- Seite 1 und 2:
KATALOG
- Seite 3 und 4:
AUS GUTEM HAUS. AUS GUTEM GRUND. GE
- Seite 5 und 6:
P Schneide mit Fase Schubfach Zylin
- Seite 7 und 8:
AUS GUTEM HAUS. AUS GUTEM GRUND. GE
- Seite 9 und 10:
AUS GUTEM HAUS. AUS GUTEM GRUND. GE
- Seite 11 und 12:
AUS GUTEM HAUS. AUS GUTEM GRUND. GE
- Seite 13 und 14:
AUS GUTEM HAUS. AUS GUTEM GRUND. GE
- Seite 15 und 16:
Werkstatteinrichtung Service / Tech
- Seite 17 und 18:
Perfekt in Form und Funktion T Ob m
- Seite 19 und 20:
Tragkraft T Die Tragkraft der Schub
- Seite 21 und 22:
Typ/Form Korpus Stauraum v Schublad
- Seite 23 und 24:
2005 0511 E WERKZEUGWAGEN MIT EINZE
- Seite 25 und 26:
2004 0511 E WERKZEUGWAGEN MIT EINZE
- Seite 27 und 28:
2525-520 WERKZEUGWAGEN mit 7 Schubl
- Seite 29 und 30:
3010 WERKZEUGWAGEN VARIO absenkbar
- Seite 31 und 32:
1580 WERKZEUGWAGEN mit 4 Schubladen
- Seite 33 und 34:
2430 WERKZEUGTRUHE Korpus: T Maße:
- Seite 35 und 36:
WERKBÄNKE 1505 ROLLWERKBANK Korpus
- Seite 37 und 38:
1504 XL ROLLWERKBANK EXTRA BREIT Ko
- Seite 39 und 40:
BR 1504 ROLLWERKBANK mit absenkbare
- Seite 41 und 42:
BR 1500 LH KOMBINATION WERKBANK MIT
- Seite 43 und 44:
R 1504 XL-L RÜCKWAND mit Vierkantl
- Seite 45 und 46:
NÜTZLICHE HELFER FÜR WERKZEUGWAGE
- Seite 47 und 48:
WERKZEUGHALTER / WERKZEUGHAKEN T F
- Seite 49 und 50:
1500 H 30 WERKZEUGHAKEN für Stecks
- Seite 51 und 52:
Code No. 5803410 5803680 2008351 58
- Seite 53 und 54:
2008513 1879200 1920634 2008572 200
- Seite 55 und 56:
Mobile Werkzeugaufbewahrung Werkzeu
- Seite 57 und 58:
1263 L 1265 L WERKZEUGKASTEN 3 Fäc
- Seite 59 und 60:
WERKZEUGKOFFER 1370 Z MONTAGEKOFFER
- Seite 61 und 62:
WK 1015 L ROLLENKOFFER leer T Fahrg
- Seite 63 und 64:
Die Lösung: Der GEDORE Baukasten "
- Seite 65 und 66:
1100-03 GEDORE-SORTIMO® L-BOXX® 1
- Seite 67 und 68:
1100 CT1-7 RING-MAULSCHLÜSSEL-SATZ
- Seite 69 und 70:
1100 W-001 WERKZEUGKARTE MIT ZANGEN
- Seite 71 und 72:
Mobilität in Perfektion Die Lösun
- Seite 73 und 74:
Werkzeugsortimente Service / Techni
- Seite 75 und 76:
S 1150 - 41 Teile S 1151 - 68 S 115
- Seite 77 und 78:
1050 WERKZEUGSORTIMENT AUTODOKTOR 2
- Seite 79 und 80:
1335 WERKZEUGKASTEN MIT WERKZEUGSOR
- Seite 81 und 82:
S 1090 WERKZEUGSORTIMENT ELEKTRIKER
- Seite 83 und 84:
S 1400 G UNIVERSAL WERKZEUGSORTIMEN
- Seite 85 und 86:
S 1025 SANITÄR-SORTIMENT AZUBI 49-
