3 Blechumformung - Christiani
3 Blechumformung - Christiani
3 Blechumformung - Christiani

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
3 <strong>Blechumformung</strong><br />
3.1 Verfahren der <strong>Blechumformung</strong><br />
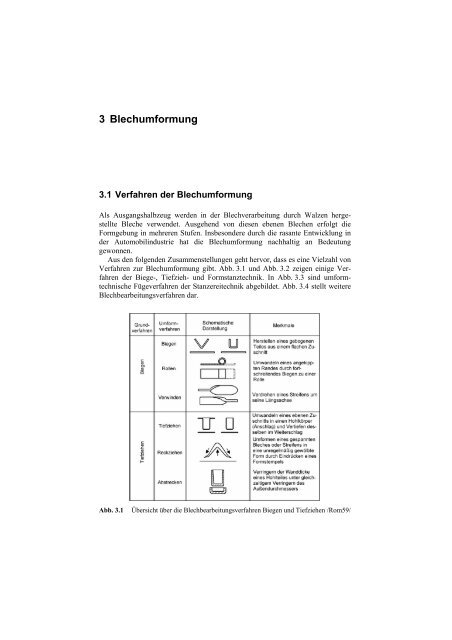
Als Ausgangshalbzeug werden in der Blechverarbeitung durch Walzen hergestellte<br />
Bleche verwendet. Ausgehend von diesen ebenen Blechen erfolgt die<br />
Formgebung in mehreren Stufen. Insbesondere durch die rasante Entwicklung in<br />
der Automobilindustrie hat die <strong>Blechumformung</strong> nachhaltig an Bedeutung<br />
gewonnen.<br />
Aus den folgenden Zusammenstellungen geht hervor, dass es eine Vielzahl von<br />
Verfahren zur <strong>Blechumformung</strong> gibt. Abb. 3.1 und Abb. 3.2 zeigen einige Verfahren<br />
der Biege-, Tiefzieh- und Formstanztechnik. In Abb. 3.3 sind umformtechnische<br />
Fügeverfahren der Stanzereitechnik abgebildet. Abb. 3.4 stellt weitere<br />
Blechbearbeitungsverfahren dar.<br />
Abb. 3.1 Übersicht über die Blechbearbeitungsverfahren Biegen und Tiefziehen /Rom59/
258 3 <strong>Blechumformung</strong><br />
Abb. 3.2 Übersicht über das Blechbearbeitungsverfahren Formstanzen /Rom59/<br />
Grundverfahren<br />
Verbindungsarten der Stanzereitechnik<br />
Umformverfahren<br />
Falzen<br />
Sicken und<br />
Hohlnieten<br />
Verbinden<br />
durch<br />
Laschen<br />
Einpressen<br />
Nieten<br />
Kaltschweißen<br />
Schematische<br />
Darstellung<br />
Merkmale<br />
Verbinden zweier etwa gleich<br />
dicker Bleche oder Einzelteile<br />
durch Herstellen eines<br />
Formschlusses durch Abbiegen<br />
oder Umbiegen der Kanten<br />
beider Partner<br />
Verbinden zweier Einzelteile<br />
durch Andrücken des äußeren<br />
oder Erweitern des inneren<br />
Einzelteiles<br />
Verbinden zweier Einzelteile<br />
durch Bilden einer Lasche<br />
aus dem einen Teil, Einführung<br />
derselben durch einen<br />
Schlitz am anderen Teil und<br />
Abbiegen derselben<br />
Verbinden zweier Einzelteile<br />
durch Einpressen des einen<br />
in das andere und nachfolgendes<br />
Herstellen eines<br />
Kraftschlusses durch Umformen<br />
eines oder beider Teile<br />
Verbinden von zwei oder<br />
mehreren Blechen oder Fertigteilen,<br />
die getrennt angefertigt<br />
worden sind, durch<br />
den Formschluss eines mit<br />
Köpfen versehenen Bolzens<br />
Verbinden zweier Bleche oder<br />
Einzelteile bei Raumtemperatur<br />
durch einen auf sie ausgeübten<br />
Druck, wobei metallische<br />
Bingung eintritt<br />
Abb. 3.3 Übersicht über die Verbindungsarten der Stanzereitechnik /Rom59/
Umformverfahren<br />
Durchziehen<br />
Aufstellen<br />
eines Bordes<br />
Umbördeln<br />
Einziehen<br />
a) Planieren<br />
b) Formschlagen<br />
Prägen<br />
Ankörnen<br />
Einschlagen<br />
Schematische<br />
Dastellung<br />
Abb. 3.4 Weitere Blechbearbeitungsverfahren /Rom59/<br />
3.1 Verfahren der <strong>Blechumformung</strong> 259<br />
Merkmale<br />
Bilden eines Mantels an vorher<br />
gelochten Teilen auf<br />
Kosten der Wanddicke<br />
Aufstellen von niedrigen Rändern<br />
beliebiger Form insbesondere<br />
durch Stauchung<br />
Bilden eines Wulstes am<br />
Rande eines Hohlteiles durch<br />
Anrollen eines Hohlbordes<br />
Verengen eines rohrförmigen<br />
hohlen oder bauchigen Teiles<br />
an seinem Ende durch Verringern<br />
seines Durchmessers<br />
Richten eines flachen oder gekrümmten<br />
Werkstücks. Endgültige<br />
Formgebung eines<br />
Hohlteiles<br />
Umformen eines Teiles bei<br />
Veränderung der Werkstoffdicke<br />
zwischen Ober- und<br />
Unterstempel, wobei die Gravur<br />
des Oberstempels nicht<br />
das Gegenstück der Gravur<br />
des Unterstempels ist<br />
Einschlagen einer Körnerspitze<br />
in die Oberfläche eines<br />
Gegenstandes zur Markierung<br />
oder um einen Bohrer<br />
ansetzen zu können<br />
Einschlagen eines verhältnismäßig<br />
flachen Reliefs in die<br />
Oberfläche eines Gegenstandes<br />
unter örtlicher Verdrängung<br />
des Werkstoffes
260 3 <strong>Blechumformung</strong><br />
3.2 Tiefziehen im Anschlag<br />
Das Verfahren Tiefziehen wird nach /DIN8582/ (Abb. 3.5) dem Umformverfahren<br />
Zugdruckumformen zugeordnet. Es zeichnet sich im Allgemeinen<br />
dadurch aus, dass aus einem ebenen Blechzuschnitt durch Stauchen und Strecken<br />
ein Hohlkörper erzeugt wird (Abb. 3.6).<br />
Ein Tiefziehwerkzeug besteht in der Regel aus einem Ziehstempel, einem Ziehring<br />
sowie einem Niederhalter. Im Folgenden wird das Tiefziehen rotationssymmetrischer<br />
Bauteile näher betrachtet.<br />
Walzen<br />
Druckumformen<br />
DIN 8583<br />
Freiformen<br />
Eindrücken<br />
Gesenkformen<br />
Durchdrücken<br />
Zugdruckumformen<br />
DIN 8584<br />
Durchziehen<br />
Kragenziehen<br />
Drücken<br />
Tiefziehen<br />
Knickbauchen<br />
Umformen<br />
Zugumformen<br />
DIN 8585<br />
Tiefen<br />
Längen<br />
Weiten<br />
Biegeumformen<br />
DIN 8586<br />
Biegen mit drehender<br />
Werkzeugbewegung<br />
Abb. 3.5 Einteilung der Fertigungsverfahren nach /DIN8582/<br />
Niederhalter<br />
Flansch<br />
Zarge<br />
s 0<br />
Ziehteilboden<br />
Stempel<br />
F NH<br />
r M<br />
r St<br />
D 0<br />
Abb. 3.6 Tiefziehen im Anschlag<br />
d 0<br />
F St<br />
F NH<br />
Ziehmatrize<br />
Biegen mit geradliniger<br />
Werkzeugbewegung<br />
Platine<br />
(Ronde)<br />
Schubumformen<br />
DIN 8587<br />
Verdrehen<br />
Verschieben<br />
r St : Stempelkantenradius<br />
r m : Ziehkantenradius<br />
d 0 : Stempeldurchmesser<br />
D 0 : Rondendurchmesser<br />
s 0 : Blechdicke<br />
F NH: Niederhalterkraft<br />
F St: Stempelkraft
3.2 Tiefziehen im Anschlag 261<br />
Eine Blechronde mit dem Ausgangsdurchmesser D0 wird zunächst zwischen Ziehring<br />
und Niederhalter eingespannt. Die durch die Tiefziehpresse aufgebrachte<br />
Niederhalterkraft FNH verhindert die Faltenbildung im Flanschbereich (Falten 1.<br />
Art). In der ersten Phase des Umformvorgangs formt der Ziehstempel den Ziehteilboden<br />
aus. Dieser Vorgang wird als Streckziehen bezeichnet, dabei fließt der<br />
Werkstoff aus der Blechdicke (Abb. 3.7).<br />
Das Flanscheinzugsmaß fez definiert das Maß der Ausstreckung des in den<br />
Ziehspalt eingezogenen Blechwerkstoffs. Simon gibt zur Berechnung des<br />
Flanscheinzugsmaßes folgende Beziehung an /Sim89/:<br />
f<br />
ez<br />
=<br />
0,<br />
41<br />
μ ⋅ p<br />
0<br />
N<br />
⎛<br />
⋅<br />
⎜<br />
⎝<br />
h<br />
r<br />
min<br />
⎞<br />
⎟<br />
⎠<br />
2<br />
(3.1)<br />
Hierbei findet kein Nachfließen des Werkstoffs aus dem Flanschbereich statt.<br />
Die größte Blechdickenabnahme findet jeweils über dem kleineren Radius<br />
statt; entweder über dem Ziehringradius rM (Abb. 3.7, oben) oder über dem<br />
Stempelkantenradius rSt (Abb. 3.7, unten). Jeweils im Bereich der kleinsten<br />
Blechdicke vor Einzugbeginn des Flansches findet später die Rissinitialisierung<br />
statt; z.B. am Auslauf der Stempelkantenrundung, wenn rSt der kleinere Radius ist.<br />
Übersteigt in der zweiten Phase des Umformvorgangs die durch den Ziehstempel<br />
eingeleitete Kraft die Flanscheinzugskraft, das heißt die Summe der ideellen<br />
Umformkraft sowie der Reibkraft im Ziehteilflansch, wird der eigentliche<br />
Tiefziehvorgang eingeleitet. Der Werkstoff fließt aus dem Flanschbereich in die<br />
Ziehteilzarge. Dabei verdickt sich das Blech im Außenbereich des Flansches.<br />
s 0<br />
s 0<br />
V min I<br />
D0 II<br />
D0 I<br />
Stempel<br />
V min II<br />
r St<br />
V 0<br />
r St<br />
s min<br />
s min<br />
r M<br />
r M<br />
f ez<br />
f ez<br />
Ziehring<br />
s 0<br />
s 0<br />
r M=r min<br />
s 0<br />
r St=r min<br />
f ez: Flanscheinzugsmaß<br />
s min: minimale Blechdicke<br />
r M: Ziehringradius<br />
r St: Stempelkantenradius<br />
s 0: Ausgangsblechdicke<br />
Abb. 3.7 Idealisierung der Blechdickenabnahme im Bereich Stempel-/Ziehkante<br />
/Sim89/
262 3 <strong>Blechumformung</strong><br />
Streckziehen zu<br />
Beginn des<br />
Umformvorgangs<br />
Tiefziehen nach der<br />
Ausbildung des<br />
Ziehteilbodens<br />
Abb. 3.8 Der Streck- und Tiefziehvorgang<br />
Auslauf der Stempelkantenrundung<br />
(plane strain)<br />
Ebene Dehnung / σt behinderte einachsige<br />
Zugbeanspruchung<br />
Ziehteilboden<br />
σr = Radialspannungen<br />
σt = Tangentialspannungen<br />
σn = Normalspannungen<br />
σ r<br />
σ r σ t<br />
σ t σ r<br />
σ r<br />
σ n σ t<br />
σ t<br />
Tiefziehen<br />
σn Flansch / Umformbereich<br />
Tiefziehen/ Umformbereich<br />
gekennzeichnet durch<br />
Zug-/Druckbeanspruchung<br />
σ r σt<br />
Flansch<br />
Zarge<br />
σ r<br />
Tiefziehen<br />
Boden / Kraftübertragunszone<br />
Streckziehen gekennzeichnet durch<br />
Zug-/Zugbeanspruchung<br />
Abb. 3.9 Beanspruchungen beim Tiefziehen im Anschlag /Sim89/<br />
Da die Umformkraft in den Boden des Ziehteils eingeleitet und über die Zarge in<br />
die Umformzone geleitet wird, handelt es sich beim Tiefziehen um ein Verfahren<br />
mit mittelbarer Krafteinwirkung. In Abb. 3.9 werden die auftretenden Beanspruchungen<br />
beim Tiefziehen im Anschlag dargestellt. Der Tiefziehvorgang<br />
zeichnet sich durch folgende drei unterschiedliche Beanspruchungen aus:<br />
• Flanschbereich: Zug-/Druckbeanspruchung,<br />
• Bodenbereich: Zug-/Stauchbeanspruchung,<br />
• Auslauf der Stempelkante: behinderte einachsige Zugbeanspruchung, d.h.<br />
ebener Dehnungszustand, der bei Vernachlässigung der Normalspannung durch<br />
eine direkte und indirekte Zugbeanspruchung gekennzeichnet ist.<br />
Anhand der unterschiedlichen Spannungszustände wird deutlich, dass der Werkstoff<br />
beim Tiefziehen ganz unterschiedlichen Beanspruchungen genügen muss.
