Schweisszusätze für den Stahlbau - Böhler Welding
Schweisszusätze für den Stahlbau - Böhler Welding
Schweisszusätze für den Stahlbau - Böhler Welding

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
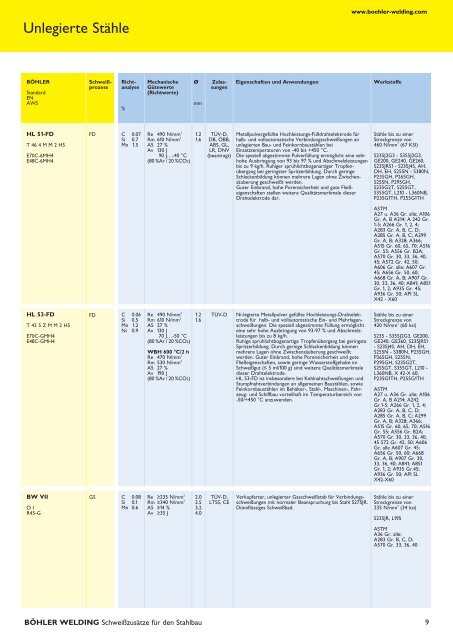
Unlegierte Stähle<br />
BÖHLER<br />
Standard<br />
EN<br />
AWS<br />
HL 51-FD<br />
T 46 4 M M 2 H5<br />
E70C-6MH4<br />
E48C-6MH4<br />
HL 53-FD<br />
T 42 5 Z M M 2 H5<br />
E70C-GMH4<br />
E48C-GMH4<br />
BW VII<br />
O I<br />
R45-G<br />
Schweißprozess<br />
Richtanalyse<br />
%<br />
FD C 0.07<br />
Si 0.7<br />
Mn 1.5<br />
FD C 0.06<br />
Si 0.5<br />
Mn 1.2<br />
Ni 0.9<br />
GS C 0.08<br />
Si 0.1<br />
Mn 0.6<br />
Mechanische<br />
Gütewerte<br />
(Richtwerte)<br />
Re 490 N/mm 2<br />
Rm 610 N/mm 2<br />
A5 27 %<br />
Av 130 J<br />
90 J…-40 °C<br />
(80 %Ar / 20 %CO2)<br />
Re 490 N/mm 2<br />
Rm 610 N/mm 2<br />
A5 27 %<br />
Av 130 J<br />
70 J…-50 °C<br />
(80 %Ar / 20 %CO2)<br />
WBH 600 °C/2 h<br />
Re 470 N/mm 2<br />
Rm 530 N/mm 2<br />
A5 27 %<br />
Av 190 J<br />
(80 %Ar / 20 %CO2)<br />
Re ≥235 N/mm 2<br />
Rm ≥340 N/mm 2<br />
A5 ≥14 %<br />
Av ≥35 J<br />
BÖHLER WELDING Schweißzusätze <strong>für</strong> <strong>den</strong> <strong>Stahlbau</strong><br />
Ø<br />
mm<br />
1.2<br />
1.6<br />
1.2<br />
1.6<br />
2.0<br />
2.5<br />
3.2<br />
4.0<br />
Zulassungen<br />
TÜV-D,<br />
DB, ÖBB,<br />
ABS, GL,<br />
LR, DNV<br />
(beantragt)<br />
Eigenschaften und Anwendungen Werkstoffe<br />
Metallpulvergefüllte Hochleistungs-Fülldrahtelektrode <strong>für</strong><br />
halb- und vollautomatische Verbindungsschweißungen an<br />
unlegierten Bau- und Feinkornbaustählen bei<br />
Einsatztemperaturen von -40 bis +450 °C.<br />
Die speziell abgestimmte Pulverfüllung ermöglicht eine sehr<br />
hohe Ausbringung von 93 bis 97 % und Abschmelzleistungen<br />
bis zu 9 kg/h. Ruhiger sprühlichtbogenartiger Tropfenübergang<br />
bei geringster Spritzerbildung. Durch geringe<br />
Schlackenbildung können mehrere Lagen ohne Zwischensäuberung<br />
geschweißt wer<strong>den</strong>.<br />
Guter Einbrand, hohe Porensicherheit und gute Fließeigenschaften<br />
stellen weitere Qualitätsmerkmale dieser<br />
Drahtelektrode dar.<br />
TÜV-D Ni-legierte Metallpulver gefüllte Hochleistungs-Drahtelektrode<br />
<strong>für</strong> halb- und vollautomatische Ein- und Mehrlagenschweißungen.<br />
Die speziell abgestimmte Füllung ermöglicht<br />
eine sehr hohe Ausbringung von 93-97 % und Abschmelzleistungen<br />
bis zu 8 kg/h.<br />
Ruhige sprühlichtbogenartige Tropfenübergang bei geringste<br />
Spritzerbildung. Durch geringe Schlackenbildung können<br />
