Schweisszusätze für den Stahlbau - Böhler Welding
Schweisszusätze für den Stahlbau - Böhler Welding
Schweisszusätze für den Stahlbau - Böhler Welding

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Verarbeitungshinweise <strong>für</strong> hochfeste Feinkornbaustähle<br />
Abkühlzeit t8/5<br />
Von entschei<strong>den</strong>der Bedeutung <strong>für</strong> die mechanischen Eigenschaften<br />
einer Schweißverbindung ist der Temperatur-Zeit-<br />
Verlauf beim Schweißen.<br />
Dieser wird besonders beeinflusst von der Bauteildicke, der<br />
Nahtform, der Wärmeeinbringung und Vorwärmtemperatur<br />
sowie vom Lagenaufbau. Zur Kennzeichnung des Temperatur-Zeit-Verlaufs<br />
beim Schweißen wählt man im allgemeinen<br />
die Abkühlzeit t8/5. Das ist die Zeit, in der bei der Abkühlung<br />
einer Schweißraupe der Temperaturbereich von 800 bis<br />
500 °C durchlaufen wird.<br />
Diese Abkühlzeit ist <strong>für</strong> das entstehende Gefüge und dessen<br />
Eigenschaften (Härte, Festigkeit und Zähigkeit) in der Wärmeeinflusszone<br />
(WEZ) der Schweißverbindung von entschei<strong>den</strong>der<br />
Bedeutung. Die Härte in der WEZ nimmt mit steigender<br />
Abkühlzeit t8/5 ab – siehe Bild 1.<br />
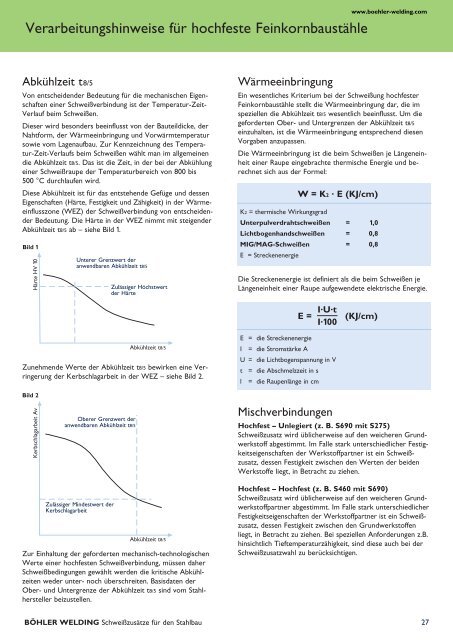
Bild 1<br />
Härte HV 10<br />
Zunehmende Werte der Abkühlzeit t8/5 bewirken eine Verringerung<br />
der Kerbschlagarbeit in der WEZ – siehe Bild 2.<br />
Bild 2<br />
Kerbschlagarbeit Av<br />
Unterer Grenzwert der<br />
anwendbaren Abkühlzeit t8/5<br />
Oberer Grenzwert der<br />
anwendbaren Abkühlzeit t8/5<br />
Zulässiger Mindestwert der<br />
Kerbschlagarbeit<br />
Zulässiger Höchstwert<br />
der Härte<br />
Abkühlzeit t8/5<br />
Abkühlzeit t8/5<br />
Zur Einhaltung der geforderten mechanisch-technologischen<br />
Werte einer hochfesten Schweißverbindung, müssen daher<br />
Schweißbedingungen gewählt wer<strong>den</strong> die kritische Abkühlzeiten<br />
weder unter- noch überschreiten. Basisdaten der<br />
Ober- und Untergrenze der Abkühlzeit t8/5 sind vom Stahlhersteller<br />
beizustellen.<br />
BÖHLER WELDING Schweißzusätze <strong>für</strong> <strong>den</strong> <strong>Stahlbau</strong><br />
Wärmeeinbringung<br />
Ein wesentliches Kriterium bei der Schweißung hochfester<br />
Feinkornbaustähle stellt die Wärmeeinbringung dar, die im<br />
speziellen die Abkühlzeit t8/5 wesentlich beeinflusst. Um die<br />
geforderten Ober- und Untergrenzen der Abkühlzeit t8/5<br />
einzuhalten, ist die Wärmeeinbringung entsprechend diesen<br />
Vorgaben anzupassen.<br />
Die Wärmeeinbringung ist die beim Schweißen je Längeneinheit<br />
einer Raupe eingebrachte thermische Energie und berechnet<br />
sich aus der Formel:<br />
W = K2 . E (KJ/cm)<br />
K2 = thermische Wirkungsgrad<br />
Unterpulverdrahtschweißen = 1,0<br />
Lichtbogenhandschweißen = 0,8<br />
MIG/MAG-Schweißen<br />
E = Streckenenergie<br />
= 0,8<br />
Die Streckenenergie ist definiert als die beim Schweißen je<br />
Längeneinheit einer Raupe aufgewendete elektrische Energie.<br />
E = die Streckenenergie<br />
I = die Stromstärke A<br />
U = die Lichtbogenspannung in V<br />
t = die Abschmelzzeit in s<br />
l = die Raupenlänge in cm<br />
Mischverbindungen<br />
I<br />
E = (KJ/cm)<br />
. U . t<br />
I . 100<br />
www.boehler-welding.com<br />
Hochfest – Unlegiert (z. B. S690 mit S275)<br />
Schweißzusatz wird üblicherweise auf <strong>den</strong> weicheren Grundwerkstoff<br />
abgestimmt. Im Falle stark unterschiedlicher Festigkeitseigenschaften<br />
der Werkstoffpartner ist ein Schweißzusatz,<br />
dessen Festigkeit zwischen <strong>den</strong> Werten der bei<strong>den</strong><br />
Werkstoffe liegt, in Betracht zu ziehen.<br />
Hochfest – Hochfest (z. B. S460 mit S690)<br />
Schweißzusatz wird üblicherweise auf <strong>den</strong> weicheren Grundwerkstoffpartner<br />
abgestimmt. Im Falle stark unterschiedlicher<br />
Festigkeitseigenschaften der Werkstoffpartner ist ein Schweißzusatz,<br />
dessen Festigkeit zwischen <strong>den</strong> Grundwerkstoffen<br />
liegt, in Betracht zu ziehen. Bei speziellen Anforderungen z.B.<br />
hinsichtlich Tieftemperaturzähigkeit, sind diese auch bei der<br />
Schweißzusatzwahl zu berücksichtigen.<br />
27