3.2.1 Spannungen beim Tiefziehen<br />
3.2 Tiefziehen im Anschlag 263<br />
Die Umformung des Flanschbereichs ist durch eine Superposition von radialen<br />
Zug- σr und tangentialen Druck- σt sowie normalen Druckspannungen σn charakterisiert.<br />
Der Niederhalter unterbindet ein Ausknicken des Blechs aufgrund der<br />
tangentialen Druckspannungen σt (Falten 1. Art). Im Zargenbereich liegen aufgrund<br />
der in den Bodenbereich eingeleiteten Ziehkraft Zugspannungen vor. Im<br />
Bereich des Ziehteilbodens wirken während des Tiefziehprozesses radiale und<br />
tangentiale Zugspannungen.<br />
Abb. 3.10 zeigt den Verlauf der radialen Zug- σr bzw. tangentialen Druckspannungen<br />
σt am Beispiel eines Volumenelementes des Ziehteilflansches. In<br />
Blechdickenrichtung wirken normale Druckspannungen σn.<br />
Berechnung von σr,id<br />
Zur ideellen Umformkraft Fid gehört die ideelle Spannung σid, die unter Vernachlässigung<br />
der Reibung der radialen Spannung σr entspricht. Die radiale Spannung<br />
σr kann nach Siebel /Sie54/ wie folgt berechnet werden.<br />
Aus<br />
folgt<br />
dα<br />
σ r ⋅ r ⋅dα<br />
⋅ s0<br />
− ( σ r + dσ<br />
r ) ⋅(<br />
r + dr)<br />
⋅dα<br />
⋅ s0<br />
+ 2⋅σ<br />
t ⋅ s0<br />
⋅ ⋅dr<br />
= 0 (3.2)<br />
2<br />
− σ ⋅ r −σ<br />
⋅dr<br />
− dσ<br />
⋅dr<br />
+ σ ⋅dr<br />
= 0<br />
(3.3)<br />
d r r<br />
r t<br />
a) b)<br />
Z<br />
s 0<br />
σ r +dσ r<br />
dα<br />
2<br />
dr<br />
σ t<br />
σ t<br />
σ r<br />
D 0<br />
r<br />
dα<br />
+σ<br />
−σ<br />
σ r<br />
k f<br />
σ t<br />
σ n<br />
r m<br />
d0 rS D<br />
σ z = 0, falls kein Niederhalter<br />
vorhanden<br />
Abb. 3.10 Spannungsverteilung im Ziehteilflansch (a) sowie Verlauf der Spannungen (b)<br />
Z<br />
d
264 3 <strong>Blechumformung</strong><br />
und unter der Annahme von<br />
folgt schließlich<br />
d r<br />
σ ⋅dr = 0<br />
(3.4)<br />
dr<br />
σ r = −(<br />
σ r −σ<br />
) ⋅<br />
(3.5)<br />
r<br />
d t<br />
Mit dem Fließkriterium nach Tresca kf = σmax - σmin ergibt sich somit für die<br />
Radialspannungen:<br />
r<br />
dr<br />
r ( ) = − ∫ k f ( r)<br />
= −k<br />
f<br />
r<br />
r=<br />
R<br />
⎛ r ⎞<br />
⎛ R ⎞<br />
σ r ( r)<br />
⋅ln⎜<br />
⎟ bzw. σ r ( r) = kf<br />
( r)<br />
⋅ln⎜<br />
⎟ . (3.6)<br />
⎝ R ⎠<br />
⎝ r ⎠<br />
Darin kann kf(r) durch die genäherte konstante Formänderungsfestigkeit kfm<br />
(Abb. 3.11, rechts) ersetzt werden, wobei gilt:<br />
Damit wird<br />
r: Radius am Innenrand<br />
R: Radius am Außenrand der Ronde<br />
1<br />
k fm = ( kf1<br />
+ kf2)<br />
(3.7)<br />
2<br />
r=<br />
R<br />
dr<br />
σ r ( r)<br />
= kfm<br />
⋅ ∫ .<br />
(3.8)<br />
r<br />
Diese Spannung σr entspricht der ideellen radialen Spannung σr,id, also wird<br />
mit<br />
r=<br />
r<br />
R<br />
D<br />
σ r(<br />
r = r0<br />
) = kfm<br />
⋅ln<br />
= kfm<br />
⋅ln<br />
(3.9)<br />
r0<br />
d0<br />
D<br />
β =<br />
(3.10)<br />
d<br />
0
folgt<br />
3.2 Tiefziehen im Anschlag 265<br />
σ r = r ) = k ⋅ln<br />
β<br />
(3.11)<br />
r ( 0 fm<br />
Berechnung von σt,id<br />
σt,id wird nachfolgend als σt bezeichnet.<br />
k = σ −σ<br />
⇒ σ = σ − k<br />
(3.12)<br />
fm<br />
3.2.2 Formänderungen im Flanschbereich<br />
r<br />
t<br />
t<br />
In Abb. 3.11 werden zwei Bereiche des Ziehteilflansches betrachtet, wobei die<br />
Blechdicke s0 als konstant angenommen wird. Es wird vorausgesetzt, dass die<br />
äußere und die innere der betrachteten Flächen gleich sind.<br />
Es sei<br />
0<br />
r<br />
D 0<br />
fm<br />
D1<br />
ϕ 1 = ln , ϕ 2 = ln<br />
(3.13)<br />
d D<br />
Aufgrund der Gleichheit der betrachteten Flächen ergibt sich:<br />
daraus folgt<br />
k f<br />
k f1<br />
k fm<br />
k f2<br />
π 2 2 π 2<br />
⋅(<br />
D0 − D ) = ( D1<br />
− d<br />
4<br />
4<br />
2<br />
1<br />
2<br />
0<br />
2<br />
2<br />
0<br />
2<br />
0<br />
)<br />
(3.14)<br />
D = D − D + d .<br />
(3.15)<br />
Fließkurve<br />
ϕ2 ϕ ϕ1 ϕ<br />
Außenrand Innenrand<br />
Abb. 3.11 Durchmesser der betrachteten Flanschbereiche und Fließkurve<br />
d 0<br />
D 1<br />
D 0<br />
D
266 3 <strong>Blechumformung</strong><br />
Nach Einführung der Ziehverhältnisse ergibt sich:<br />
mit<br />
folgt<br />
und somit<br />
D<br />
d<br />
2 2 2<br />
1 D0<br />
D<br />
= − +<br />
2 2 2<br />
0 d0<br />
d0<br />
2<br />
D1<br />
⎛ D0<br />
⎞ ⎛ D ⎞<br />
1 bzw. = ⎜ ⎟ − ⎜ ⎟ + 1<br />
2<br />
d<br />
⎜ ⎟ ⎜ ⎟<br />
0 ⎝ d0<br />
⎠ ⎝ d0<br />
⎠<br />
0<br />
0<br />
2<br />
2<br />
(3.16)<br />
D D<br />
β 0 = und β =<br />
(3.17)<br />
d d<br />
2<br />
1<br />
2<br />
0<br />
2<br />
0<br />
2<br />
2<br />
0<br />
0<br />
2<br />
0<br />
D = β ⋅d<br />
− β ⋅d<br />
+ d<br />
(3.18)<br />
D<br />
d<br />
2<br />
1<br />
2<br />
0<br />
2 2<br />
= β0<br />
− β +<br />
Schließlich ergibt sich für den Innenrand<br />
und für den Außenrand<br />
D1<br />
2 2<br />
ϕ1<br />
= ln = ln β0<br />
− β + 1<br />
d<br />
0<br />
1<br />
D0<br />
β0<br />
ϕ 2 = ln = ln .<br />
D β<br />
(3.19)<br />
(3.20)<br />
(3.21)<br />
Abb. 3.12 stellt den Verlauf der mittleren Fließspannung kfm über den Flanscheinzugsweg<br />
dar. Die mittlere Fließspannung steigt während des Tiefziehprozesses<br />
an. Dieses ist unter anderem darauf zurückzuführen, dass der Blechwerkstoff<br />
während der Umformung einer Verfestigung unterliegt. Abb. 3.13 zeigt den qualitativen<br />
Verlauf der Fließspannung eines Volumenelements über den Flanscheinzugsweg.
