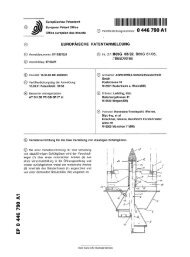
Robustes Verfahren zum Wälzschälen und ... - Patent data
Robustes Verfahren zum Wälzschälen und ... - Patent data
Robustes Verfahren zum Wälzschälen und ... - Patent data

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
EP 2 537 615 A1510152025303540455055[0087] Die Form <strong>und</strong> Größe der Wanne 80 ändert sich beim radialen Einstechen gemäss Erfindung, da sich dieRelativbahn der Schneidzähne 111 <strong>und</strong> somit auch der Schneiden mit dem Achsabstand ändert. Dieser Aspekt wird inden Figuren 11A, 11B, 12A, 12B, 13A <strong>und</strong> 13B vernachlässigt. Zur besseren Unterscheidung wird die Wanne beimerfindungsgemässen Einstechverfahren mit dem Bezugszeichen 80* bezeichnet. Beim konventionellen axialen Einstechen,wie in Fig. 10 gezeigt, sind die Wannen 11 tatsächlich immer gleich.[0088] Beim radialen Einstechen wird die Wanne 80* mit dem Wannenboden voran, vorzugsweise mit dem tiefstenPunkt TP der Wanne 80*, mit einer hauptsächlich radial gerichteten Bewegung an das Werkstück 50 heran geführt.Durch diese neue Form des Zustellens (erste Teilbewegung A1 ) <strong>und</strong> durch das anschließende Eintauchen (zweiteTeilbewegung A2 ) wird vermieden, dass die Schneiden des Wälzschälwerkzeugs 100 mit einem deutlich negativenSpanwinkel im Bereich von -15 Grad bis -30 Grad oder sogar einem stark negativen Spanwinkel im Bereich von mehrals -30 Grad in das Material des Werkstücks 50 eintauchen. Der entsprechende Bereich der Wanne 80*, der gemässErfindung vermieden wird, ist in Fig. 11A, 12A, 12B <strong>und</strong> 13A vereinfacht <strong>und</strong> zusammenfassend durch eine dickeKurvenlinie 81 gekennzeichnet. In der Praxis rutscht die Wanne 80* beim erfindungsgemässen Einstechen immer mehrin das Material des Werkstücks 50, 70 hinein, so dass der relevante Bereich der Kurvenlinie 81 bis zur vollen Eintauchtiefeimmer mehr zunimmt. Beim bisherigen axialen Einstechen wächst der relevante Bereich der Kurvenlinie 81 ausgehendvom Wannenrand 83, beim radialen Einstechen gemäss Erfindung wächst die Kurvenlinie 81 ausgehend vom Wannenboden(am Tiefpunkt der Wanne 80*) in Richtung Wannenrand 83.[0089] Gemäss Erfindung reicht es aus, um die Zahnlücke 52 vollständig zu generieren, an einer bestimmbarenEinstechposition EP entlang der Zahnbreite der Verzahnung radial statt axial <strong>zum</strong> Werkstück 50 einzustechen, wie inFig. 11A gezeigt. Die Einstichposition EP bestimmt sich vorzugsweise aus der Lage der Erzeugendenlinie 82, die in denFiguren 11A, 11B, 12A, 12B <strong>und</strong> 14 durch eine Linie dargestellt ist. In Fig. 11B ist schematisch dargestellt, dass dertiefste Punkt TP der Wanne 80* im Moment der ersten Berührung knapp außerhalb des Material des Werkstücks 50oder 70 liegt. In diesem Moment liegt der tiefste Punkt TP der Wanne 80* unmittelbar vor der Stirnfläche 54 des Werkstücks50 oder 70.[0090] Gemäss Erfindung erfolgt somit die erste Spanabnahme bei deutlich günstigeren Spanungsbedingungen alsbei bisherigen Wälzschälverfahren.