- Seite 87 und 88:
S 1002 WERKZEUGSORTIMENT TRAKTOR 79
- Seite 89 und 90:
S 1023 MECHATRONIKER-SORTIMENT 120-
- Seite 91 und 92:
S 1007 MECHANIKER WERKZEUGSORTIMENT
- Seite 93 und 94:
S 1005 A WERKZEUGSORTIMENT BAUMASCH
- Seite 95 und 96:
S 1022 WERKZEUGSORTIMENT NFZ 158-te
- Seite 97 und 98:
S 1500 ES-02 MODUL-SORTIMENT MITTEL
- Seite 99 und 100:
S 1500 ES-03 Inhalt 1 B 6 7 8 9 10
- Seite 101 und 102:
Werkzeugmodule T Für die Schubfach
- Seite 103 und 104:
1500 ES-7 R SATZ MAULSCHLÜSSEL MIT
- Seite 105 und 106:
1500 ES-1993 T ZUBEHÖR FÜR STECKS
- Seite 107 und 108:
1500 ED-30 DISTANZMODUL LEER T Zum
- Seite 109 und 110:
1500 CT1-7 URA SATZ MAULSCHLÜSSEL
- Seite 111 und 112:
1500 CT1-1993 U-20 ZUBEHÖR FÜR ST
- Seite 113 und 114:
2005 CT2-D 30 STECKSCHLÜSSEL-SORTI
- Seite 115 und 116:
2005 CT2-INR SATZ SCHRAUBENDREHEREI
- Seite 117 und 118:
Schraubenschlüssel Service / Techn
- Seite 119 und 120:
Schraubenschlüssel-Matrix Warum ma
- Seite 121 und 122:
GEDORE UNIT-DRIVE Profil (UD-Profil
- Seite 123 und 124:
Werdegang Schlüsselknarre Vom Rohl
- Seite 125 und 126:
7 R-005 SATZ MAULSCHLÜSSEL MIT RIN
- Seite 127 und 128:
7 UR MAULSCHLÜSSEL MIT RINGRATSCHE
- Seite 129 und 130:
7 UR-005 SATZ MAULSCHLÜSSEL MIT RI
- Seite 131 und 132:
1 B (AF) RING-MAULSCHLÜSSEL mit gl
- Seite 133 und 134:
7 (MM) RING-MAULSCHLÜSSEL-SATZ T I
- Seite 135 und 136:
6 (AF) DOPPELMAULSCHLÜSSEL T Mit f
- Seite 137 und 138:
625 M SCHLÜSSEL-SATZ MINI 11-teili
- Seite 139 und 140:
895 "DER EINFACHE IM DOPPEL" Sorgf
- Seite 141 und 142:
2 (AF) DOPPELRINGSCHLÜSSEL T Tief
- Seite 143 und 144:
4 R (MM) DOPPEL-RINGRATSCHENSCHLÜS
- Seite 145 und 146:
"DIE SPEZIELLEN" T Die Spezialisten
- Seite 147 und 148:
"DIE SCHLAGKRÄFTIGEN" T Hochwertig
- Seite 149 und 150:
"DIE KRÄFTIGEN" T Hochwertige Indu
- Seite 151 und 152:
GELENKSCHLÜSSEL 534 MAUL-STECKSCHL
- Seite 153 und 154:
25 PK DOPPELSTECKSCHLÜSSEL abgewin
- Seite 155 und 156:
V 35 A - DSV 35 A STECKSCHLÜSSEL m
- Seite 157 und 158:
33 T STECKSCHLÜSSEL MIT T-GRIFF T
- Seite 159 und 160:
626 DOPPELSTECKSCHLÜSSEL massive A
- Seite 161 und 162:
HAKENSCHLÜSSEL 40 HAKENSCHLÜSSEL
- Seite 163 und 164:
Knarren - Einsätze - Zubehör Serv
- Seite 165 und 166:
Nusskästen von höchster Qualität
- Seite 167 und 168:
Knarrenart / Antrieb Funktionsweise
- Seite 169 und 170:
Unit Drive Sechskant Unit Drive Dop
- Seite 171 und 172:
D 20 KMU-20 STECKSCHLÜSSEL-SATZ 1/
- Seite 173 und 174:
VOLUMEN-SETS 20 LMU-10 STECKSCHLÜS
- Seite 175 und 176:
D 20 HL-09 STECKSCHLÜSSEL-SATZ HI-
- Seite 177 und 178:
2093 U-3 UMSCHALTKNARRE 1/4" T Beso
- Seite 179 und 180:
D 20 (MM) STECKSCHLÜSSELEINSATZ 1/
- Seite 181 und 182:
ITX 20 K SCHRAUBENDREHEREINSATZ 1/4
- Seite 183 und 184:
2090 VERLÄNGERUNG 1/4" T Ausführu
- Seite 185 und 186:
10 (3/8") ANTRIEB T N S n c SÄTZE
- Seite 187 und 188:
30 IMU STECKSCHLÜSSEL-SATZ 3/8" 26
- Seite 189 und 190:
SÄTZE 10 (3/8") ZOLL D 30 JAU STEC
- Seite 191 und 192:
3093 U-3 UMSCHALTKNARRE 3/8" T Beso
- Seite 193 und 194:
D 30 L (MM) STECKSCHLÜSSELEINSATZ
- Seite 195 und 196:
IKS 30 PZD SCHRAUBENDREHEREINSATZ 3
- Seite 197 und 198:
3084 KURBEL 3/8" T Ausführung nach
- Seite 199 und 200:
12,5 (1/2") ANTRIEB T O T o d SÄTZ
- Seite 201 und 202:
19 RMU-10 STECKSCHLÜSSEL-SATZ 1/2"
- Seite 203 und 204:
19 V20U-20 STECKSCHLÜSSEL-SATZ 1/4
- Seite 205 und 206:
ITX 19 TX-017 SCHRAUBENDREHER-SATZ
- Seite 207 und 208:
SK 12,5 (1/2") SK KNARRE UND STECKS
- Seite 209 und 210:
VDE 1993 U 537 1993 ALU-10 ALUMINIU
- Seite 211 und 212:
EINSÄTZE 12,5 (1/2") 19 STECKSCHL
- Seite 213 und 214:
D 19 L (MM) STECKSCHLÜSSELEINSATZ
- Seite 215 und 216:
IKS 19 PZD SCHRAUBENDREHEREINSATZ 1
- Seite 217 und 218:
ZUBEHÖR 12,5 (1/2") 1930 REDUZIERS
- Seite 219 und 220:
1990 VERLÄNGERUNG 1/2" T Ausführu
- Seite 221 und 222:
20 (3/4") ANTRIEB T P U p e SÄTZE
- Seite 223 und 224:
KNARREN 20 (3/4") 3293 U-10 UMSCHAL
- Seite 225 und 226:
IN 32 L SCHRAUBENDREHEREINSATZ 3/4"
- Seite 227 und 228:
SÄTZE 25 (1") WHITWORTH D 21 EWU-1
- Seite 229 und 230:
ZUBEHÖR 25 (1") 2132 REDUZIERSTÜC
- Seite 231 und 232:
31 R EINSATZRING FÜR FREILAUFKNARR
- Seite 233 und 234:
TX K 30 KRAFTSCHRAUBEREINSATZ 3/8"
- Seite 235 und 236:
K 19 LS KRAFTSCHRAUBEREINSATZ 1/2"
- Seite 237 und 238:
K 32 S KRAFTSCHRAUBEREINSATZ 3/4" M
- Seite 239 und 240:
KB 3219 REDUZIERSTÜCK 3/4" AUF 1/2
- Seite 241 und 242:
25 (1") ANTRIEB K 21 S KRAFTSCHRAUB
- Seite 243 und 244:
IN K 21 KRAFTSCHRAUBEREINSATZ 1" f
- Seite 245 und 246:
KB 3721 REDUZIERSTÜCK 1.1/2" AUF 1
- Seite 247 und 248:
SCHRAUBENLÖSER K 1900 SCHRAUBENLÖ
- Seite 249 und 250:
685 X SCHRAUBENDREHERBIT 1/4", VORT
- Seite 251 und 252:
TECHNIK Niedrige Bauhöhe ermöglic