Niederhalter FNH<br />
Ziehring<br />
Stempel<br />
F NH<br />
F NH<br />
r M<br />
Blech<br />
D 0<br />
D 0<br />
D<br />
D 0<br />
D<br />
r St<br />
D<br />
d 0<br />
d 0<br />
d 0<br />
F St<br />
F St<br />
F St<br />
k f<br />
kf1 kfm kf2 k f<br />
kf1 kfm kf2 kf kf1 kfm kf2 3.2 Tiefziehen im Anschlag 267<br />
ϕ2 ϕ ϕ1 Außenrand Innenrand<br />
ϕ2 ϕ ϕ1 Außenrand Innenrand<br />
ϕ2ϕ ϕ1 Außenrand Innenrand<br />
Fließkurve<br />
ϕ<br />
Fließkurve<br />
ϕ<br />
Fließkurve<br />
Abb. 3.12 Betrachtung der mittleren Fließspannung über den Flanscheinzugsweg<br />
Volumenelement<br />
Niederhalter<br />
Ziehring<br />
Stempel<br />
F NH<br />
r M<br />
A B C<br />
D<br />
D 0<br />
r St<br />
d 0<br />
F St<br />
Blech<br />
Fließspannung k f<br />
A<br />
B<br />
Außenrand Innenrand<br />
ϕ<br />
Flanscheinzugsweg<br />
C<br />
Volumenelement<br />
Abb. 3.13 Qualitativer Verlauf der Fließspannung eines Volumenelements (Abb. 3.12)<br />
über den Flanscheinzugweg
268 3 <strong>Blechumformung</strong><br />
3.2.3 Kräfte beim Tiefziehen<br />
3.2.3.1 Gesamtkraftverlauf<br />
Nach Siebel /Sie32/ und Panknin /Pan61/ ergibt sich die Gesamtkraft FGes beim<br />
Tiefziehen wie folgt:<br />
F = F + F + F + F<br />
(3.22)<br />
ges<br />
F id: Ideelle Umformkraft<br />
F rb: Rückbiegekraft<br />
F RZ: Reibkraft an der Ziehringrundung<br />
F RN: Reibkraft zwischen Ziehring und Niederhalter<br />
3.2.3.2 Ideelle Umformkraft Fid<br />
Es ergibt sich die ideelle Radialspannung zu:<br />
id<br />
rb<br />
RZ<br />
RN<br />
D0<br />
σ r, id = 1,<br />
1⋅<br />
kfm ⋅ln<br />
.<br />
(3.23)<br />
d<br />
Mit dem Faktor 1,1 wird nach Panknin der Unterschied zwischen den Fließhypothesen<br />
von v. Mises und Tresca erfasst. Die ideelle Umformkraft Fid wird<br />
zudem für rotationssymmetrische Ziehteile mit<br />
wie folgt berechnet /Sie40, Sie56, Pan61/:<br />
id<br />
k<br />
fm<br />
0<br />
kf1<br />
+ kf<br />
2 = (3.24)<br />
2<br />
D<br />
F = ⋅ A = π ⋅d<br />
⋅ s ⋅1,<br />
1⋅<br />
k ⋅ln<br />
σ m 0 fm<br />
(3.25)<br />
d0<br />
s 0<br />
d 0<br />
d m = d 0 + s 0<br />
Abb. 3.14 Mittlerer Zargendurchmesser d m
3.2 Tiefziehen im Anschlag 269<br />
Hierbei ist dm der mittlere Zargendurchmesser des Ziehteils (Abb. 3.14). Die<br />
mittlere Formänderungsfestigkeit kfm ergibt sich nach Abb. 3.12, rechts.<br />
3.2.3.3 Rückbiegekraft Frb<br />
Der Blechwerkstoff würde, wie in Abb. 3.15 gezeigt, die Krümmung durch den<br />
Ziehring fortsetzen wollen. Um diesem Effekt entgegen zu wirken, muss während<br />
des Tiefziehprozesses die Rückbiegekraft Frb aufgebracht werden. Mit dem Ziehkantenradius<br />
rM gilt für die Rückbiegekraft Frb:<br />
F<br />
rb<br />
3.2.3.4 Reibkraft FRN<br />
k<br />
2 f 1<br />
σ rb ⋅ A = ⋅ dm<br />
⋅ s0<br />
⋅<br />
(3.26)<br />
4⋅ rM<br />
= π<br />
Die Reibkraft FRN zwischen Niederhalter und Ziehring kann unter Berücksichtigung<br />
des Reibkoeffizienten µN zwischen Niederhalter bzw. Ziehring und Ziehteilflansch<br />
gemäß folgender Gleichung berechnet werden:<br />
F<br />
d0<br />
= ⋅ μ N ⋅ FNH<br />
(3.27)<br />
D<br />
RN 2 ⋅<br />
Die Niederhalterkraft FNH berechnet sich wie folgt:<br />
2 2 π 2 2<br />
( D0<br />
− d0<br />
) ⋅ pN<br />
= ⋅ d0<br />
⋅ ( 0 −1)<br />
pN<br />
π<br />
FNH = ⋅<br />
β ⋅<br />
4<br />
4<br />
Ziehring<br />
Blechstreifen würde<br />
Rundung fortsetzen<br />
Blech<br />
Abb. 3.15 Ursache für das Auftreten der Rückbiegekraft F rb<br />
r M<br />
F rb<br />
(3.28)
270 3 <strong>Blechumformung</strong><br />
Zur Berechnung der spezifischen Niederhalterpressung pN wurden von Siebel<br />
/Sie54/ und Geleji /Gel60/ folgende Beziehungen ermittelt:<br />
⎛ 2 3 ⎛ d0<br />
⎞⎞<br />
pN = 0, 002L<br />
0,<br />
0025⋅<br />
⎜ β0<br />
−1<br />
+ 0,<br />
5⋅<br />
⎟⋅<br />
R<br />
⎜<br />
⎜<br />
100 s ⎟<br />
⎟<br />
(3.29)<br />
⎝<br />
⎝ ⋅ 0 ⎠⎠<br />
Siebel: ( ) m<br />
Geleji:<br />
( d + 2u)<br />
0,<br />
016⋅<br />
p ⋅<br />
mit der Annahme, dass R p0,2 = 0,8�R m<br />
u: Ziehspalt<br />
R m: Zugfestigkeit<br />
0<br />
N = Rm<br />
(3.30)<br />
D0<br />
+ d0<br />
+ 2u<br />
Sommer /Som86/ berücksichtigt neben der jeweiligen Flanschfläche auch die<br />
Formänderungsfestigkeit des Werkstoffs.<br />
p = k ⋅m<br />
⋅ R<br />
(3.31)<br />
N<br />
k: Faktor zur Berücksichtigung von Blechdickenunterschieden<br />
m: Faktor zur Berücksichtigung von Maßabweichungen des Werkzeugs<br />
Diese Faktoren werden experimentell ermittelt. Stock /Sto96/ berücksichtigt auch<br />
die zum Anbiegen des Flansches erforderliche Niederhalterpressung pN,AB:<br />
p<br />
N, AB<br />
π<br />
=<br />
m<br />
( d0<br />
+ 2⋅<br />
( rM<br />
+ u)<br />
⋅ s0<br />
)<br />
r ⋅(<br />
D − d − 2⋅<br />
u)<br />
3.2.3.5 Reibkraft an der Ziehringrundung FRZ<br />
Schließlich gilt für die Reibkraft FRZ an der Ziehringrundung:<br />
M<br />
μZ<br />
⋅α<br />
FRZ = ( e −1)<br />
⋅(<br />
Fid<br />
+ FRN<br />
)<br />
0<br />
0<br />
(3.32)<br />
(3.33)<br />
wobei µz der Reibkoeffizient zwischen Ziehteil und Ziehkantenradius und α der<br />
Umlenkwinkel an der Ziehkante ist.<br />
Abb. 3.16, links zeigt den überproportional steigenden Verlauf der Niederhalterkraft<br />
FNH in Bezug auf die Ziehkraft F + ges. Der in Abb. 3.16, rechts dargestellte<br />
abfallende Verlauf des Grenzziehverhältnisses (vgl. Kap. 3.4.1 und Kap.<br />
3.4.2) über den auf die Blechdicke bezogenen Stempeldurchmesser ist auf die mit<br />
dem Durchmesser quadratisch zunehmende Flanschfläche zurückzuführen. Die<br />
Reibung hat somit bei größeren Ziehteilen einen höheren Einfluss auf das Grenzziehverhältnis.
