3 Blechumformung - Christiani
3 Blechumformung - Christiani
3 Blechumformung - Christiani

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
262 3 <strong>Blechumformung</strong><br />
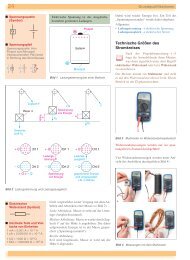
Streckziehen zu<br />
Beginn des<br />
Umformvorgangs<br />
Tiefziehen nach der<br />
Ausbildung des<br />
Ziehteilbodens<br />
Abb. 3.8 Der Streck- und Tiefziehvorgang<br />
Auslauf der Stempelkantenrundung<br />
(plane strain)<br />
Ebene Dehnung / σt behinderte einachsige<br />
Zugbeanspruchung<br />
Ziehteilboden<br />
σr = Radialspannungen<br />
σt = Tangentialspannungen<br />
σn = Normalspannungen<br />
σ r<br />
σ r σ t<br />
σ t σ r<br />
σ r<br />
σ n σ t<br />
σ t<br />
Tiefziehen<br />
σn Flansch / Umformbereich<br />
Tiefziehen/ Umformbereich<br />
gekennzeichnet durch<br />
Zug-/Druckbeanspruchung<br />
σ r σt<br />
Flansch<br />
Zarge<br />
σ r<br />
Tiefziehen<br />
Boden / Kraftübertragunszone<br />
Streckziehen gekennzeichnet durch<br />
Zug-/Zugbeanspruchung<br />
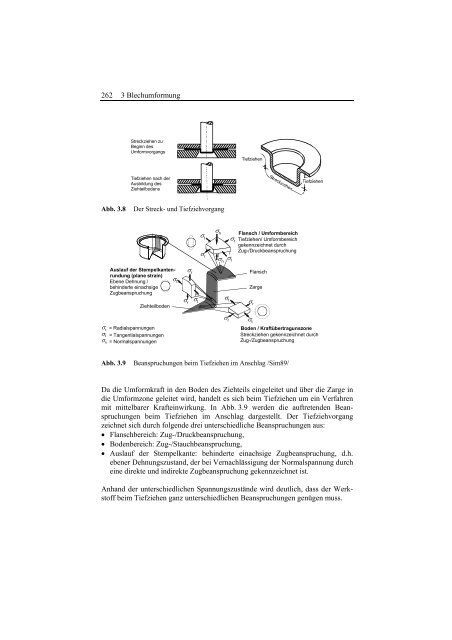
Abb. 3.9 Beanspruchungen beim Tiefziehen im Anschlag /Sim89/<br />
Da die Umformkraft in den Boden des Ziehteils eingeleitet und über die Zarge in<br />
die Umformzone geleitet wird, handelt es sich beim Tiefziehen um ein Verfahren<br />
mit mittelbarer Krafteinwirkung. In Abb. 3.9 werden die auftretenden Beanspruchungen<br />
beim Tiefziehen im Anschlag dargestellt. Der Tiefziehvorgang<br />
zeichnet sich durch folgende drei unterschiedliche Beanspruchungen aus:<br />
• Flanschbereich: Zug-/Druckbeanspruchung,<br />
• Bodenbereich: Zug-/Stauchbeanspruchung,<br />
• Auslauf der Stempelkante: behinderte einachsige Zugbeanspruchung, d.h.<br />
ebener Dehnungszustand, der bei Vernachlässigung der Normalspannung durch<br />
eine direkte und indirekte Zugbeanspruchung gekennzeichnet ist.<br />
Anhand der unterschiedlichen Spannungszustände wird deutlich, dass der Werkstoff<br />
beim Tiefziehen ganz unterschiedlichen Beanspruchungen genügen muss.