Schweisszusätze für den Stahlbau - Böhler Welding
Schweisszusätze für den Stahlbau - Böhler Welding
Schweisszusätze für den Stahlbau - Böhler Welding

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
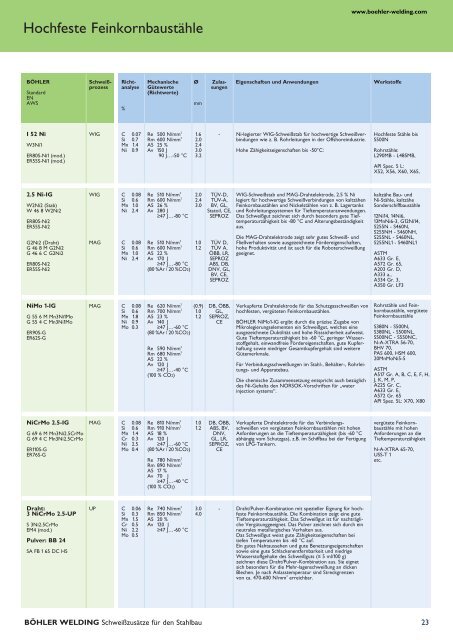
Hochfeste Feinkornbaustähle<br />
BÖHLER<br />
Standard<br />
EN<br />
AWS<br />
I 52 Ni<br />
W3Ni1<br />
ER80S-Ni1 (mod.)<br />
ER55S-Ni1 (mod.)<br />
2.5 Ni-IG<br />
W2Ni2 (Stab)<br />
W 46 8 W2Ni2<br />
ER80S-Ni2<br />
ER55S-Ni2<br />
G2Ni2 (Draht)<br />
G 46 8 M G2Ni2<br />
G 46 6 C G2Ni2<br />
ER80S-Ni2<br />
ER55S-Ni2<br />
NiMo 1-IG<br />
G 55 6 M Mn3Ni1Mo<br />
G 55 4 C Mn3Ni1Mo<br />
ER90S-G<br />
ER62S-G<br />
NiCrMo 2.5-IG<br />
G 69 6 M Mn3Ni2.5CrMo<br />
G 69 4 C Mn3Ni2.5CrMo<br />
ER110S-G<br />
ER76S-G<br />
Draht:<br />
3 NiCrMo 2.5-UP<br />
S 3Ni2.5CrMo<br />
EM4 (mod.)<br />
Pulver: BB 24<br />
SA FB 1 65 DC H5<br />
Schweißprozess<br />
Richtanalyse<br />
BÖHLER WELDING Schweißzusätze <strong>für</strong> <strong>den</strong> <strong>Stahlbau</strong><br />
%<br />
WIG C 0.07<br />
Si 0.7<br />
Mn 1.4<br />
Ni 0.9<br />
WIG<br />
MAG<br />
C 0.08<br />
Si 0.6<br />
Mn 1.0<br />
Ni 2.4<br />
C 0.08<br />
Si 0.6<br />
Mn 1.0<br />
Ni 2.4<br />
MAG C 0.08<br />
Si 0.6<br />
Mn 1.8<br />
Ni 0.9<br />
Mo 0.3<br />
MAG C 0.08<br />
Si 0.6<br />
Mn 1.4<br />
Cr 0.3<br />
Ni 2.5<br />
Mo 0.4<br />
UP C 0.06<br />
Si 0.3<br />
Mn 1.5<br />
Cr 0.5<br />
Ni 2.2<br />
Mo 0.5<br />
Mechanische<br />
Gütewerte<br />
(Richtwerte)<br />
Re 500 N/mm 2<br />
Rm 600 N/mm 2<br />
A5 25 %<br />
Av 150 J<br />
90 J…-50 °C<br />
Re 510 N/mm 2<br />
Rm 600 N/mm 2<br />
A5 26 %<br />
Av 280 J<br />
≥47 J…-80 °C<br />
Re 510 N/mm 2<br />
Rm 600 N/mm 2<br />
A5 22 %<br />
Av 170 J<br />
≥47 J…-80 °C<br />
(80 %Ar / 20 %CO2)<br />
Re 620 N/mm 2<br />
Rm 700 N/mm 2<br />
A5 23 %<br />
Av 140 J<br />
≥47 J…-60 °C<br />
(80 %Ar / 20 %CO2)<br />
Re 590 N/mm 2<br />
Rm 680 N/mm 2<br />
A5 22 %<br />
Av 120 J<br />
≥47 J…-40 °C<br />
(100 % CO2)<br />
Re 810 N/mm 2<br />
Rm 910 N/mm 2<br />
A5 18 %<br />
Av 120 J<br />
≥47 J…-60 °C<br />
(80 %Ar / 20 %CO2)<br />
Re 780 N/mm 2<br />
Rm 890 N/mm 2<br />
A5 17 %<br />
Av 70 J<br />
≥47 J…-40 °C<br />
(100 % CO2)<br />
Re 740 N/mm 2<br />
Rm 850 N/mm 2<br />
A5 20 %<br />
Av 120 J<br />
≥47 J…-60 °C<br />
Ø<br />
mm<br />
1.6<br />
2.0<br />
2.4<br />
3.0<br />
3.2<br />
2.0<br />
2.4<br />
3.0<br />
1.0<br />
1.2<br />
(0.9)<br />
1.0<br />
1.2<br />
1.0<br />
1.2<br />
3.0<br />
4.0<br />
Zulassungen<br />
DB, ÖBB,<br />
ABS, BV,<br />
DNV,<br />
GL, LR,<br />
SEPROZ,<br />
CE<br />
Eigenschaften und Anwendungen Werkstoffe<br />
- Ni-legierter WIG-Schweißstab <strong>für</strong> hochwertige Schweißverbindungen<br />
wie z. B. Rohrleitungen in der Offshoreindustrie.<br />
Hohe Zähigkeitseigenschaften bis -50°C:<br />
TÜV-D,<br />
TÜV-A,<br />
BV, GL,<br />
Statoil, CE,<br />
SEPROZ<br />
TÜV D,<br />
TÜV A,<br />
ÖBB, LR,<br />
SEPROZ<br />
ABS, DB,<br />
DNV, GL,<br />
BV, CE,<br />
SEPROZ<br />
DB, ÖBB,<br />
GL,<br />
SEPROZ,<br />
CE<br />
WIG-Schweißstab und MAG-Drahtelektrode, 2.5 % Ni<br />
legiert <strong>für</strong> hochwertige Schweißverbindungen von kaltzähen<br />
Feinkornbaustählen und Nickelstählen von z. B. Lagertanks<br />
und Rohrleitungssystemen <strong>für</strong> Tieftemperaturanwendungen.<br />