Niederhalterkraft F NH<br />
Ziehkraft F + ges<br />
5000<br />
KN<br />
4000<br />
3000<br />
2000<br />
1000<br />
Stempeldurchmesser d 0<br />
F NH<br />
F + ges<br />
0<br />
0 200 400 600 800 1000<br />
1200<br />
mm<br />
Grenzziehverhältnis β 0,max<br />
3.2 Tiefziehen im Anschlag 271<br />
2,2<br />
2,0<br />
1,8<br />
1,6<br />
1,4<br />
1,2<br />
1,0<br />
0 200 400 600 800 1000 1200<br />
Abb. 3.16 Niederhalterkraft und Ziehkraft über dem Stempeldurchmesser sowie der<br />
Verlauf des Grenzziehverhältnisses<br />
Die hier dargestellten Zusammenhänge sollen ein grundsätzliches Verständnis der<br />
Spannungen und Formänderungen im Flanschbereich beim Tiefziehen vermitteln.<br />
3.2.3.6 Ziehkraftberechnung nach dem „Prinzip der virtuellen<br />
Arbeit“<br />
Die benötigte Stempelkraft während des Tiefziehprozesses setzt sich zusammen<br />
aus der ideellen Umformkraft, der Rückbiegekraft an der Ziehringrundung sowie<br />
der Reibkraft an der Ziehringrundung und im Flansch.<br />
Dabei resultiert die ideelle Umformkraft nicht nur aus den entstehenden Spannungen<br />
am Flansch, sondern auch aus denen an der Ziehringrundung, da gerade<br />
hier der Werkstoff während des Umformprozesses eine sehr hohe Verfestigung<br />
aufweist.<br />
Mithilfe von analytischen Modellen ist es möglich, die Ziehkraft für Tiefziehprozesse<br />
rotationssymmetrischer Geometrien zu berechnen. Basierend auf dem<br />
„Prinzip der virtuellen Arbeit“ kann die ideelle Umformkraft berechnet werden<br />
/Doe04a, Spr06/. Das „Prinzip der virtuellen Arbeit“ besagt, dass die äußere<br />
Arbeit der inneren Arbeit entspricht, d.h.<br />
int<br />
ext<br />
d 0/s 0<br />
δ W = δW<br />
(3.34)<br />
mit der externen Arbeit δ Wext<br />
, die aus äußeren Kräften resultiert und der internen<br />
Arbeit δ Wint<br />
, die aus den inneren Spannungen entsteht.<br />
Zur Berechnung der ideellen Umformkraft Fideell werden Reibkraft und Niederhalterkraft<br />
nicht betrachtet, d.h., es wirken keine weiteren äußeren Kräfte. Durch<br />
Freischneiden des rotationssymmetrischen Napfes können die für die Umformung<br />
im Flansch und die für die Umformung in der Ziehringrundung aufzuwendende
272 3 <strong>Blechumformung</strong><br />
Ziehkraft unabhängig ermittelt werden. Dementsprechend wird das Prinzip der<br />
virtuellen Arbeit in der Form<br />
F<br />
ideell<br />
⋅ δh = ∫σ<br />
ij ⋅δ<br />
ε ij<br />
dV = ∫ Σ ⋅δ<br />
u dA<br />
V1<br />
42 4 43 4 A1<br />
4243<br />
δ<br />
Wext<br />
δ<br />
Wint<br />
(3.35)<br />
für Flansch und Ziehringrundung separat angewandt. Dabei ist δ h der virtuelle<br />
Stempelvorschub, Σ die äußere Spannung des freigeschnittenen betrachteten<br />
Volumens, δ u die virtuelle Verschiebung an der freigeschnittenen Stelle, σij die<br />
innere Spannung und δ εij<br />
die virtuelle Dehnung im betrachteten Volumen.<br />
Unter der Annahme, dass während der Umformung keine Blechdickenänderung<br />
vorliegt, folgt für das Prinzip der virtuellen Arbeit (Abb. 3.17):<br />
ideell<br />
∫<br />
V<br />
( σ ⋅δε<br />
−σ<br />
⋅ )<br />
F ⋅δ<br />
h =<br />
δε dV<br />
t<br />
t<br />
r<br />
r<br />
(3.36)<br />
In der Ziehkraftberechnung nach Siebel für rotationssymmetrische Prozesse wird<br />
vorausgesetzt, dass die Blechdicke konstant bleibt und im Flansch die mittlere<br />
konstante Fließspannung kfm vorliegt. Wird das Prinzip der virtuellen Arbeit mit<br />
diesen Voraussetzungen angewandt und der Ziehspalt und die Ziehringrundung<br />
vernachlässigt, ergibt sich für die ideelle Ziehkraft<br />
( ) ⎟ δr<br />
⎛ D ⎞<br />
Fideell, Flansch ⋅δ h = = ⋅ ⋅ + ⋅ ⋅<br />
⎜<br />
∫ dV π s d0<br />
s kfm<br />
ln (3.37)<br />
r<br />
⎝ d0<br />
⎠<br />
V, Flansch<br />
mit der Blechdicke s, dem Stempeldurchmesser d0 und dem momentanen Außendurchmesser<br />
D.<br />
Die Verfestigung des Werkstoffes kann zum Beispiel nach LUDWIK in der<br />
Form () () n<br />
k r A + B ⋅ϕ<br />
r<br />
f<br />
= beschrieben werden. Sogar die Berücksichtigung der<br />
mittleren senkrechten Anisotropie r kann mithilfe des Werkstoffmodells nach<br />
Hill berücksichtigt werden. Da in der <strong>Blechumformung</strong> im Allgemeinen die<br />
Spannung in Blechdickenrichtung vernachlässigt wird, hat für den vorliegenden<br />
Fall die Fließbedingung die Form:<br />
1 r +<br />
2<br />
f () r = ⋅ σ r −σ<br />
t<br />
k (3.38)<br />
r + 1
Prinzip des Freischneidens:<br />
Arbeit durch "virtuellen Stempelvorschub" Fδh<br />
= Arbeit durch "virtuelle Verschiebung" im Flansch ∫ Σδr i dA<br />
Prinzip der "virtuellen Arbeit":<br />
Arbeit durch "virtuelle Verschiebung" am Flanschinnenrand<br />
=Arbeit durch "virtuelle Verschiebungen" im Flanschvolumen<br />
Fδh<br />
r, r , r<br />
i a<br />
r i<br />
δr, δr i , δh<br />
δV<br />
F<br />
Σ<br />
r<br />
r a<br />
Σδr i<br />
r<br />
δr i<br />
3.2 Tiefziehen im Anschlag 273<br />
∫Σδr idA=∫σ ijδε ijdV<br />
δr<br />
Radius, Innenradius,<br />
momentaner Außenradius des Flansches<br />
virtuelle Verschiebungen<br />
virtuelle Flanschvolumenänderung<br />
ideelle Stempelkraft<br />
äußere Spannung am Flanschinnenrand<br />
mittlere, senkrechte Anisotropie<br />
δε t= δr<br />
r<br />
ra<br />
r + 1 δV<br />
F = − ⋅ ⋅<br />
r + 1 δ h<br />
2 r<br />
∫kf () r ⋅<br />
i<br />
1<br />
dr<br />
r<br />
Abb. 3.17 Prinzip der analytischen Ziehkraftberechnung im Flansch nach dem „Prinzip<br />
der virtuellen Arbeit“<br />
Für den Dehnungsanteil δε () r gilt<br />
t<br />
δ r<br />
δε () r =<br />
r<br />
t (3.39)<br />
und aufgrund der Volumenkonstanz folgt mit konstanter Blechdicke<br />
So berechnet sich die ideelle Umformkraft zu<br />
F<br />
ideell<br />
δ ε + δ ε = 0<br />
(3.40)<br />
r<br />
t<br />
r + 1 δ r<br />
⋅δ<br />
h = − ⋅∫<br />
kf<br />
() r ⋅ dV<br />
1<br />
(3.41)<br />
r +<br />
r<br />
2<br />
V
274 3 <strong>Blechumformung</strong><br />
Im Flansch gilt demnach<br />
ra<br />
r + 1<br />
Fideell, Flansch ⋅δ<br />
h = −2<br />
⋅π<br />
⋅ s ⋅ ⋅∫<br />
δr<br />
⋅ kf<br />
() r dr<br />
1<br />
(3.42)<br />
r +<br />
mit der „virtuellen Volumenänderung“ im Flansch δ V , dem „virtuellen Stempelvorschub“<br />
δ h , dem Innenradius r i und dem Außenradius r a des Flansches. Für<br />
die Ziehringrundung folgt (Abb. 3.18)<br />
2<br />
ri<br />
( β )<br />
( β )<br />
⎛ s ⎞ r + 1 δVFlansch<br />
cos<br />
Fideell, Ziehring = −⎜rM<br />
+ ⎟ ⋅ ⋅ ⋅∫<br />
⋅ kf<br />
( β ) dβ<br />
1<br />
(3.43)<br />
⎝ 2 ⎠ r + δh<br />
r<br />
2<br />
mit dem Radius r M der Matrizenrundung, der konstanten Blechdicke s und dem<br />
Umschlingungswinkel α der Matrizenrundung.<br />
Prinzip der "virtuellen Arbeit":<br />
Arbeit durch "virtuelle Verschiebung" am Auslauf der Ziehringrundung<br />
=Arbeit durch "virtuelle Verschiebungen" im Volumen der Ziehringrundung<br />
Fδh<br />
r<br />
⎛<br />
F = −⎜r<br />
⎝<br />
M<br />
r α<br />
s ⎞<br />
+ ⎟⋅<br />
2 ⎠<br />
δr α<br />
Σδr α<br />
δr<br />
α<br />
r + 1 δV<br />
⋅<br />
1 r + δh<br />
2<br />
Flansch<br />
r M+s/2<br />
⋅<br />
α<br />
∫<br />
0<br />
α<br />
( β )<br />
( β )<br />
cos<br />
r<br />
r, r Radius, Radius am Ziehringauslauf<br />
α<br />
δr, δr , δh virtuelle Verschiebungen<br />
α<br />
rM<br />
Ziehringradiusradius<br />
s Blechdicke<br />
F ideelle Stempelkraft<br />
Σ äußere Spannung am Ziehringauslauf<br />
r mittlere, senkrechte Anisotropie<br />
α Umschlingungswinkel<br />
0<br />
⋅ k<br />
f<br />
( β )<br />
dβ<br />
∫Σδr αdA=∫σ ijδε ijdV<br />
δε t = δr<br />
r<br />
Abb. 3.18 Prinzip der analytischen Ziehkraftberechnung in der Ziehringrundung nach dem<br />
„Prinzip der virtuellen Arbeit“
Seitenansicht<br />
dβ/2<br />
σ r+dσ r<br />
dψ<br />
τ<br />
σ n<br />
dβ<br />
dβ/2<br />
Abb. 3.19 Kräftegleichgewicht an der Ziehringrundung<br />
σ r<br />
3.2 Tiefziehen im Anschlag 275<br />
σ t+dσ t<br />
dψ<br />
dψ/2<br />
σ r+dσ r<br />
Draufsicht<br />
Dabei können die „virtuelle Volumenänderung“ im Flansch δ V und die plastische<br />
Vergleichsdehnung ϕ zur Berechnung der Fließspannung kf in Abhängigkeit<br />
des virtuellen Stempelvorschubs aus rein geometrischen Betrachtungen berechnet<br />
werden. Die resultierende Dehnung in der Zarge kann bei der Berechnung<br />
der Ziehtiefe berücksichtigt werden.<br />
Die an der Ziehringrundung hervorgerufene Reibkraft wird herkömmlicherweise<br />
anhand der Eythelweinschen Seilreibungsformel als Funktion der wirkenden<br />
Normalkraft bestimmt. Gerade an der Ziehringrundung treten hohe lokale<br />
Spannungsspitzen auf, die in einer Betrachtung der wirkenden Kräfte nicht<br />
berücksichtigt werden können. Dementsprechend wurde in dem auf dem „Prinzip<br />
der virtuellen Arbeit“ basierenden teil-analytischen Modell auch die Reibkraft aus<br />
den auftretenden Spannungen berechnet.<br />
Um die Spannungen im Bereich der Ziehringrundung zu ermitteln, werden zunächst<br />
die Kräftegleichgewichte senkrecht zum Blech und in der Ebene aufgestellt<br />
(Abb. 3.18). Im Kräftegleichgewicht senkrecht zum Blech entfällt die tangentiale<br />
Spannung σt, da sie in der Blechebene liegt. So folgt nach der Seitenansicht in<br />
Abb. 3.18:<br />
s ⎛ 1 ⎞ s<br />
σ n = − ⋅ ⎜σ<br />
r + dσ<br />
r ⎟ ≈ − ⋅σ<br />
r<br />
s ⎝ 2 ⎠ s<br />
rM<br />
+<br />
rM<br />
+<br />
2<br />
2<br />
τ<br />
σ r<br />
dψ/2<br />
s t<br />
(3.44)<br />
Im Kräftegleichgewicht in der Blechebene haben sowohl die tangentiale σt und<br />
die radiale Spannung σr Einfluss:<br />
τ =<br />
r<br />
M<br />
s ⎛ dσ<br />
r 1<br />
⋅ ⎜<br />
⎜−<br />
+<br />
s<br />
+ ⎝ dβ<br />
2<br />
2<br />
⎞<br />
⎟<br />
⎠<br />
s ⎛<br />
s ⎜<br />
+ ⎝<br />
2<br />
dσ<br />
⎞<br />
dβ<br />
⎠<br />
( ) ⎟ r<br />
2 ⋅σ<br />
+ dσ<br />
⎟ ≈ ⎜σ<br />
−<br />
t<br />
t<br />
r<br />
M<br />
t<br />
(3.45)
276 3 <strong>Blechumformung</strong><br />
Mit dem Reibzahlmodell<br />
τ = μ ⋅σ<br />
(3.46)<br />
und dem Hillschen Fließkriterium folgt für die Radialspannung<br />
dσ<br />
r<br />
dβ<br />
( β )<br />
n<br />
r + 1<br />
= σ r ( β ) ⋅ ( μ −1)<br />
− ⋅ kf<br />
( β )<br />
r + 1<br />
(3.47)<br />
Um diese Differenzialgleichung lösen zu können, wird die Fließspannung für die<br />
Reibkraftberechnung an der Ziehringrundung mit<br />
2<br />
β<br />
k f, linear ( β ) = ⋅ kf,1<br />
+ kf,2<br />
(3.48)<br />
α<br />
als linear verlaufend angenommen, sodass die Energie erhalten bleibt. An der<br />
Ziehringrundung ergibt sich nach dem Prinzip der virtuellen Arbeit die Reibkraft<br />
F<br />
R, Ziehr<br />
⎛<br />
= ⎜ ∫ τ<br />
⎝<br />
=<br />
A<br />
μ<br />
μ<br />
( β )<br />
δ u ⎞<br />
⋅ ⎟<br />
⎟dA<br />
δ h ⎠<br />
r + 1<br />
r<br />
⎛⎛<br />
1<br />
⎝⎝<br />
( ) ( ) ⎟ ⋅ ⋅ ⋅⎜<br />
⎜ ⎜ α + ⎟ ⋅ kf,1<br />
+ α ⋅ kf,2<br />
−1<br />
+ 1 δ h 2 μ −1<br />
2<br />
δ V<br />
1<br />
⎞<br />
⎠<br />
⎞<br />
⎠<br />
(3.49)<br />
Dadurch ist es möglich, lokale Spannungsspitzen im Bereich der Ziehringrundung<br />
abzubilden.<br />
Ein Vergleich des analytisch berechneten mit dem experimentell ermittelten<br />
Ziehkraftverlauf ermöglicht die Anpassung der vorliegenden Reibung im Flansch<br />
und vor allem in der Ziehringrundung.<br />
Darüber hinaus ist die Anpassung der Verfestigung des Werkstoffes möglich.<br />
Da die maximale Dehnung beim Tiefziehen die Gleichmaßdehnung des einachsigen<br />
Zugversuchs übersteigen kann, muss die hier aufgenommene Fließkurve<br />
extrapoliert werden.<br />
Mithilfe des berechneten Ziehkraftverlaufes wird die Anpassung der Extrapolation<br />
der Fließkurve des einachsigen Zugversuchs auf den zweiachsigen Spannungszustand<br />
ermöglicht. Durch die Variation der Fließkurve ändert sich der<br />
Verlauf, durch Variation der Reibung die Lage der Ziehkraftkurve über dem<br />
Ziehweg (Abb. 3.20).