- Seite 253 und 254:
887 TX SCHRAUBENDREHERBIT 5/16" fü
- Seite 255 und 256:
Drehmomentwerkzeuge Service / Techn
- Seite 257 und 258:
Präzision mit Zertifikat Rückfüh
- Seite 259 und 260:
Wie wird das Drehmoment gemessen? D
- Seite 261 und 262:
Bereich N·m 5 10 15 20 40 60 80 10
- Seite 263 und 264:
Höchste Präzision: Hohe Standzeit
- Seite 265 und 266:
Alle Vorteile auf einen Blick Typ N
- Seite 267 und 268:
8560 A - 8565 AL DREHMOMENTSCHLÜSS
- Seite 269 und 270:
8573 BC - 8578 BCL DREHMOMENTSCHLÜ
- Seite 271 und 272:
8562 C - 8567 CL DREHMOMENTSCHLÜSS
- Seite 273 und 274:
8574 DS - 8579 DSL DREHMOMENTSCHLÜ
- Seite 275 und 276:
8563 DR - 8568 DRL DREHMOMENTSCHLÜ
- Seite 277 und 278:
8581 EK - 8586 EKL DREHMOMENTSCHLÜ
- Seite 279 und 280:
8572 F DREHMOMENTSCHLÜSSEL DREMOME
- Seite 281 und 282:
DREMOMETER MINI / T-FS 753 DREHMOME
- Seite 283 und 284:
DREMOMETER SE 8480 SE - 8482 SE DRE
- Seite 285 und 286:
7460 Z - 7471 Z DREHMOMENTSCHLÜSSE
- Seite 287 und 288:
Zusätzlicher Schutz der Seriennumm
- Seite 289 und 290:
GDMK DREHMOMENTSCHLÜSSEL DREMASTER
- Seite 291 und 292:
DMSE DREHMOMENTSCHLÜSSEL DREMASTER
- Seite 293 und 294:
TORCOFIX K / UK 4549 - 4550 - 4551
- Seite 295 und 296:
TORCOFIX K US 6550 - 6551 DREHMOMEN
- Seite 297 und 298:
TORCOFIX SE 4100 - 4301 DREHMOMENTS
- Seite 299 und 300:
2141 TX EINSTECKKLINGE 1/4" 6-KANT
- Seite 301 und 302:
Drehmomentschrauber 756 Antriebsst
- Seite 303 und 304:
761 DREHMOMENTSCHLÜSSEL TSP SLIPPE
- Seite 305 und 306:
759 DREHMOMENTSCHLÜSSEL TSN SLIPPE
- Seite 307 und 308:
760 KNICK-DREHMOMENTSCHLÜSSEL TBN
- Seite 309 und 310:
DREHMOMENTSCHLÜSSEL TYP 83 Drehmom
- Seite 311 und 312:
TT3KH ELEKTRONISCHER DREHMOMENTSCHL
- Seite 313 und 314:
FTP ELEKTRONISCHES TORSIONS-PRÜFGE
- Seite 315 und 316:
8792 (MM) 8792 (AF) AUFSTECKRINGSCH
- Seite 317 und 318:
AUFSTECKWERKZEUGE 28 Z 8799 AUFSTEC
- Seite 319 und 320:
7612 EINSTECKVIERKANT 9x12 T Zur L
- Seite 321 und 322:
8200 DREHWINKEL-MESSGERÄT Einsatz:
- Seite 323 und 324:
Drehmomentvervielfältiger DREMOPLU
- Seite 325 und 326:
Zum Patent angemeldetes Verfahren:
- Seite 327 und 328:
Produktübersicht Drehmomentverviel
- Seite 329 und 330:
Die Wahl des richtigen Reaktionsarm
- Seite 331 und 332:
a DVV-40Z + DVV-40ZRS DREHMOMENTVER
- Seite 333 und 334:
DVV-540RS DREHMOMENTVERVIELFÄLTIGE
