600/nachverdichtet 7,69 0,02<br />
900/gesintert 7,56 0,04<br />
900/nachverdichtet 7,57 0,04<br />
Zudem ist erkennbar, dass die Porosität umso geringer ist, je größer die<br />
aufgebrachte Grünpresskraft war. Durch die höhere Presskraft erfolgt eine<br />
verbesserte Kontaktbildung der Pulverpartikel untereinander, so dass durch das<br />
Sintern eine effektivere Reduzierung der Porosität erzielt wird.<br />
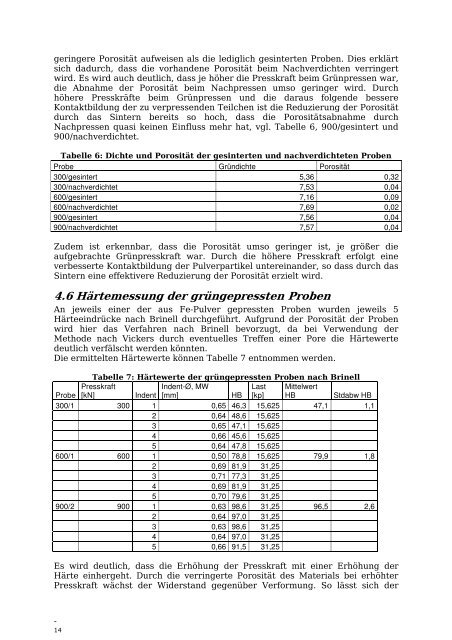
4.6 Härtemessung der grüngepressten Proben<br />
An jeweils einer der aus Fe-Pulver gepressten Proben wurden jeweils 5<br />
Härteeindrücke nach Brinell durchgeführt. Aufgrund der Porosität der Proben<br />
wird hier das Verfahren nach Brinell bevorzugt, da bei Verwendung der<br />
Methode nach Vickers durch eventuelles Treffen einer Pore die Härtewerte<br />
deutlich verfälscht werden könnten.<br />
Die ermittelten Härtewerte können Tabelle 7 entnommen werden.<br />
Tabelle 7: Härtewerte der grüngepressten Proben nach Brinell<br />
Presskraft<br />
Probe [kN]<br />
Indent-Ø, MW<br />
Indent [mm]<br />
HB<br />
Last<br />
[kp]<br />
Mittelwert<br />
HB Stdabw HB<br />
300/1 300 1 0,65 46,3 15,625 47,1 1,1<br />
2 0,64 48,6 15,625<br />
3 0,65 47,1 15,625<br />
4 0,66 45,6 15,625<br />
5 0,64 47,8 15,625<br />
600/1 600 1 0,50 78,8 15,625 79,9 1,8<br />
2 0,69 81,9 31,25<br />
3 0,71 77,3 31,25<br />
4 0,69 81,9 31,25<br />
5 0,70 79,6 31,25<br />
900/2 900 1 0,63 98,6 31,25 96,5 2,6<br />
2 0,64 97,0 31,25<br />
3 0,63 98,6 31,25<br />
4 0,64 97,0 31,25<br />
5 0,66 91,5 31,25<br />
Es wird deutlich, dass die Erhöhung der Presskraft mit einer Erhöhung der<br />
Härte einhergeht. Durch die verringerte Porosität des Materials bei erhöhter<br />
Presskraft wächst der Widerstand gegenüber Verformung. So lässt sich der<br />
-<br />
14