Anpassung der Verfestigung anhand<br />
der analytisch berechneten Ziehkraft<br />
300<br />
200<br />
Ziehkraft F ges [kN]<br />
k f,1<br />
k f,2<br />
Experiment<br />
100<br />
0,<br />
28<br />
kf,1= 555,<br />
47⋅ϕ<br />
0,<br />
35<br />
kf,2 = 630,<br />
0⋅ϕ<br />
AA5182<br />
m = 0,09 Ziehweg h [mm]<br />
0<br />
0 20 40 60 80 100<br />
Geometrie des untersuchten Rundnapfes:<br />
Stempeldurchmesser d 0 = 200 mm<br />
Stempelkantenrundung r St = 10,0 mm<br />
Ziehringrundung r M = 12,0 mm<br />
Ziehspalt u Z = 1,2 mm<br />
300<br />
3.2 Tiefziehen im Anschlag 277<br />
Anpassung des Reibwertes m anhand<br />
der analytisch berechneten Ziehkraft<br />
Ziehkraft F ges [kN]<br />
m 2<br />
200<br />
100<br />
m1 AA5182<br />
Experiment<br />
m1 = 0,09<br />
m2 = 0,14<br />
0,<br />
28<br />
kf = 555,<br />
47⋅ϕ<br />
Ziehweg h [mm]<br />
0<br />
0 20 40 60 80 100<br />
Werkstoff AA5182<br />
Platinendurchmesser D 0 = 420 mm<br />
Blechdicke s 0 = 1,2 mm<br />
mittlere senkrechte Anisotropie r = 1,0925<br />
Ziehtiefe h = 100 mm<br />
Niederhalterkraft F NH = 100 kN<br />
Abb. 3.20 Anpassung der Extrapolation der Fließkurve und des Reibkoeffizienten μ<br />
mithilfe der analytischen Ziehkraftberechnung<br />
300<br />
200<br />
100<br />
0<br />
Ziehkraft F ges [mm]<br />
Experiment<br />
Werkstoff AA5182<br />
s0 = 1,2 mm h = 100 mm<br />
m = 0,09 d0 = 200 mm<br />
b0 = 2,1 FNH = 100 kN<br />
k f = 555,47 ϕ 0,28<br />
Siebel<br />
Bauer<br />
Prinzip der<br />
virtuellen Arbeit<br />
0 20 40 60 80 100<br />
Ziehtiefe h [mm]<br />
Abb. 3.21 Vergleich der gemessenen und der nach Siebel, Bauer sowie basierend auf dem<br />
„Prinzip der virtuellen Arbeit“ berechneten Ziehkraftverläufe<br />
Fazit:<br />
Die in Abb. 3.21 dargestellten Verläufe der gemessenen und der nach Siebel,<br />
Bauer bzw. basierend auf dem „Prinzip der virtuellen Arbeit“ berechneten Ziehkraftverläufe<br />
zeigen, dass es mit dem semi-analytischen Verfahren basierend auf<br />
dem „Prinzip der virtuellen Arbeit“ möglich ist, den Verlauf der Ziehkraft beim
278 3 <strong>Blechumformung</strong><br />
Tiefziehen sehr genau anzunähern, wogegen die nach Berechnung nach Siebel bis<br />
zu 20 % abweicht. Mit dem semi-analytischen Verfahren nach kann auch sehr<br />
genau der Einfluss von rSt und rm auf das Ziehergebnis berechnet werden.<br />
3.2.4 Krafteinleitung beim Tiefziehen<br />
3.2.4.1 Berechnung der übertragbaren Stempelkraft bzw. Bodenreißkraft<br />
FBR<br />
Die maximal übertragbare Stempel- bzw. Bodenreißkraft FBR kann überschlägig<br />
mittels der folgenden Gleichung berechnet werden:<br />
F ⋅<br />
BR = π ⋅ dm<br />
⋅ s0<br />
Rm<br />
mit d m d0<br />
+ s0<br />
= (3.50)<br />
Andererseits kann die Reißkraft bei festgehaltenem Flansch gemessen werden.<br />
Zur experimentellen Bestimmung der Bodenreißkraft FBR wird der Flansch mit<br />
einem gerändelten Klemmring festgesetzt.<br />
Es wird ein zurückgesetzter Stempel (Abb. 3.22) verwendet, so dass oberhalb<br />
der Bruchstelle am Auslauf der Stempelkantenrundung keine Reibkräfte übertragen<br />
werden. In der linken Bildhälfte ist der beginnende Tiefziehprozess und auf<br />
der rechten Bildhälfte der weiter fortgeschrittene Tiefziehprozess dargestellt.<br />
In diesem Zusammenhang ist zu beachten, dass die maximal mögliche übertragbare<br />
Stempelkraft im Bereich der Stempelkantenrundung in die Zarge auftritt,<br />
wenn der Reißer am Auslauf der Stempelkante liegt. Reißer können in den vorzeitigen<br />
Reißer, den eigentlichen Reißer und den optimalen Reißer eingeteilt<br />
werden. Damit entspricht das Abreißen des Ziehteilbodens bei α = 90° (optimaler<br />
Reißer) dem Zugversuch mit einem Rohr, wobei als einzige Störgröße eine<br />
gewisse Querkraft am Auslauf der Stempelkante vorhanden ist /Doe63/.<br />
Im gerechneten und gemessenen Fall liegt also im Prinzip ein Zugversuch vor.<br />
Dennoch kann die gemessene Bodenreißkraft FBR (gemessen) bis zum Faktor 1,55<br />
größer sein als die berechnete Bodenreißkraft FBR (berechnet). Dieser Unterschied<br />
wird durch den so genannten Reißfaktor aR erfasst.<br />
a<br />
R<br />
F<br />
=<br />
F<br />
BR<br />
BR<br />
(gemessen)<br />
FBR<br />
(gemessen)<br />
=<br />
(gerechnet)<br />
π ⋅d<br />
⋅ s ⋅ R<br />
Übliche Werte für den Reißfaktor aR:<br />
• DC04 (ST14): aR ≈ 1,05 bis 1,55,<br />
• X5CrNi18.8 (1.4301): aR ≈ 0,95 bis 1,30,<br />
• CuZn37F30 (Ms63): aR ≈ 0,92 bis 1,27,<br />
• Al99F7: aR ≈ 0,99 bis 1,22.<br />
m<br />
0<br />
m<br />
(3.51)
gerändelter Klemmring<br />
w<br />
vorzeitiger Reißer<br />
w < rs + rm + so α<br />
r St<br />
s<br />
3.2 Tiefziehen im Anschlag 279<br />
r m<br />
optimaler Reißer<br />
( α = 90 °)<br />
b = Bruchhöhe (mm)<br />
eigentlicher Bodenreißer<br />
w = rs + rm + so Abb. 3.22 Mögliche Versagensarten durch Reißer im Ziehteilboden<br />
Die Gründe für den teilweise sehr großen aR-Wert sind vielfältig und werden<br />
qualitativ im Folgenden dargestellt.<br />
Stempelkantenradius:<br />
Angenommen sei ein Halbkugelstempel. Wird eine ebene Platine bei konstanter<br />
Blechdicke um die Stempelkantenrundung rSt gelegt und wird ferner angenommen,<br />
die Blechdicke s0 bleibt konstant, dann kann aus der Volumenkonstanz<br />
die Verfestigung durch tangentiale Stauchung ϕt bestimmt werden (Abb. 3.23).<br />
Die tangentiale Stauchung ϕt am Auslauf der Stempelkantenrundung beträgt in<br />
diesem Fall 28 %. Bei kleineren Stempelkantenrundungen ergeben sich entsprechend<br />
kleinere Werte. Durch das Anlegen des Blechs an die Stempelkantenrundung<br />
während des Umformvorgangs ergibt sich je nach Fließkurve eine<br />
erhebliche Festigkeitssteigerung des Materials, wodurch die übertragbare Kraft<br />
erhöht wird.<br />
Neben der Werkzeuggeometrie haben Werkstoffparameter wie z.B. der r- und<br />
n-Wert sowie die Lage des Reißers Einfluss auf die übertragbare Stempelkraft<br />
bzw. Bodenreißkraft.<br />
Zarge<br />
F ges<br />
Abb. 3.23 Anlegen des Blechs an die Stempelkante<br />
r 2<br />
r 1<br />
r St<br />
d 0<br />
Stempel<br />
Boden<br />
r St : Stempelkantenradius<br />
r 1<br />
<<br />
r 2
280 3 <strong>Blechumformung</strong><br />
r-Wert:<br />
Beim Blechwerkstoff DC05 (St15) wird beispielsweise r = 1,7 angegeben. Mit<br />
großem r-Wert steigt die übertragbare Stempelkraft, wogegen sich die Flanscheinzugskraft<br />
vermindert. Einzelheiten siehe Kapitel 3.4.6.<br />
n-Wert:<br />
Mit steigendem n-Wert wandert das Kraftmaximum nach hinten (vgl. Kap. 3.4.6),<br />
d.h., die Gefahr des Auftretens eines vorzeitigen Reißers wird stark vermindert.<br />
Das Blech ist in der Lage, selbst bei elliptischen Stempelkantenformen sich bis an<br />
den zylindrischen Teil des Ziehteilbodens anzuschmiegen, ohne vorher zu<br />
versagen.<br />
Lage des Reißers:<br />
Wie in Abb. 3.22 dargestellt, stellen sich verschiedene Versagensorte des Bodenreißers<br />
ein. Der vorzeitige Reißer tritt auf, noch bevor der Ziehteilboden<br />
ausgeformt ist. Daher ist die Kraftübertragung am geringsten. Die maximale<br />
Kraftübertragung ergibt sich beim optimalen Reißer. Dieses setzt im Allgemeinen<br />
einen großen µ-Wert zwischen Blech und Stempelkantenrundung (Grenzfall:<br />
gerändelte Stempelkantenrundung) oder alternativ einen großen n-Wert voraus.<br />
Durch diese vier Einflussgrößen, die hier nur qualitativ angesprochen worden<br />
sind, kann der große Unterschied zwischen der gemessenen und berechneten<br />
Bodenreißkraft erklärt werden. Der ar-Wert ist allerdings nur beim Auftreten des<br />
optimalen Reißers reproduzierbar. Sobald sich der eigentliche Bodenreißer<br />
einstellt, ist die übertragbare Kraft kleiner als beim optimalen Reißer und es treten<br />
teilweise deutliche Schwankungen der Bodenreißkraft auf.<br />
3.2.4.2 Mechanismus der Kraftübertragung durch den Ziehteilboden<br />
Die durch den Boden des Ziehteils aufgenommene Last lässt sich nach Doege in<br />
die folgenden Komponenten zerlegen /Doe63/:<br />
• Formanteil FF,<br />
• Reibungsanteil FFR,<br />
• Werkstoffanteil FW.<br />
Für die Darstellung der einzelnen Komponenten werden folgende Vereinfachungen<br />
gemacht:<br />
• Die Blechdicke sei im Vergleich zum Stempeldurchmesser klein, so dass der<br />
Ziehteilboden als biegeschlaffe Schale betrachtet werden kann.<br />
• Aus dem realen Blechdickenverlauf wird eine mittlere Blechdicke sM gebildet,<br />
die wie die Fließspannung k in radialer Richtung im Boden des Ziehteils als<br />
konstant betrachtet wird: sc = sm = konstant, kf = K = konstant.<br />
• Der Werkstoff ist im Nachgleiten begriffen bzw. es erfolgt bereits ein<br />
Nachgleiten des Werkstoffs.<br />
• Eine Kraftübertragung durch Reibung zwischen Zarge und Stempelschaft wird<br />
vernachlässigt.