mehrere Lagen ohne Zwischensäuberung geschweißt<br />
wer<strong>den</strong>. Guter Einbrand, hohe Porensicherheit und gute<br />
Fließeigenschaften, sowie geringe Wasserstoffgehalte im<br />
Schweißgut (≤ 5 ml/100 g) sind weitere Qualitätsmerkmale<br />
dieser Drahtelektrode.<br />
HL 53-FD ist insbesondere bei Kehlnahtschweißungen und<br />
Stumpfnahtverbindungen an allgemeinen Baustählen, sowie<br />
Feinkornbaustählen im Behälter-, Stahl-, Maschinen-, Fahrzeug-<br />
und Schiffbau vorteilhaft im Temperaturbereich von<br />
-50/+450 °C anzuwen<strong>den</strong>.<br />
TÜV-D,<br />
LTSS, CE<br />
Verkupferter, unlegierter Gasschweißstab <strong>für</strong> Verbindungsschweißungen<br />
mit normaler Beanspruchung bis Stahl S275JR.<br />
Dünnflüssiges Schweißbad.<br />
www.boehler-welding.com<br />
Stähle bis zu einer<br />
Streckgrenze von<br />
460 N/mm 2 (67 KSI)<br />
S235J2G3 - S355J2G3,<br />
GE200, GE240, GE260,<br />
S235JRS1 - S235J4S, AH,<br />
DH, EH, S255N - S380N,<br />
P235GH, P265GH,<br />
S255N, P295GH,<br />
S235G2T, S255GT,<br />
S355GT, L210 - L360NB,<br />
P235G1TH, P255G1TH<br />
ASTM<br />
A27 u. A36 Gr. alle; A106<br />
Gr. A, B A214; A 242 Gr.<br />
1-5; A266 Gr. 1, 2, 4;<br />
A283 Gr. A, B, C, D;<br />
A285 Gr. A, B, C; A299<br />
Gr. A, B; A328; A366;<br />
A515 Gr. 60, 65, 70; A516<br />
Gr. 55; A556 Gr. B2A;<br />
A570 Gr. 30, 33, 36, 40,<br />
45; A572 Gr. 42, 50;<br />
A606 Gr. alle; A607 Gr.<br />
45; A656 Gr. 50, 60;<br />
A668 Gr. A, B; A907 Gr.<br />
30, 33, 36, 40; A841; A851<br />
Gr. 1, 2; A935 Gr. 45;<br />
A936 Gr. 50; API 5L<br />
X42 - X60<br />
Stähle bis zu einer<br />
Streckgrenze von<br />
420 N/mm 2 (60 ksi)<br />
S235 - S355J2G3, GE200,<br />
GE240, GE260, S235JRS1<br />
- S235J4S, AH, DH, EH,<br />
S255N - S380N, P235GH,<br />
P265GH, S255N,<br />
P295GH, S235G2T,<br />
S255GT, S355GT, L210 -<br />
L360NB, X 42-X 60,<br />
P235G1TH, P255G1TH<br />
ASTM<br />
A27 u. A36 Gr. alle; A106<br />
Gr. A, B A214; A242<br />
Gr.1-5; A266 Gr. 1, 2, 4;<br />
A283 Gr. A, B, C, D;<br />
A285 Gr. A, B, C; A299<br />
Gr. A, B; A328; A366;<br />
A515 Gr. 60, 65, 70; A516<br />
Gr. 55; A556 Gr. B2A;<br />
A570 Gr. 30, 33, 36, 40,<br />
45 572 Gr. 42, 50; A606<br />
Gr. alle A607 Gr. 45;<br />
A656 Gr. 50, 60; A668<br />
Gr. A, B; A907 Gr. 30,<br />
33, 36, 40; A841; A851<br />
Gr. 1, 2; A935 Gr.45;<br />
A936 Gr. 50; API 5L<br />
X42-X60<br />
Stähle bis zu einer<br />
Streckgrenze von<br />
235 N/mm 2 (34 ksi)<br />
S235JR, L195<br />
ASTM<br />
A36 Gr. alle;<br />
A283 Gr. B, C, D;<br />
A570 Gr. 33, 36, 40<br />
9