- Seite 335 und 336:
DVI-20L/Z + DVI-28L/Z DREHMOMENTVER
- Seite 337 und 338:
DREMOPLUS ALU Familie 3: DVV-13Z 1/
- Seite 339 und 340:
Schraubendreher Service / Technik 3
- Seite 341 und 342:
3K-SCHRAUBENDREHER 2150 3K-SCHRAUBE
- Seite 343 und 344:
2163 TX 3K-SCHRAUBENDREHER für Inn
- Seite 345 und 346:
3K-SCHRAUBENDREHER MIT SCHLAGKAPPE
- Seite 347 und 348:
ELEKTRONIK-SCHRAUBENDREHER 171 IS E
- Seite 349 und 350:
2142 T (MM) SECHSKANTSCHRAUBENDREHE
- Seite 351 und 352:
42 TX SCHRAUBENDREHER MIT T-GRIFF f
- Seite 353 und 354:
42 KEL WINKELSCHRAUBENDREHER für I
- Seite 355 und 356:
H 42-88 A WINKELSCHRAUBENDREHER-SAT
- Seite 357 und 358:
H 43 TX WINKELSCHRAUBENDREHER-SATZ
- Seite 359 und 360:
SPANNUNGSPRÜFER 4610 AUTOLICHT-PR
- Seite 361 und 362:
Zangen-Programm Service / Technik 3
- Seite 363 und 364:
Werdegang Kombizange 8250 (1) Rohli
- Seite 365 und 366:
Lage der Schneiden nach DIN ISO 574
- Seite 367 und 368:
8200 KLEIN-KOMBINATIONSZANGE T Prak
- Seite 369 und 370:
SEITEN-/VORNSCHNEIDER Schneide mit
- Seite 371 und 372:
8367 KRAFT-VORNSCHNEIDER T Nach DIN
- Seite 373 und 374:
8132 FLACHRUNDZANGE mit Schneide, g
- Seite 375 und 376:
MECHANIKERZANGEN 8136 MECHANIKERZAN
- Seite 377 und 378:
Bolzenschneider Kerb-Schnitt, die S
- Seite 379 und 380:
ABISOLIERZANGEN 8097 ABISOLIERZANGE
- Seite 381 und 382:
ELEKTRONIK-SEITENSCHNEIDER Induktiv
- Seite 383 und 384:
ELEKTRONIK-SPITZZANGEN ELEKTRONIK-S
- Seite 385 und 386:
8350-6 MINIATUR ELEKTRONIK-SEITENSC
- Seite 387 und 388:
ABISOLIERWERKZEUGE 8147 8148 HOCHLE
- Seite 389 und 390:
PRÄZISIONS-CRIMP-ZANGEN Präzision
- Seite 391 und 392:
8140 CRIMP-ZANGE MODULAR T Professi
- Seite 393 und 394:
S 8140 J CRIMP-ZANGEN-SET INDUSTRIA
- Seite 395 und 396:
S 8028 411 8000 A 4 - A 6 MONTAGEZA
- Seite 397 und 398:
8000 J 4 - J 6 / 8000 J 41 - J 61 M
- Seite 399 und 400:
MONTAGEZANGE X-GRIP 8006 X-GRIP 3/8
- Seite 401 und 402:
137 KR Gripzange, lange Backen Knie
- Seite 403 und 404:
ROHRZANGEN Eck-Schwede-snap® Bewä
- Seite 405 und 406:
WASSERPUMPEN-/UNIVERSALZANGEN 142 U
- Seite 407 und 408:
146 146 B UNIVERSALZANGE 7-fach ver
- Seite 409 und 410: 8178 E-8178 BOLZENSCHNEIDER T Nach
- Seite 411 und 412: S 8303 JC ZANGEN-SATZ 3-teilig T Pr
- Seite 413 und 414: S 8028 MONTAGEZANGEN-SATZ 8-teilig
- Seite 415 und 416: Abzieher Service / Technik 414 - 41