Das Schweißgut zeichnet sich durch besonders gute Tieftemperaturzähigkeit<br />
bis -80 °C und Alterungsbeständigkeit<br />
aus.<br />
Die MAG-Drahtelektrode zeigt sehr gutes Schweiß- und<br />
Fließverhalten sowie ausgezeichnete Fördereigenschaften,<br />
hohe Produktivität und ist auch <strong>für</strong> die Roboterschweißung<br />
geeignet.<br />
Verkupferte Drahtelektrode <strong>für</strong> das Schutzgasschweißen von<br />
hochfesten, vergüteten Feinkornbaustählen.<br />
BÖHLER NiMo1-IG ergibt durch die präzise Zugabe von<br />
Mikrolegierungselementen ein Schweißgut, welches eine<br />
ausgezeichnete Duktilität und hohe Risssicherheit aufweist.<br />
Gute Tieftemperaturzähigkeit bis -60 °C, geringer Wasserstoffgehalt,<br />
einwandfreie Fördereigenschaften, gute Kupferhaftung<br />
sowie niedriger Gesamtkupfergehalt sind weitere<br />
Gütemerkmale.<br />
Für Verbindungsschweißungen im Stahl-, Behälter-, Rohrleitungs-<br />
und Apparatebau.<br />
Die chemische Zusammensetzung entspricht auch bezüglich<br />
des Ni-Gehalts <strong>den</strong> NORSOK-Vorschriften <strong>für</strong> „water<br />
injection systems“.<br />
Verkupferte Drahtelektrode <strong>für</strong> das Verbindungsschweißen<br />
von vergüteten Feinkornbaustählen mit hohen<br />
Anforderungen an die Tieftemperaturzähigkeit (bis -60 °C<br />
abhängig vom Schutzgas), z.B. im Schiffbau bei der Fertigung<br />
von LPG-Tankern.<br />
- Draht/Pulver-Kombination mit spezieller Eignung <strong>für</strong> hochfeste<br />
Feinkornbaustähle. Die Kombination zeigt eine gute<br />
Tieftemperaturzähigkeit. Das Schweißgut ist <strong>für</strong> nachträgliche<br />
Vergütunggeeignet. Das Pulver zeichnet sich durch ein<br />
neutrales metallurgisches Verhalten aus.<br />
Das Schweißgut weist gute Zähigkeitseigenschaften bei<br />
tiefen Temperaturen bis -60 °C auf.<br />
Ein gutes Nahtaussehen und gute Benetzungseigenschaften<br />
sowie eine gute Schlackenentfernbarkeit und niedrige<br />
Wasserstoffgehalte des Schweißguts (≤ 5 ml/100 g)<br />
zeichnen diese Draht/Pulver-Kombination aus. Sie eignet<br />
sich besonders <strong>für</strong> die Mehr-lagenschweißung an dicken<br />
Blechen. Je nach Anlasstemperatur sind Streckgrenzen<br />
von ca. 470-600 N/mm 2 erreichbar.<br />
www.boehler-welding.com<br />
Hochfeste Stähle bis<br />
S500N<br />
Rohrstähle:<br />
L290MB - L485MB,<br />
API Spec. 5 L:<br />
X52, X56, X60, X65,<br />
kaltzähe Bau- und<br />
Ni-Stähle, kaltzähe<br />
Sonderschiffbaustähle<br />
12Ni14, 14Ni6,<br />
13MnNi6-3, G12Ni14,<br />
S255N - S460N,<br />
S255NH - S460NH,<br />
S255NL - S460NL,<br />
S255NL1 - S460NL1<br />
ASTM<br />
A633 Gr. E,<br />
A572 Gr. 65,<br />
A203 Gr. D,<br />
A333 a.,<br />
A334 Gr. 3,<br />
A350 Gr. LF3<br />
Rohrstähle und Feinkornbaustähle,<br />
vergütete<br />
Feinkornbaustähle<br />
S380N - S500N,<br />
S380NL - S500NL,<br />
S500NC - S550NC,<br />
N-A-XTRA 56-70,<br />
BHV 70,<br />
PAS 600, HSM 600,<br />
20MnMoNi5-5<br />
ASTM<br />
A517 Gr. A, B, C, E, F, H,<br />
J, K, M, P,<br />
A225 Gr. C,<br />
A633 Gr. E,<br />
A572 Gr. 65<br />
API Spez. 5L: X70, X80<br />
vergütete Feinkornbaustähle<br />
mit hohen<br />
Anforderungen an die<br />
Tieftemperaturzähigkeit<br />
N-A-XTRA 65-70,<br />
USS-T 1<br />
etc.<br />
23