Flansch<br />
Zarge<br />
Boden<br />
(herausgetrennt)<br />
F NH<br />
rm<br />
r St<br />
d 0<br />
F ges<br />
Abb. 3.24 Mechanismus der Kraftübertragung<br />
3.2 Tiefziehen im Anschlag 281<br />
F NH<br />
F G = F F + F Fr + F W<br />
Stempel<br />
Niederhalter<br />
Ziehring<br />
F G : Gesamtkraft<br />
F F : Formanteil<br />
F FR : Reibungsanteil<br />
F W : Werkstoffanteil<br />
Formanteil FF<br />
Hierbei sei angenommen, dass der ebene Grund des Ziehteilbodens herausgetrennt<br />
wäre (Abb. 3.24). Auch in diesem Fall ist eine Kraftübertragung möglich. Die<br />
Größe der übertragbaren Kraft hängt von der Form bzw. Krümmung der<br />
Umhüllenden dieses Bodenbereichs ab, welcher ähnlich einem Aufdornungsprozess<br />
aufgeweitet wird. Es ergibt sich die Endformel:<br />
π<br />
2<br />
∫<br />
F = 2 ⋅π<br />
⋅ s ⋅ k ⋅ sin ( arctan( cosα<br />
)) ⋅ dα<br />
(3.52)<br />
F<br />
C<br />
α<br />
Reibungsanteil:<br />
Der Reibungsanteil ist neben der Normalspannung σn vom Reibungskoeffizienten<br />
µ zwischen Blech und Stempelkantenrundung abhängig. Für ein Flächenelement<br />
dF gilt (Abb. 3.25):<br />
sowie<br />
d FR n<br />
d St 1 St<br />
F = μ ⋅σ<br />
⋅ dF<br />
(3.53)<br />
F = r ⋅(<br />
r + r ⋅sin<br />
α) ⋅dβ<br />
⋅dα<br />
(3.54)<br />
Aufgrund der Annahme einer biegeschlaffen Schale gilt zudem für die<br />
Normalspannung σn:<br />
σ ⋅ s σ ⋅ s<br />
r C t C<br />
σ n = +<br />
(3.55)<br />
r<br />
rt
282 3 <strong>Blechumformung</strong><br />
wobei<br />
und<br />
Somit ergibt sich für die Normalspannung:<br />
rr = rS (3.56)<br />
r1<br />
+ rS<br />
⋅sinα<br />
r t =<br />
(3.57)<br />
sinα<br />
σ r ⋅ s<br />
σ n =<br />
r<br />
C<br />
S<br />
Der Reibungsanteil ergibt sich somit zu:<br />
bzw.<br />
α<br />
σ t ⋅sinα<br />
⋅ sC<br />
+<br />
r + r ⋅sinα<br />
1<br />
S<br />
(3.58)<br />
σ re + K ⋅ rS<br />
⋅sinα<br />
F FR = μ ⋅ sC<br />
⋅<br />
⋅(<br />
r1<br />
+ r ⋅sinα<br />
) ⋅dα<br />
⋅dβ<br />
(3.59)<br />
r + r ⋅sinα<br />
d S<br />
1 S<br />
⎡ ⎛ r1<br />
⎞ ⎤<br />
F FR = 2 ⋅π<br />
⋅ sC<br />
⋅ μ ⋅ rS<br />
⋅ ⎢σ<br />
re ⋅<br />
⎜ ⋅α<br />
− cosα<br />
⎟ − K ⋅cosα<br />
⎥<br />
(3.60)<br />
⎢⎣<br />
⎝ rS<br />
⎠ ⎥⎦<br />
dβ<br />
Abb. 3.25 Betrachtetes Bodenelement<br />
α<br />
A<br />
s C<br />
π<br />
2<br />
α<br />
dF ' =r S dα s C<br />
dF = r S (r 1 +r S sinα)dβ dα
3.2 Tiefziehen im Anschlag 283<br />
Werkstoffanteil<br />
Der Werkstoffanteil berücksichtigt neben der lokal wirkenden Festigkeit den<br />
Querschnitt des jeweils betrachteten Breitenkreises. Es folgt somit direkt:<br />
⎛ r ⎞<br />
⎜ 1<br />
F = 2⋅π<br />
⋅ sC<br />
⋅ rS<br />
⋅ + sinα<br />
⋅ K<br />
⎟<br />
⎝ rS<br />
⎠<br />
W (3.61)<br />
Bei α = 90 ° und einem Halbkugelstempel rS = d0/2 wird r1 = 0 und sin α = 1und<br />
mit K = Rm bzw. sC = s0 folgt:<br />
F = 2⋅π ⋅ s ⋅ r ⋅(<br />
0 + 1)<br />
⋅ k = π ⋅d<br />
⋅ s ⋅ R<br />
(3.62)<br />
W<br />
0<br />
S<br />
fm<br />
Wenn sC = s0, dann hat in normaler Richtung keine Formänderung stattgefunden.<br />
Damit wird K = Rm und die Endbeziehung lautet unter den gemachten Annahmen:<br />
F = 2⋅π ⋅ s ⋅ r ⋅(<br />
0 + 1)<br />
⋅ R = π ⋅ d ⋅ s ⋅ R<br />
(3.63)<br />
W<br />
0<br />
S<br />
Diese Gleichung ist identisch mit Gleichung (3.50). Damit ist<br />
Kraft [kN]<br />
W<br />
Br<br />
m<br />
m<br />
0<br />
m<br />
m<br />
m<br />
0<br />
0<br />
F = F = π ⋅d<br />
⋅ s ⋅ R<br />
(3.64)<br />
FG,μ=0,05 FE 120<br />
FW + FF FW 100<br />
Stempeldurchmesser d0 = 100 mm<br />
Blechdicke s0 = S = 1,0 mm<br />
80 Formänderungsfestigkeit kf = K = const. = 400 kN/mm²<br />
Stempelkantenradius rs = 10 mm<br />
60<br />
40<br />
20<br />
F E : vom Stempel in den Boden eingeleitete Kraft<br />
F F: vom Formanteil aufgenommene Kraft<br />
F Fr: vom Reibungsanteil aufgenommene Kraft<br />
F G: die als Funktion der Lage des Bruchs gesamt<br />
übertragbare Kraft<br />
F W: vom Werkstoffanteil aufgenommene Kraft<br />
F F<br />
F Fr,μ=0,15<br />
F Fr,μ=0,1<br />
0<br />
FFr,μ=0,5 15 30 45<br />
Winkel α [°]<br />
60 75 90<br />
Abb. 3.26 Kraftanteile der Werkstoff-, Form- und Reibungskomponente über der Abwicklung<br />
der Stempelkantenrundung, rS = 10 mm<br />
m<br />
m
284 3 <strong>Blechumformung</strong><br />
Kraft [kN]<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
F E<br />
F G,μ=0,05<br />
F Fr,μ=0,15<br />
F Fr,μ=0,1<br />
F Fr,μ=0,5<br />
F W + F F<br />
F F<br />
F W<br />
Stempelkanteradius<br />
r St = 50 mm<br />
0 15 30 45 60 75 90<br />
Winkel α [°]<br />
Abb. 3.27 Kraftanteile der Werkstoff-, Form- und Reibungskomponente über der Abwicklung<br />
der Stempelkantenrundung, rSt = 50 mm<br />
Für die Stempelkantenrundung rS = 10 mm (Abb. 3.26) und die Stempelkantenrundung<br />
rS = 50 mm (Abb. 3.27) sind die Verläufe der oben erläuterten Kraftkomponenten<br />
sowie der in den Stempelboden eingeleiteten Kraft Fges dargestellt.<br />
Fazit:<br />
In der Praxis sind vergleichsweise kleine Stempelkantenrundungen (z.B. rS =<br />
5 mm bis rS = 30 mm) üblich, allerdings jeweils relativ zur Werkzeuggröße gesehen.<br />
Der Verlauf der Kraftanteile über der Stempelkantenrundung ist in<br />
Abb. 3.27 gezeigt. Den größten Anteil übernehmen die Form- und die Werkstoffkomponenten.<br />
Bei α = 90° (Auslauf der Stempelkantenrundung) entspricht ihre Summe der in<br />
den Boden eingeleiteten Kraft Fges. Es ist plausibel, dass an dieser Stelle die<br />
Reibung keinen Einfluss mehr hat. Bei einem µ-Wert von µ = 0,05 erreicht die<br />
Gesamtkraft Fges ihrem Maximalwert bei etwa α = 50° (Abb. 3.27).<br />
Demnach müsste immer der optimale Reißer auftreten. Die Praxis zeigt aber,<br />
dass insbesondere bei kleinen Stempelkantenradien ganz dominierend der eigentliche<br />
Bodenreißer auftritt, d.h., der Reißer liegt bei α = 30° bis α = 50°. Als eine<br />
Ursache kann die Verfestigung aufgrund der tangentialen Stauchung im Bodenbereich<br />
gesehen werden. Diese erreicht im Bereich der Stempelkante ihren<br />
maximalen Wert am Auslauf der Stempelkante.
