3 Blechumformung - Christiani
3 Blechumformung - Christiani
3 Blechumformung - Christiani

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
260 3 <strong>Blechumformung</strong><br />
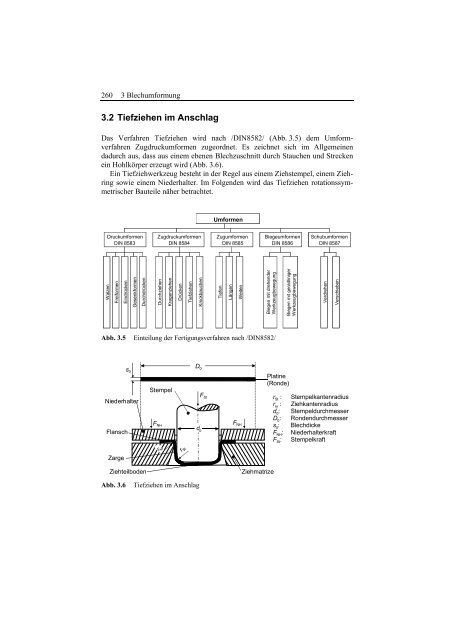
3.2 Tiefziehen im Anschlag<br />
Das Verfahren Tiefziehen wird nach /DIN8582/ (Abb. 3.5) dem Umformverfahren<br />
Zugdruckumformen zugeordnet. Es zeichnet sich im Allgemeinen<br />
dadurch aus, dass aus einem ebenen Blechzuschnitt durch Stauchen und Strecken<br />
ein Hohlkörper erzeugt wird (Abb. 3.6).<br />
Ein Tiefziehwerkzeug besteht in der Regel aus einem Ziehstempel, einem Ziehring<br />
sowie einem Niederhalter. Im Folgenden wird das Tiefziehen rotationssymmetrischer<br />
Bauteile näher betrachtet.<br />
Walzen<br />
Druckumformen<br />
DIN 8583<br />
Freiformen<br />
Eindrücken<br />
Gesenkformen<br />
Durchdrücken<br />
Zugdruckumformen<br />
DIN 8584<br />
Durchziehen<br />
Kragenziehen<br />
Drücken<br />
Tiefziehen<br />
Knickbauchen<br />
Umformen<br />
Zugumformen<br />
DIN 8585<br />
Tiefen<br />
Längen<br />
Weiten<br />
Biegeumformen<br />
DIN 8586<br />
Biegen mit drehender<br />
Werkzeugbewegung<br />
Abb. 3.5 Einteilung der Fertigungsverfahren nach /DIN8582/<br />
Niederhalter<br />
Flansch<br />
Zarge<br />
s 0<br />
Ziehteilboden<br />
Stempel<br />
F NH<br />
r M<br />
r St<br />
D 0<br />
Abb. 3.6 Tiefziehen im Anschlag<br />
d 0<br />
F St<br />
F NH<br />
Ziehmatrize<br />
Biegen mit geradliniger<br />
Werkzeugbewegung<br />
Platine<br />
(Ronde)<br />
Schubumformen<br />
DIN 8587<br />
Verdrehen<br />
Verschieben<br />
r St : Stempelkantenradius<br />
r m : Ziehkantenradius<br />
d 0 : Stempeldurchmesser<br />
D 0 : Rondendurchmesser<br />
s 0 : Blechdicke<br />
F NH: Niederhalterkraft<br />
F St: Stempelkraft