[0091] Das <strong>Wälzschälen</strong> ist ein komplizierter Prozess, bei dem sich die Schnittbedingungen an den Schneiden desWälzschälwerkzeugs 100 permanent ändern, wie anhand der Wanne 80 dargestellt wurde. Gemäss Erfindung werdendie relativen Bewegungsabläufe so optimiert, dass der Bereich 81 der Wanne 80 beim ersten Berühren <strong>und</strong> in derAnfangsphase des Einstechens (Eintauchen genannt) möglichst vermieden wird.[0092] Einerseits kommt somit das Vermeiden des Bereichs 81 beim ersten Inkontaktbringen des Wälzschälwerkzeugs100 mit dem Werkstück 50 zur Anwendung, indem durch eine geeignete erste Teilbewegung A1 deutlich radial zugestelltwird, wie beschrieben.[0093] Andererseits wird auch während des Einstechens bzw. Eintauchens auf die volle Tiefe der Zahnlücken 52darauf geachtet, dass die Schneiden des Wälzschälwerkzeugs 100 nicht mit deutlich oder gar stark negativen Spanwinkelnins Material des Werkstücks 50 fahren. Aus diesem Gr<strong>und</strong> wird auch die zweite Teilbewegung A2 entsprechendgewählt, wobei die zweite Teilbewegung A2 so ausgeführt wird, dass am Ende des Eintauchens eine Zwischenpositionerzielt wird, bei der die Erzeugendenlinie 82 gerade noch außerhalb der zu erzeugenden Lücke 52 liegt (analog zu Fig.11B).[0094] Es werden zu diesem Zweck vorzugsweise zur Festlegung der CNCgesteuerten Maschinenbewegung punktgenaueBerechnungen durchgeführt, um beim Ausführen der beiden Teilbewegungen A1 <strong>und</strong> A2 ungünstige Spanungsbedingungenzu vermeiden <strong>und</strong> die richtige Zwischenposition anzufahren, bevor das eigentliche <strong>Wälzschälen</strong> der Lücken52 beginnt.[0095] Fig. 14 zeigt einen Abschnitt eines Werkstücks 50 in einer Draufsicht, wobei die Position der Wanne 80 beimDurchlaufen einer Zahnlücke 52 in stark schematisierter Form gezeigt ist. Fig. 14 zeigt also das eigentliche <strong>Wälzschälen</strong>,das nach dem modifizierten Einstechverfahren folgt. Anhand von Fig. 14 kann man die Vorschubrichtung VR, die SchnittrichtungSR, die Lage eines Schneidzahns 111 <strong>und</strong> die schematische Form einer Spanfläche 53 erkennen. Die VorschubrichtungVR verläuft in Lückenrichtung <strong>und</strong> setzt sich zusammen aus dem Axialvorschub <strong>und</strong> dem an diesengekoppelten Differentialvorschub des Werkstücks 50. Die Schnittrichtung SR bildet mit der Vorschubrichtung VR einenspitzen Winkel. Eine Linie 82 an der Wanne 80 trennt den Bereich einer ersten Schnittbahn von dem Bereich einerzweiten Schnittbahn, wie bereits beschrieben. D.h. diese Linie 82 entspricht der bereits erwähnten Erzeugendenlinie.Anhand von Fig. 14 ist zu erkennen, dass die Werkzeugschneide des Schneidzahns 111 bei der Bewegung durch diezu generierende Lücke 52 die bereits beschriebene wannenförmige Fläche 80 beschreibt, wobei die Spanbildung desSpans gemäss Erfindung beim Zustellen <strong>und</strong> Eintauchen so einsetzt <strong>und</strong> bis zu einem Wannenpunkt erfolgt, dassanfangs keine negativen oder nur gering negative Spanwinkel, <strong>und</strong> während des fortschreitenden Eintauchens keinedeutlich oder stark negativen Spanwinkel am Schneidzahn 111 auftreten.[0096] Fig. 15 zeigt einen Abschnitt eines Werkstücks 50 beim <strong>Wälzschälen</strong>, wobei zu erkennen ist, wie ein Messerstab120 mit Schneidzahn 111 durch eine Zahnlücke 52 geführt wird. Das Wälzschälwerkzeug 100 (Stabmesser-Schälrad11