3.2 Tiefziehen im Anschlag 285<br />
Weitere Erklärungen könnten abgeleitet werden aus:<br />
• einer Analyse des n- und r-Wertes in Bezug auf die gegebenen Formänderungen,<br />
• der Größe des Querdruckverlaufs über der Stempelkantenrundung und<br />
• der Rissinitialisierung durch den jeweils kleinsten Radius an der Ziehring- bzw.<br />
Stempelkante (Abb. 3.7).<br />
3.2.5 Verlauf der örtlichen Formänderungen<br />
In Abb. 3.28 ist der Verlauf der örtlichen Formänderungen a) und der sich hieraus<br />
ergebenden Blechdickenverläufe b) eines rotationssymmetrischen Ziehteils dargestellt.<br />
Im Bereich des Ziehteilbodens treten geringe radiale Dehnungen auf, welche zu<br />
einer Blechdickenverringerung führen. Die tangentialen Formänderungen im<br />
Bodenbereich entsprechen betragsmäßig ungefähr der radialen Dehnung. Im<br />
Bereich der Stempelkante ist eine sich aus den betragsmäßig steigenden radialen<br />
und tangentialen Formänderungen ergebende negative Formänderung zu verzeichnen,<br />
die mit einer weiteren Reduzierung der Blechdicke einhergeht. Im<br />
Bereich der Mantelfläche des Ziehteils hat der asymptotische Verlauf der radialen<br />
Formänderung in Verbindung mit der betragsmäßig stetig wachsenden negativen<br />
tangentialen Formänderung zur Folge, dass die Formänderung in der Blechdicke<br />
einen positiven Verlauf aufweist, aus dem schließlich eine Blechdickenzunahme<br />
resultiert.<br />
Sobald die tangentialen Formänderungen die radialen Formänderungen übersteigen,<br />
treten positive normale Formänderungen in der Blechdicke auf, welche<br />
sich in einer Zunahme der Blechdicke über die Ausgangsblechdicke hinaus<br />
zeigen.<br />
Dehnung<br />
Stauchung<br />
a) Verlauf der Formänderungen b) Blechdickenverlauf<br />
ϕ 0,4<br />
0,3<br />
0,2<br />
0,1<br />
A<br />
0<br />
-0,1<br />
-0,2<br />
-0,3<br />
-0,4<br />
-0,5<br />
ϕ n<br />
ϕ t<br />
D<br />
A B C<br />
m = 0,6<br />
B<br />
ϕ r ϕt<br />
ϕ r<br />
ϕ n<br />
ϕ t<br />
ϕ r<br />
C ϕn D<br />
0,92<br />
0,87<br />
1,31 s 0<br />
Abb. 3.28 Verlauf der örtlichen Formänderungen über der Abwicklung eines Ziehteils<br />
(links) und Blechdickenänderungen am fertigen Ziehteil (rechts)<br />
0,80<br />
0,85<br />
β 0 =1,7
286 3 <strong>Blechumformung</strong><br />
3.2.6 Berücksichtigung des Anstiegs der Kaltverfestigung<br />
im Ziehteilflansch<br />
In den Berechnungsansätzen nach Siebel /Sie54/ wurde die auftretende Kaltverfestigung<br />
des Werkstoffs im Ziehteilflansch durch den kfm-Wert berücksichtigt.<br />
Während des Umformprozesses ist jedoch ein Anstieg der Kaltverfestigung zu<br />
beobachten (Abb. 3.29). Ein Maß für die zunehmende Verfestigung ist die Fließspannung<br />
oder die Formänderungsfestigkeit /Bau91/. Der Zusammenhang zwischen<br />
Fließspannung kf und Umformgrad ϕ wird in der Fließkurve dargestellt.<br />
Unter der Voraussetzung eines ebenen Formänderungszustands kann die Formänderung<br />
nach Levi, Huber und v. Mises wie folgt berechnet werden /Len82/:<br />
2<br />
⎛ 2 2 2 ⎞<br />
0 a<br />
ln<br />
⎜ R − R + r<br />
ϕ =<br />
⎟<br />
,<br />
3 ⎜ r ⎟<br />
(3.65)<br />
⎝<br />
⎠<br />
wobei R0 der Rondenausgangsradius, Ra der momentane Flanschradius und r die<br />
Radiuskoordinate des betrachteten Flanschpunktes ist (Abb. 3.29, rechts).<br />
Fließspannung k f<br />
800<br />
N<br />
mm 2<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
k fm<br />
R p0.2<br />
R a = 60 mm<br />
R a = 70 mm<br />
Werkstoff: St1405m<br />
C = 555 N/mm 2<br />
n = 0.187<br />
R p0,2= 210 N/mm 2<br />
k fm = 354 N/mm 2<br />
R a = 80 mm<br />
R a = 90 mm<br />
60 70 80 90 100<br />
Radius r [mm]<br />
Abb. 3.29 Anstieg der Fließspannung im Ziehteilflansch in Abhängigkeit vom Radius<br />
/Bau91/<br />
r 0<br />
r<br />
r a<br />
R 0<br />
s 0
Eingesetzt in die Nadaische Potenzfunktion k = a ⋅ϕ<br />
⎡ ⎛<br />
⎢ 2 ⎜<br />
kf<br />
= a<br />
⎢<br />
ln⎜<br />
3<br />
⎢ ⎜<br />
⎣ ⎝<br />
R<br />
2<br />
0<br />
− R<br />
r<br />
2<br />
a<br />
3.2 Tiefziehen im Anschlag 287<br />
n<br />
f folgt:<br />
+ r<br />
Es folgt für die Radialspannung mit Levi, Huber und v. Mises das Integral:<br />
2<br />
⎞⎤<br />
⎟⎥<br />
⎟⎥<br />
⎟<br />
⎠⎥<br />
⎦<br />
(3.66)<br />
2 1<br />
σ r = − k dr<br />
(3.67)<br />
3 r<br />
∫ ∫<br />
Gl. (3.66) eingesetzt in Gl. (3.67):<br />
Fließspannung k f<br />
d f<br />
⎡ ⎛ 2 2 2<br />
R R r<br />
⎞⎤<br />
2 1 2<br />
d<br />
a ⎢ ⎜ 0 − a + ⎟<br />
σ r = − ⋅ ln<br />
⎥ dr<br />
3 r ⎢ 3 ⎜ r ⎟<br />
(3.68)<br />
⎥<br />
⎢⎣<br />
⎝<br />
⎠⎥⎦<br />
∫ ∫<br />
k f *<br />
k fa<br />
0<br />
Annäherungsgerade<br />
tatsächlicher Anstieg<br />
der Fließspannung<br />
R a=konst.<br />
0 R * R a<br />
Radius r<br />
Abb. 3.30 Annäherung des Kaltverfestigungsanstiegs im Ziehteilflansch /Bau91/<br />
n<br />
R 0
288 3 <strong>Blechumformung</strong><br />
3.2.7 Einfluss Fließkurvenlage auf das Grenzziehverhältnis<br />
Unter der Voraussetzung eines isotropen Werkstoffs und eines optimalen Reißers<br />
gilt der im Folgenden beschriebene Ansatz:<br />
k f: Formänderungsfestigkeit<br />
φ: Formänderung<br />
n: Verfestigungsexponent<br />
Mit c = kf bei φ = 1 folgt:<br />
n<br />
f = c ⋅<br />
(3.69)<br />
k ϕ<br />
n<br />
⎛ e ⎞<br />
= Rm<br />
⋅ bzw.<br />
c ⎜ ⎟<br />
⎝ n ⎠<br />
Weiterhin gilt für die Radialspannung<br />
D<br />
2<br />
d0<br />
r=<br />
2<br />
n<br />
⎛ e ⎞ n<br />
f = Rm<br />
⋅⎜<br />
⎟ ⋅<br />
(3.70)<br />
k ϕ<br />
⎝ n ⎠<br />
dr<br />
σ r = ∫ kf<br />
⋅ + k<br />
(3.71)<br />
r<br />
wobei k = C·Rm der Reibungsanteil im Kraftmaximum sei.<br />
a R: Reißfaktor = 1,0 bis 1,4<br />
n<br />
D<br />
2<br />
⎛ e ⎞ dr<br />
σ r = Rm<br />
⋅⎜<br />
⎟ ⋅ ∫ kf<br />
⋅ + C ⋅ Rm<br />
(3.72)<br />
⎝ n ⎠ r<br />
d0<br />
r=<br />
2<br />
FBR<br />
gemessene effektive Reißkraft<br />
a R = =<br />
(3.73)<br />
F berechnete fiktive Reißkraft<br />
'<br />
R<br />
R<br />
R<br />
m<br />
'<br />
F = a ⋅ R ⋅ A<br />
(3.74)<br />
'<br />
R<br />
m<br />
'<br />
F = R ⋅ A<br />
(3.75)
Es folgt mit<br />
'<br />
0<br />
0<br />
0<br />
3.2 Tiefziehen im Anschlag 289<br />
A = π ⋅(<br />
d + s ) ⋅ s<br />
(3.76)<br />
σ = a ⋅ R<br />
(3.77)<br />
r<br />
n<br />
R<br />
D<br />
2<br />
d0<br />
r=<br />
2<br />
m<br />
⎛ e ⎞ dr<br />
a R ⋅ Rm<br />
= Rm<br />
⋅⎜<br />
⎟ ⋅ ∫ kf<br />
⋅ + C ⋅ Rm<br />
(3.78)<br />
⎝ n ⎠ r<br />
Bei β0 = β0,max (vgl. Kap. 3.4.1 und Kap. 3.4.2) gilt mit σR = Reißspannung<br />
weiterhin σr = σR.<br />
a<br />
R<br />
⎛ e ⎞<br />
= ⎜ ⎟<br />
⎝ n ⎠<br />
n<br />
⋅<br />
D<br />
2<br />
∫<br />
d0<br />
r=<br />
2<br />
dr<br />
kf<br />
⋅ + C =<br />
r<br />
∫<br />
dr<br />
R<br />
= ln = ln β<br />
r r<br />
(3.79)<br />
Fazit:<br />
Rm hat keinen Einfluss auf das Grenzziehverhältnis. Dahingegen haben der r-Wert<br />
und der n-Wert (vgl. Kap. 3.2.4.1) sowie der Reibwert (vgl. Kap. 2.6) einen<br />
entscheidenden Einfluss auf das Grenzziehverhältnis.<br />
Falten 1. Art Falten 2. Art<br />
Reißer<br />
Rückfederung<br />
Abb. 3.31 Die wichtigsten Versagensfälle beim Tiefziehen /Sim89/
290 3 <strong>Blechumformung</strong><br />
3.2.8 Versagensarten<br />
In Abb. 3.31 sind die wichtigsten Versagensfälle beim Tiefziehen anhand verschiedener<br />
Ziehteile dargestellt. Bei der Versagensart Falten unterscheidet man<br />