- Seite 417 und 418: Ihr Weg zum richtigen Abzieher Wie
- Seite 419 und 420: 2-/3-ARMIGE UNIVERSAL-AUSSEN- UND I
- Seite 421 und 422: 1.04/HP UNIVERSAL-ABZIEHER HIGH POW
- Seite 423 und 424: 1.06/E SCHNELLSPANN-ABZIEHER 2-armi
- Seite 425 und 426: 1.07 UNIVERSAL-ABZIEHER 3-armig T S
- Seite 427 und 428: 1.07/4-B UNIVERSAL-ABZIEHER 2-/3-ar
- Seite 429 und 430: 1.07/K-HSP ABZIEHER-SET mit 3 Haken
- Seite 431 und 432: B 1.06/2 1.07/2 1.2106210 1.06/HSP1
- Seite 433 und 434: 1.06/HSP FETTHYDRAULIK-DRUCKSPINDEL
- Seite 435 und 436: 3-ARMIGER AUSSENABZIEHER TWIST+PULL
- Seite 437 und 438: 1.12 1.13 POLKLEMMENABZIEHER 2-armi
- Seite 439 und 440: 1.14/L LÜFTERABZIEHER 2-armig T Be
- Seite 441 und 442: 2-/3-ARMIGE AUSSENABZIEHER 1.18 ABZ
- Seite 443 und 444: ABZIEHER MIT SPANNBÜGEL 1.23 ABZIE
- Seite 445 und 446: 1.06/H ABZIEHER für hydraulisches
- Seite 447 und 448: 1.38/V VERLÄNGERUNG T Verlängerun
- Seite 449 und 450: 1.92 EINZELTEILE T Abzughaken No. 1
- Seite 451 und 452: INNENAUSZIEHER 1.34 Innenauszieher
- Seite 453 und 454: 1.35 GLEITHAMMER T Geeignet zum Abz
- Seite 455 und 456: RADNABENABZIEHER 1.60 RADNABENABZIE
- Seite 457 und 458: ÖLFILTERKRALLE / KARTUSCHENSCHLÜS
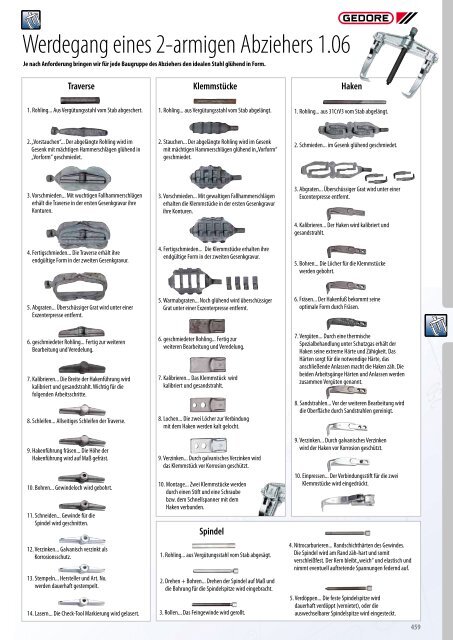
- Seite 459: 1.79 1.91 FEDERSPREIZER REIFENTREIB
- Seite 463 und 464: 2.30-B INDUSTRIE-ABZIEH-SET MIT HAK
- Seite 465 und 466: 8.06 MECHANISCHER SCHWERLAST-AUSSEN
- Seite 467 und 468: 8.07/HYD HYDRAULISCHER SCHWERLAST-A
- Seite 469 und 470: 8.07/HYD-E HYDRAULISCHER SCHWERLAST
- Seite 471 und 472: 850/X33 8.55/3 MANOMETER UND MANOME
- Seite 473 und 474: Sicherheitshinweise Die GEDORE Schw
- Seite 475 und 476: Hämmer / Schlagwerkzeuge Service /
- Seite 477 und 478: Z ROTBAND-PLUS - Hickory - Esche -
- Seite 479 und 480: Holzstiele Hickorystiele T Hochwert
- Seite 481 und 482: ROTBAND-PLUS Hämmer DAS ORIGINAL -
- Seite 483 und 484: E 600 E + E 600 H ERSATZSTIEL ROTBA
- Seite 485 und 486: 500 F SCHLOSSERHAMMER T Geschmiedet
- Seite 487 und 488: 20 E + 20 H FÄUSTEL T Geschmiedete
- Seite 489 und 490: VORSCHLAGHÄMMER 609 H VORSCHLAGHAM
- Seite 491 und 492: LATTHÄMMER 75 GSTM LATTHAMMER T Ko
- Seite 493 und 494: SCHWEISSERPICKHÄMMER 677 H SCHWEIS
- Seite 495 und 496: RÜCKSCHLAGFREIE SCHONHÄMMER 248 H
- Seite 497 und 498: E 224 E ERSATZSTIEL ESCHE für No.
