

KS-Vorsatzflansch - Mapal
KS-Vorsatzflansch - Mapal
KS-Vorsatzflansch - Mapal

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
286<br />
Kompetenz Spanntechnik | Technische Informationen, Hinweise<br />
Definition, Berechnung, Einfluss<br />
und Grenzen des Auswuchtens<br />
1. Unwucht und Unwuchtberechnung<br />
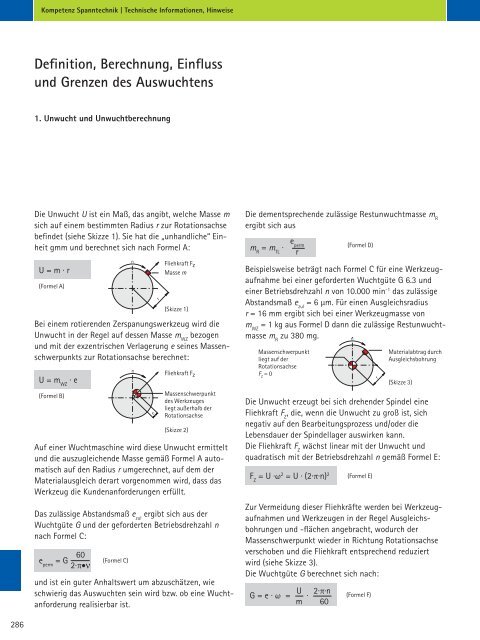
Die Unwucht U ist ein Maß, das angibt, welche Masse m<br />
sich auf einem bestimmten Radius r zur Rotationsachse<br />
befindet (siehe Skizze 1). Sie hat die „unhandliche“ Einheit<br />
gmm und berechnet sich nach Formel A:<br />
U = m · r<br />
(Formel A)<br />
Bei einem rotierenden Zerspanungswerkzeug wird die<br />
Unwucht in der Regel auf dessen Masse m WZ bezogen<br />
und mit der exzentrischen Verlagerung e seines Massenschwerpunkts<br />
zur Rotationsachse berechnet:<br />
U = m WZ · e<br />
(Formel B)<br />
Auf einer Wuchtmaschine wird diese Unwucht ermittelt<br />
und die auszugleichende Masse gemäß Formel A automatisch<br />
auf den Radius r umgerechnet, auf dem der<br />
Materialausgleich derart vorgenommen wird, dass das<br />
Werkzeug die Kundenanforderungen erfüllt.<br />
Das zulässige Abstandsmaß e zul ergibt sich aus der<br />
Wuchtgüte G und der geforderten Betriebsdrehzahl n<br />
nach Formel C:<br />
e perm = G · 60<br />
2·π·n<br />
(Formel C)<br />
Fliehkraft Fz Masse m<br />
(Skizze 1)<br />
Fliehkraft F z<br />
Massenschwerpunkt<br />
des Werkzeuges<br />
liegt außerhalb der<br />
Rotationsachse<br />
(Skizze 2)<br />
und ist ein guter Anhaltswert um abzuschätzen, wie<br />
schwierig das Auswuchten sein wird bzw. ob eine Wuchtanforderung<br />
realisierbar ist.<br />
Die dementsprechende zulässige Restunwuchtmasse m R<br />
ergibt sich aus<br />
m R = m TL · e perm<br />
r<br />
Beispielsweise beträgt nach Formel C für eine Werkzeugaufnahme<br />
bei einer geforderten Wuchtgüte G 6.3 und<br />
einer Betriebsdrehzahl n von 10.000 min -1 das zulässige<br />
Abstandsmaß e zul = 6 µm. Für einen Ausgleichsradius<br />
r = 16 mm ergibt sich bei einer Werkzeugmasse von<br />
m WZ = 1 kg aus Formel D dann die zulässige Restunwucht-<br />
masse m R zu 380 mg.<br />
Massenschwerpunkt<br />
liegt auf der<br />
Rotationsachse<br />
F Z ≈ 0<br />
Die Unwucht erzeugt bei sich drehender Spindel eine<br />
Fliehkraft F Z , die, wenn die Unwucht zu groß ist, sich<br />
negativ auf den Bearbeitungsprozess und/oder die<br />
Lebensdauer der Spindellager auswirken kann.<br />
Die Fliehkraft F Z wächst linear mit der Unwucht und<br />
quadratisch mit der Betriebsdrehzahl n gemäß Formel E:<br />
F Z = U ·ω 2 = U · (2·π·n) 2<br />
(Formel D)<br />
(Formel E)<br />
Zur Vermeidung dieser Fliehkräfte werden bei Werkzeugaufnahmen<br />
und Werkzeugen in der Regel Ausgleichsbohrungen<br />
und -flächen angebracht, wodurch der<br />
Massenschwerpunkt wieder in Richtung Rotationsachse<br />
verschoben und die Fliehkraft entsprechend reduziert<br />
wird (siehe Skizze 3).<br />
Die Wuchtgüte G berechnet sich nach:<br />
U 2·π·n<br />
G = e · ω = ·<br />
m 60<br />
(Formel F)<br />
Materialabtrag durch<br />
Ausgleichsbohrung<br />
(Skizze 3)














