Schweisszusätze für den Stahlbau - Böhler Welding
Schweisszusätze für den Stahlbau - Böhler Welding
Schweisszusätze für den Stahlbau - Böhler Welding

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
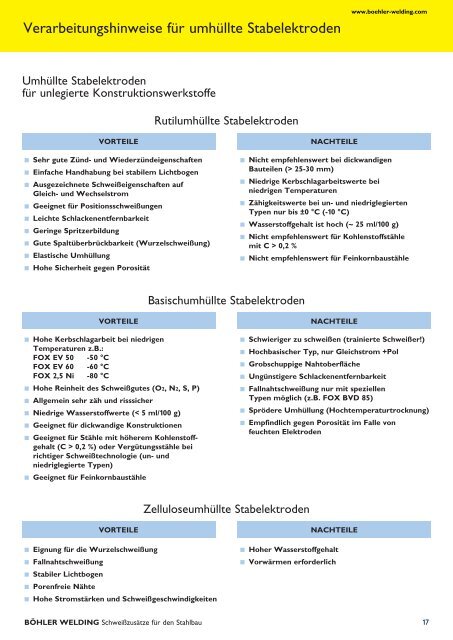
Verarbeitungshinweise <strong>für</strong> umhüllte Stabelektro<strong>den</strong><br />
Umhüllte Stabelektro<strong>den</strong><br />
<strong>für</strong> unlegierte Konstruktionswerkstoffe<br />
VORTEILE<br />
■ Sehr gute Zünd- und Wiederzündeigenschaften<br />
■ Einfache Handhabung bei stabilem Lichtbogen<br />
■ Ausgezeichnete Schweißeigenschaften auf<br />
Gleich- und Wechselstrom<br />
■ Geeignet <strong>für</strong> Positionsschweißungen<br />
■ Leichte Schlackenentfernbarkeit<br />
■ Geringe Spritzerbildung<br />
■ Gute Spaltüberbrückbarkeit (Wurzelschweißung)<br />
■ Elastische Umhüllung<br />
■ Hohe Sicherheit gegen Porosität<br />
VORTEILE<br />
■ Hohe Kerbschlagarbeit bei niedrigen<br />
Temperaturen z.B.:<br />
FOX EV 50 -50 °C<br />
FOX EV 60 -60 °C<br />
FOX 2,5 Ni -80 °C<br />
■ Hohe Reinheit des Schweißgutes (O2, N2, S, P)<br />
■ Allgemein sehr zäh und risssicher<br />
■ Niedrige Wasserstoffwerte (< 5 ml/100 g)<br />
■ Geeignet <strong>für</strong> dickwandige Konstruktionen<br />
■ Geeignet <strong>für</strong> Stähle mit höherem Kohlenstoffgehalt<br />
(C > 0,2 %) oder Vergütungsstähle bei<br />
richtiger Schweißtechnologie (un- und<br />
niedriglegierte Typen)<br />
■ Geeignet <strong>für</strong> Feinkornbaustähle<br />
VORTEILE<br />
■ Eignung <strong>für</strong> die Wurzelschweißung<br />
■ Fallnahtschweißung<br />
■ Stabiler Lichtbogen<br />
■ Porenfreie Nähte<br />
■ Hohe Stromstärken und Schweißgeschwindigkeiten<br />
BÖHLER WELDING Schweißzusätze <strong>für</strong> <strong>den</strong> <strong>Stahlbau</strong><br />
Rutilumhüllte Stabelektro<strong>den</strong><br />
Basischumhüllte Stabelektro<strong>den</strong><br />
Zelluloseumhüllte Stabelektro<strong>den</strong><br />
NACHTEILE<br />
■ Nicht empfehlenswert bei dickwandigen<br />
Bauteilen (> 25-30 mm)<br />
■ Niedrige Kerbschlagarbeitswerte bei<br />
niedrigen Temperaturen<br />
■ Zähigkeitswerte bei un- und niedriglegierten<br />
Typen nur bis ±0 °C (-10 °C)<br />
■ Wasserstoffgehalt ist hoch (~ 25 ml/100 g)<br />
■ Nicht empfehlenswert <strong>für</strong> Kohlenstoffstähle<br />
mit C > 0,2 %<br />
■ Nicht empfehlenswert <strong>für</strong> Feinkornbaustähle<br />
NACHTEILE<br />
■ Schwieriger zu schweißen (trainierte Schweißer!)<br />
■ Hochbasischer Typ, nur Gleichstrom +Pol<br />
■ Grobschuppige Nahtoberfläche<br />
■ Ungünstigere Schlackenentfernbarkeit<br />
■ Fallnahtschweißung nur mit speziellen<br />
Typen möglich (z.B. FOX BVD 85)<br />
■ Sprödere Umhüllung (Hochtemperaturtrocknung)<br />
■ Empfindlich gegen Porosität im Falle von<br />
feuchten Elektro<strong>den</strong><br />
NACHTEILE<br />
■ Hoher Wasserstoffgehalt<br />
■ Vorwärmen erforderlich<br />
www.boehler-welding.com<br />
17