

Pulvermetallurgie
Pulvermetallurgie
Pulvermetallurgie

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
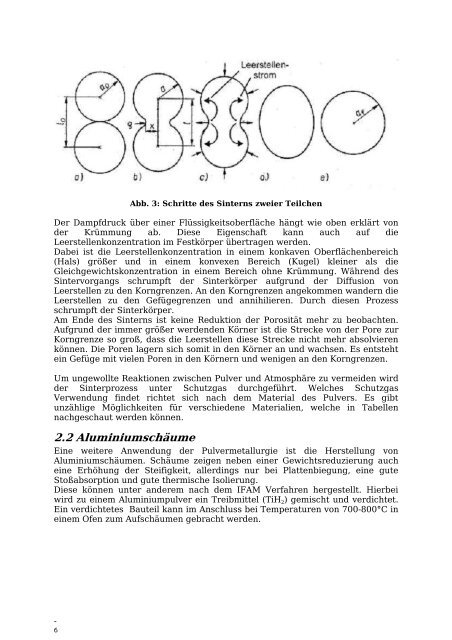
Abb. 3: Schritte des Sinterns zweier Teilchen<br />
Der Dampfdruck über einer Flüssigkeitsoberfläche hängt wie oben erklärt von<br />
der Krümmung ab. Diese Eigenschaft kann auch auf die<br />
Leerstellenkonzentration im Festkörper übertragen werden.<br />
Dabei ist die Leerstellenkonzentration in einem konkaven Oberflächenbereich<br />
(Hals) größer und in einem konvexen Bereich (Kugel) kleiner als die<br />
Gleichgewichtskonzentration in einem Bereich ohne Krümmung. Während des<br />
Sintervorgangs schrumpft der Sinterkörper aufgrund der Diffusion von<br />
Leerstellen zu den Korngrenzen. An den Korngrenzen angekommen wandern die<br />
Leerstellen zu den Gefügegrenzen und annihilieren. Durch diesen Prozess<br />
schrumpft der Sinterkörper.<br />
Am Ende des Sinterns ist keine Reduktion der Porosität mehr zu beobachten.<br />
Aufgrund der immer größer werdenden Körner ist die Strecke von der Pore zur<br />
Korngrenze so groß, dass die Leerstellen diese Strecke nicht mehr absolvieren<br />
können. Die Poren lagern sich somit in den Körner an und wachsen. Es entsteht<br />
ein Gefüge mit vielen Poren in den Körnern und wenigen an den Korngrenzen.<br />
Um ungewollte Reaktionen zwischen Pulver und Atmosphäre zu vermeiden wird<br />
der Sinterprozess unter Schutzgas durchgeführt. Welches Schutzgas<br />
Verwendung findet richtet sich nach dem Material des Pulvers. Es gibt<br />
unzählige Möglichkeiten für verschiedene Materialien, welche in Tabellen<br />
nachgeschaut werden können.<br />
2.2 Aluminiumschäume<br />
Eine weitere Anwendung der <strong>Pulvermetallurgie</strong> ist die Herstellung von<br />
Aluminiumschäumen. Schäume zeigen neben einer Gewichtsreduzierung auch<br />
eine Erhöhung der Steifigkeit, allerdings nur bei Plattenbiegung, eine gute<br />
Stoßabsorption und gute thermische Isolierung.<br />
Diese können unter anderem nach dem IFAM Verfahren hergestellt. Hierbei<br />
wird zu einem Aluminiumpulver ein Treibmittel (TiH 2 ) gemischt und verdichtet.<br />
Ein verdichtetes Bauteil kann im Anschluss bei Temperaturen von 700-800°C in<br />
einem Ofen zum Aufschäumen gebracht werden.<br />
-<br />
6