zwischen Falten 1. und 2. Art. Falten 1. Art bilden sich im Flanschbereich unter<br />
tangentialen Druckspannungen aus.<br />
Im Bild links oben ist zu erkennen, dass die Falten 1. Art über die Ziehringrundung<br />
in die Ziehteilzarge gezogen werden. Bei hinreichend großer Radialspannung<br />
und kleiner Ziehkantenrundung rm kommt es zu einer Einglättung der<br />
Falten 1. Art.<br />
Im Unterschied dazu bilden sich Falten 2. Art in den Bereichen der freien<br />
Umformzonen, wie sie z.B. zwischen Ziehring und Stempel vorhanden sind (Bild<br />
rechts oben). Unter freien Umformzonen versteht man Bereiche des Ziehteils, die<br />
im Verlauf des Ziehprozesses, unter Umständen auch nur zeitweise keinen<br />
Kontakt mit den Werkzeugaktivflächen haben. Große Stempel- und Ziehkantenrundungen<br />
begünstigen diese Fehlerart genau so wie ein großer Ziehspalt, ein<br />
kleiner n-Wert, ein kleines Ziehverhältnis β0 sowie ein konischer Stempelboden.<br />
Im Bild links unten ist ein auftretender Reißer dargestellt. Dieser befindet sich<br />
in der Regel im Bereich des Stempelkantenauslaufs. Dieser ist während der<br />
Umformung am stärksten belastet. Aufgrund der mit der plastischen Verformung<br />
einhergehenden elastischen Dehnungsanteile treten zudem Rückfederungseffekte<br />
auf, wie im Bild rechts unten dargestellt ist.<br />
3.2.9 Einflussgrößen auf das Tiefziehergebnis<br />
Für eine systematische Erfassung des Tiefziehvorgangs ist eine detaillierte Kenntnis<br />
der Einflussgrößen auf das Tiefziehergebnis erforderlich. Diese Größen lassen<br />
sich nach Abb. 3.33 in Einflussgrößen 1. und 2. Ordnung gliedern /Doe84/.<br />
σ t<br />
D 0<br />
s<br />
d 1<br />
Abb. 3.32 Faltenbildung<br />
σ t<br />
Freie Umformzone<br />
Faltenbildung 1. Art Faltenbildung 2. Art
Tiefziehergebnis<br />
1. Ordnung<br />
Geometrie<br />
Werkzeug<br />
Werkstoffverhalten<br />
ReibungsverhältnisseGrenzschichtprobleme<br />
Zusammenwirken<br />
Werkzeug/Presse<br />
2. Ordnung<br />
Ziehanlage<br />
Zwischenformen<br />
Zuordnung<br />
Presse<br />
Tiefziehfähigkeit<br />
Streckziehfähigk.<br />
Grenzformänderung<br />
Schmiermittel<br />
Oberfläche<br />
Blech/Werkzeug<br />
Umformgeschwindigkeit<br />
(Presse)<br />
Gesamtsteifigkeit<br />
vertikal<br />
Gesamtsteifigkeit<br />
horizontal<br />
Verbesserte<br />
Werkzeugführung<br />
Abb. 3.33 Einflussgrößen auf das Tiefziehergebnis<br />
3.2.10 Ermittlung des Arbeitsbereichs (Gutteilfenster)<br />
3.2 Tiefziehen im Anschlag 291<br />
Grenzziehverhältnis R-Faktor<br />
(Näpfchen-Versuch) (Zugversuch)<br />
Erichsen-Tiefung n-Faktor<br />
(Hydraul. Tiefung) (Zugversuch)<br />
Formänderungsvermögen bei einu.<br />
zweiachsiger Beanspruchung<br />
Zug - Zug Zug - Druck<br />
(Streckziehen) (Tiefziehen)<br />
Auswahl geeigneter Testverfahren,<br />
mit denen die Schmiermittel und<br />
Werkstoffe hinsichtlich der an sie<br />
gestellten Forderungen beurteilt<br />
werden können<br />
Ein Gutteilfenster beschreibt den Arbeitsbereich zur Durchführung eines fehlerfreien<br />
Umformprozesses (Abb. 3.34). Eine optimale konstante Niederhalterkraft<br />
FNH,opt wird so ausgewählt, dass das Grenzziehverhältnis β0,max bzw. das fiktive<br />
Grenzziehverhältnis βf0,max erreicht wird.<br />
Für die experimentelle Ermittlung des Gutteilfensters sind mindestens zwei<br />
unterschiedliche Ziehverhältnisse β1 und β2 erforderlich. Die Grenzwerte der<br />
Niederhalterkraft für Reißer und Falten werden iterativ durch Ziehversuche<br />
ermittelt. Werden nun die Grenzwerte für die Versagensarten verbunden, so kann<br />
das Gutteilfenster für die Niederhalterkraft FNH in Abhängigkeit des Ziehverhältnisses<br />
β0 bzw. des fiktiven Ziehverhältnisses βf0 (s. Kap. 3.4.1 und Kap. 3.4.2)<br />
bestimmt werden.<br />
Das Gutteilfenster kann rechnerisch abgeschätzt werden. Über die erforderliche<br />
Niederhalterkraft wurden zahlreiche Ansätze sowohl für rotationssymmetrische<br />
Ziehteile /Sie54, Sen56, Gel61, Mei82, Zue85/ als auch für rechteckige Ziehteile<br />
/Dut61, Som86, Sto96/ erstellt. Im Folgenden wird ein Berechnungsbeispiel mit<br />
Ansätzen nach Siebel und Doege zur Ermittlung des Gutteilfensters bei einem<br />
rotationssymmetrischen Ziehteil dargestellt.
292 3 <strong>Blechumformung</strong><br />
Niederhalterkraft F NH<br />
Arbeitsbereich<br />
(Gutteile)<br />
optimale konstante Niederhalterkraft F NH,opt<br />
f1<br />
β f2<br />
maximale Niederhalterkraft F NH,max<br />
Fiktives Ziehverhältnis β<br />
Reißer<br />
Falten<br />
1. Art<br />
β β<br />
f0,max<br />
Abb. 3.34 Prinzipielle Darstellung des Arbeitsbereiches (Gutteilfenster)<br />
Theoretische Überlegungen über den Zusammenhang von Faltenbildung und Niederhalterdruck<br />
wurden erstmals von Siebel /Sie54/ angestellt, um daraus den<br />
erforderlichen Niederhalterdruck pNH,Siebel zu ermitteln. Der erforderliche Niederhalterdruck<br />
pNH,Siebel entspricht der Faltengrenze bei einem Ziehverhältnis von β0.<br />
⎡ 2 d0<br />
⎤<br />
pNH, Siebel = 0, 002..<br />
0,<br />
003⋅<br />
⎢(<br />
β 0 −1)<br />
+ 0,<br />
5 ⎥ ⋅ Rm<br />
(3.80)<br />
⎣<br />
100 ⋅ s0<br />
⎦<br />
β 0: Ziehverhältnis<br />
d0: Stempeldurchmesser<br />
s0: Ausgangsblechdicke<br />
Rm: Zugfestigkeit<br />
Mit dem erforderlichen Niederhalterdruck pNH,Siebel und der im Flanschbereich liegenden<br />
Fläche AFlansch des Zuschnitts kann die Niederhalterkraft FNH für die<br />
Faltengrenze berechnet werden.<br />
F = p ⋅ A<br />
(3.81)<br />
NH, Falten<br />
NH, Siebel<br />
Flansch<br />
Die Niederhalterkraft FNH, Reißer, bei der ein Reißer auftritt, kann aus der Bruchkraft<br />
FBR Gl. (3.83) nach Doege /Doe63/ und der Gesamtkraft Fges Gl. (3.84) nach<br />
Siebel /Sie56/ für ein Ziehverhältnis β0 abgeschätzt werden. Ein Reißer entsteht,<br />
wenn die Gesamtkraft Fges etwa gleich bzw. größer als die Bruchkraft FBR ist<br />
/Doe71/ Gl. (3.82).<br />
mit<br />
F F ≤ (3.82)<br />
BR<br />
ges
BR<br />
R<br />
m<br />
0<br />
m<br />
3.2 Tiefziehen im Anschlag 293<br />
F = a ⋅π<br />
⋅ d ⋅ s ⋅ R<br />
(3.83)<br />
F = F + F + F + F<br />
(3.84)<br />
ges<br />
F id: Ideelle Umformkraft<br />
Frb: Rückbiegekraft<br />
FRZ: Reibkraft an der Ziehringrundung<br />
FRN: Reibkraft zwischen Ziehring und Niederhalter<br />
id<br />
rb<br />
RN<br />
F ⋅<br />
RZ<br />
D<br />
id = π ⋅ dm<br />
⋅ s0<br />
⋅1,<br />
1⋅<br />
kfm<br />
ln<br />
(3.85)<br />
d0<br />
F<br />
F<br />
k<br />
2 f1<br />
rb = π ⋅d<br />
m ⋅ s0<br />
⋅<br />
(3.86)<br />
4⋅ rM<br />
d0<br />
= ⋅ μ NH ⋅ FNH<br />
(3.87)<br />
D<br />
RN 2 ⋅<br />
μ ⋅α<br />
Z FRZ = ( e −1)<br />
⋅(<br />
Fid<br />
+ FRN)<br />
(3.88)<br />
Löst man die Gl. (3.87) nach der Niederhalterkraft FNH auf, ergibt sich daraus die<br />
Niederhalterkraft FNH,Reißer für Reißer bei einem Ziehverhältnis von β0.<br />
D ⋅<br />
μz⋅α<br />
FNH, Reißer =<br />
⋅(<br />
FBR<br />
− e ⋅ Fid<br />
− F<br />
μz⋅α<br />
2⋅<br />
μ ⋅d<br />
⋅e<br />
NH<br />
0<br />
d Sti<br />
F NH F St F NH<br />
d i<br />
d NHJi<br />
d NHi<br />
d i-1<br />
d Mi<br />
Abb. 3.35 Tiefziehen im Weiterschlag /Moe69/<br />
rb<br />
)<br />
Stempel<br />
Niederhalter<br />
Stützring<br />
Ziehring<br />
(3.89)
http://www.springer.com/978-3-540-23441-8