- Seite 499 und 500: 223 H BLEIHAMMER T Tonnenform mit d
- Seite 501 und 502: 134 134 K DREIKANT-VOLLSCHABER DREI
- Seite 503 und 504: 2104 SCHLITZMEISSEL extra flach T C
- Seite 505 und 506: 112 S ELEKTRIKER-SCHLITZMEISSEL T C
- Seite 507 und 508: 1500 CT1-350 110 119 SPLINTTREIBER
- Seite 509 und 510: 113 - 113 D DURCHTREIBER-SATZ 6-tei
- Seite 511 und 512:
125 B NIETZIEHER UND -KOPFSETZER SA
- Seite 513 und 514:
NAGELEISEN / BRECHSTANGEN 120 NAGEL
- Seite 515 und 516:
Forst- und Zimmermannswerkzeuge „
- Seite 517 und 518:
Spezial-Werkzeuge Feilen 516 Sägen
- Seite 519 und 520:
SÄGEN 401 KLEINE METALLSÄGE T Sch
- Seite 521 und 522:
717 STAHLMASSSTAB T Stahlmaßstab m
- Seite 523 und 524:
GEWINDEARBEITEN 8552-025 GEWINDEAUS
- Seite 525 und 526:
8551 TG WERKZEUGHALTER MIT KNARRE T
- Seite 527 und 528:
52887 TE - 55108 TE SPEZIALSCHEREN
- Seite 529 und 530:
6951 SICHERHEITS-/LOGISTIKMESSER T
- Seite 531 und 532:
WT 1056 6 ELEKTRIKER-TASCHE T Groß
- Seite 533 und 534:
MECHANIKER- UND MONTAGEHANDSCHUHE 9
- Seite 535 und 536:
VDE-isolierte Werkzeuge Service / T
- Seite 537 und 538:
VDE-Check-Tool-Isolierung T Alle GE
- Seite 539 und 540:
VDE-BETÄTIGUNGSWERKZEUGE VDE 19 VD
- Seite 541 und 542:
VDE 2160 PH VDE-SCHRAUBENDREHER fü
- Seite 543 und 544:
VDE-ZANGEN V 180 KABELSCHERE T Schn
- Seite 545 und 546:
VDE 8250 H VDE-KRAFT-KOMBINATIONSZA
- Seite 547 und 548:
VDE 8122 VDE-RUNDZANGE mit Tauchiso
- Seite 549 und 550:
VDE-SORTIMENTE S 1023 MECHATRONIKER
- Seite 551 und 552:
1090 WERKZEUGKOFFER ELEKTRIKER 90-t
- Seite 553 und 554:
VDE-VERSCHIEDENES VDE 4522 VDE-KABE
- Seite 555 und 556:
Installationswerkzeuge Service / Te
- Seite 557 und 558:
Werdegang einer GEDORE Rohrzange Di
- Seite 559 und 560:
175 176 ROHRZANGE schwedisches Mode
- Seite 561 und 562:
KETTENROHRZANGEN 120 KETTENROHRZANG
- Seite 563 und 564:
143 UNIVERSALZANGE 6-fach verstellb
- Seite 565 und 566:
220 222 ROHRABSCHNEIDER TUBEX für
- Seite 567 und 568:
229 ROHRABSCHNEIDER für Kupferrohr
- Seite 569 und 570:
2261 SCHERENSATZ für Kunststoffroh
- Seite 571 und 572:
234 E 234 DOPPELBÖRDEL-SATZ EINZEL
- Seite 573 und 574:
STANDHAHNMUTTERZANGE / -SCHLÜSSEL
- Seite 575 und 576:
3810 HAHNBLOCKSCHLÜSSEL T Schlüss
- Seite 577 und 578:
LOCHEISEN 5700 HENKELLOCHEISEN T Na
- Seite 579 und 580:
Biegewerkzeuge Wissenswertes 578 -
- Seite 581 und 582:
Wissenswertes Wie finde ich das ric
- Seite 583 und 584:
