Modern Plastics Worldwide - July/August 2009 - dae uptlax
Modern Plastics Worldwide - July/August 2009 - dae uptlax
Modern Plastics Worldwide - July/August 2009 - dae uptlax

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
PROCESSING<br />
TECHNOLOGY<br />
Traditionally, highly filled<br />
polyolefin compounds have been<br />
produced by repeated loading via<br />
several feed positions on the compounding<br />
extruder, followed by<br />
mixing up to three or more times.<br />
This, says Eitel, is done because<br />
CaCO 3 , with a bulk density of<br />
600-800 kg/m 3 , tends to be sticky<br />
and build bridges, often creating<br />
headaches for an operator. To<br />
overcome such problems, agitators<br />
are often used, hoppers are<br />
designed with special geometry to<br />
improve material drop, or flexible<br />
walls can be incorporated that<br />
can shake up the filler to break up<br />
bridging.<br />
Coperion says experience has shown,<br />
in its latest line design for such applications,<br />
that, during refilling of loss-inweight<br />
feeders using slide, butterfly, or<br />
rotary valves, the valve itself needs to<br />
be installed closer to the feeder hopper<br />
so that it can react quickly in shutting<br />
PROCESSING TRENDS<br />
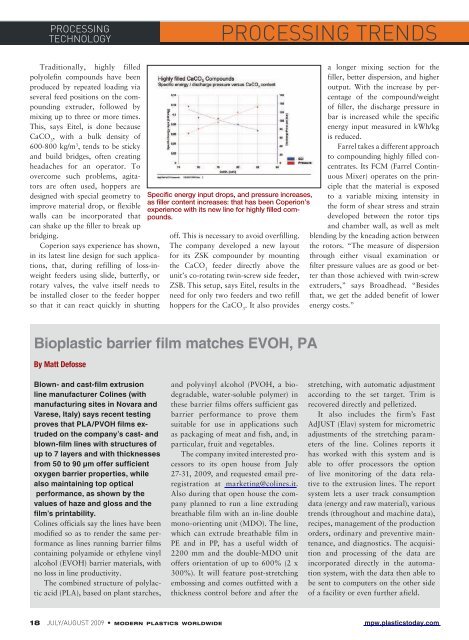
Specific energy input drops, and pressure increases,<br />
as filler content increases: that has been Coperion’s<br />
experience with its new line for highly filled compounds.<br />
off. This is necessary to avoid overfilling.<br />
The company developed a new layout<br />
for its ZSK compounder by mounting<br />
the CaCO 3 feeder directly above the<br />
unit’s co-rotating twin-screw side feeder,<br />
ZSB. This setup, says Eitel, results in the<br />
need for only two feeders and two refill<br />
hoppers for the CaCO 3 . It also provides<br />
Bioplastic barrier fi lm matches EVOH, PA<br />
By Matt Defosse<br />
Blown- and cast-fi lm extrusion<br />
line manufacturer Colines (with<br />
manufacturing sites in Novara and<br />
Varese, Italy) says recent testing<br />
proves that PLA/PVOH fi lms extruded<br />
on the company’s cast- and<br />
blown-fi lm lines with structures of<br />
up to 7 layers and with thicknesses<br />
from 50 to 90 μm offer sufficient<br />
oxygen barrier properties, while<br />
also maintaining top optical<br />
performance, as shown by the<br />
values of haze and gloss and the<br />
fi lm’s printability.<br />
Colines officials say the lines have been<br />
modified so as to render the same performance<br />
as lines running barrier films<br />
containing polyamide or ethylene vinyl<br />
alcohol (EVOH) barrier materials, with<br />
no loss in line productivity.<br />
The combined structure of polylactic<br />
acid (PLA), based on plant starches,<br />
and polyvinyl alcohol (PVOH, a biodegradable,<br />
water-soluble polymer) in<br />
these barrier films offers sufficient gas<br />
barrier performance to prove them<br />
suitable for use in applications such<br />
as packaging of meat and fish, and, in<br />
particular, fruit and vegetables.<br />
The company invited interested processors<br />
to its open house from <strong>July</strong><br />
27-31, <strong>2009</strong>, and requested email preregistration<br />
at marketing@colines.it.<br />
Also during that open house the company<br />
planned to run a line extruding<br />
breathable film with an in-line double<br />
mono-orienting unit (MDO). The line,<br />
which can extrude breathable film in<br />
PE and in PP, has a useful width of<br />
2200 mm and the double-MDO unit<br />
offers orientation of up to 600% (2 x<br />
300%). It will feature post-stretching<br />
embossing and comes outfitted with a<br />
thickness control before and after the<br />
a longer mixing section for the<br />
filler, better dispersion, and higher<br />
output. With the increase by percentage<br />
of the compound/weight<br />
of filler, the discharge pressure in<br />
bar is increased while the specific<br />
energy input measured in kWh/kg<br />
is reduced.<br />
Farrel takes a different approach<br />
to compounding highly filled concentrates.<br />
Its FCM (Farrel Continuous<br />
Mixer) operates on the principle<br />
that the material is exposed<br />
to a variable mixing intensity in<br />
the form of shear stress and strain<br />
developed between the rotor tips<br />
and chamber wall, as well as melt<br />
blending by the kneading action between<br />
the rotors. “The measure of dispersion<br />
through either visual examination or<br />
filter pressure values are as good or better<br />
than those achieved with twin-screw<br />
extruders,” says Broadhead. “Besides<br />
that, we get the added benefit of lower<br />
energy costs.”<br />
stretching, with automatic adjustment<br />
according to the set target. Trim is<br />
recovered directly and pelletized.<br />
It also includes the firm’s Fast<br />
AdJUST (Elav) system for micrometric<br />
adjustments of the stretching parameters<br />
of the line. Colines reports it<br />
has worked with this system and is<br />
able to offer processors the option<br />
of live monitoring of the data relative<br />
to the extrusion lines. The report<br />
system lets a user track consumption<br />
data (energy and raw material), various<br />
trends (throughout and machine data),<br />
recipes, management of the production<br />
orders, ordinary and preventive maintenance,<br />
and diagnostics. The acquisition<br />
and processing of the data are<br />
incorporated directly in the automation<br />
system, with the data then able to<br />
be sent to computers on the other side<br />
of a facility or even further afield.<br />
18 JULY/AUGUST <strong>2009</strong> • MODERN PLASTICS WORLDWIDE mpw.plasticstoday.com