Größe Außen Ø Wandstärke Elekt
- Seite 585 und 586:
HANDROHRBIEGER - ZIEHBIEGEVERFAHREN
- Seite 587 und 588:
2786 HANDROHRBIEGER-SATZ T Abmessun
- Seite 589 und 590:
276 UNIVERSAL-HANDROHRBIEGER T Abme
- Seite 591 und 592:
ROHRBIEGEGERÄTE - ZIEHBIEGEVERFAHR
- Seite 593 und 594:
E 249 BIEGEWERKZEUGE T Bestehend au
- Seite 595 und 596:
ROHRBIEGEGERÄTE - DRUCKBIEGEVERFAH
- Seite 597 und 598:
259 - 260 259 - 260 ROHRBIEGEGERÄT
- Seite 599 und 600:
E 256 - E 261 BIEGERAHMEN T In offe
- Seite 601 und 602:
2631 GRAUGUSS-BIEGEFORM BIS 90° T
- Seite 603 und 604:
280 EXZENTER-WINKELBIEGER 100 mm Ar
- Seite 605 und 606:
RINGBIEGEMASCHINE MAXIMALE BIEGELEI
- Seite 607 und 608:
Kfz-Werkzeuge Radmontage / -demonta
- Seite 609 und 610:
28 CU KREUZSTECKSCHLÜSSEL KLEIN-LK
- Seite 611 und 612:
ÖLDIENST 299 ZAPFENSCHLÜSSEL T F
- Seite 613 und 614:
126 KOLBENRINGZANGE T Zum sicheren
- Seite 615 und 616:
SAUGHEBER / MATERIALGREIFER 121 121
- Seite 617 und 618:
D 48 ZÜNDKERZENSTECKSCHLÜSSEL T D
- Seite 619 und 620:
265 BIEGEEISEN T Vergütungsstahl n
- Seite 621 und 622:
300 AUSBEULWERKZEUGSATZ 8-teilig TZ
- Seite 623 und 624:
Spezial-Werkzeugbau-GmbH Wenn es da
- Seite 625 und 626:
GEDORE Produkte - rückführbar auf
- Seite 627 und 628:
Unterschiede im Inhalt der Prüfzer
- Seite 629 und 630:
DAkkS-Kalibrierung - die 100%ig dok
- Seite 631 und 632:
629
- Seite 633 und 634:
Schraubendreher T Wählen Sie den z
- Seite 635 und 636:
Sicherheitshinweise für Hämmer T
- Seite 637 und 638:
Anzugs- / Prüfdrehmomente Schraube
- Seite 639 und 640:
Schlüsselweiten Toleranzen für Sc
- Seite 641 und 642:
Wichtige Vorsatzzeichen Giga Mega K
- Seite 643 und 644:
Reibungszahl μ ges 0,10 und 0,14 R
- Seite 645 und 646:
ARTIKEL INDEX ARTIKEL INDEX Artikel
- Seite 647 und 648:
ARTIKEL INDEX ARTIKEL INDEX Artikel
- Seite 649 und 650:
ARTIKEL INDEX ARTIKEL INDEX Artikel
- Seite 651 und 652:
ARTIKEL INDEX ARTIKEL INDEX Artikel
- Seite 653 und 654:
ARTIKEL INDEX ARTIKEL INDEX Artikel
- Seite 655 und 656:
NUMERISCHES ARTIKELVERZEICHNIS Seit
- Seite 657 und 658:
NUMERISCHES ARTIKELVERZEICHNIS Seit
- Seite 659 und 660:
NUMERISCHES ARTIKELVERZEICHNIS Seit
- Seite 661 und 662:
NUMERISCHES ARTIKELVERZEICHNIS Seit
- Seite 663 und 664:
NUMERISCHES ARTIKELVERZEICHNIS Seit
- Seite 665 und 666:
Notizen 663
- Seite 667 und 668:
Notizen 665
- Seite 669 und 670:
Kontakt GEDORE Tool Center GmbH & C