Brochure Eckold Clinching (PDF)
Brochure Eckold Clinching (PDF)
Brochure Eckold Clinching (PDF)

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
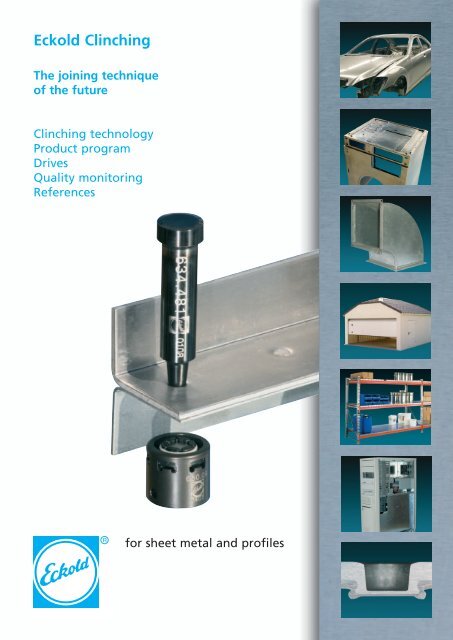
<strong>Eckold</strong> <strong>Clinching</strong><br />
The joining technique<br />
of the future<br />
<strong>Clinching</strong> technology<br />
Product program<br />
Drives<br />
Quality monitoring<br />
References<br />
for sheet metal and profiles
2<br />
<strong>Eckold</strong> <strong>Clinching</strong><br />
is where the future<br />
of joining technology begins.<br />
Starting with this catalogue the method known as “press joining“ will now be<br />
referred to as clinching.<br />
<strong>Eckold</strong> clinching is the innovative and proven technique for joining metal sheets and<br />
profiles. The permanent joints are created by cold forming alone, without the use of<br />
additional or ancillary parts. The most significant feature of this technique, which is<br />
established in the DIN 8593 standard, is that the joint is formed from the material of<br />
the metal parts to be clinched. Not only that, the parts to be clinched can be of the<br />
same or differing sheet thickness and be made from the same or different materials.<br />
The requirements of joints are so diverse that <strong>Eckold</strong> takes the individual requirements<br />
of the user into account. <strong>Eckold</strong> offers an unsurpassed diversity of joint types<br />
in order to allow the ideal clinch to be made for the respective application.<br />
<strong>Eckold</strong> clinching has proven its worth both in use in automatic production lines or<br />
with robots and with portable tooling. <strong>Clinching</strong> of oil-impregnated or painted<br />
panels or stainless steels and its ability to cope with fluctuations in sheet thickness<br />
are only a few of the advantages that have helped <strong>Eckold</strong> establish a prominent<br />
position in the market. In addition, <strong>Eckold</strong> offers a joining technique with which<br />
metal panels of aluminium alloys or non-malleable materials such as spring steels can<br />
be joined to malleable materials.<br />
Furthermore, <strong>Eckold</strong> clinching has special advantages with respect to the environment.<br />
No toxic welding vapours or emissions, no noise pollution and low energy<br />
consumption present the user with improved working conditions.<br />
In comparison with conventional joining techniques, the <strong>Eckold</strong> clinching offers a<br />
saving of up to 55% for investment costs and 25% for operating costs.<br />
Technologically, <strong>Eckold</strong> has remained true to its reputation as a trend-setter.<br />
Not only did <strong>Eckold</strong> introduce the clinching technique to industry 25 years ago,<br />
the company more recently set a new milestone with the economical clinching of<br />
stainless steels, thus continuing progress for joining technology of the future.
The basis of our success<br />
Portable<br />
Tools<br />
is our extensive<br />
product range...<br />
... starting with a widely varied tool<br />
programme through to a comprehensive<br />
range of standard machines and complete<br />
production systems:<br />
Modular<br />
C-frame range<br />
modular construction<br />
C-frame for mobile or<br />
stationary use<br />
CONECO 45/60<br />
easily portable, mobile,<br />
electric, electrohydraulic,<br />
hydraulic<br />
or pneumatic<br />
driven tools<br />
MZD 60/6<br />
mobile tool with<br />
adjustable fixed<br />
stop and large jaw<br />
capacity<br />
3
4<br />
Stationary<br />
machines<br />
Automatic<br />
production<br />
systems<br />
Multipoint tooling<br />
Multipoint tooling<br />
for use in presses<br />
DFG 500/80 E<br />
universal machines,<br />
large throath,<br />
electrically driven<br />
Special installation
The Benefits<br />
Examples<br />
of <strong>Eckold</strong> <strong>Clinching</strong>.<br />
<strong>Eckold</strong> <strong>Clinching</strong> stands out from other joining techniques<br />
as a result of the following benefits:<br />
• no thermal effects on the clinch area<br />
• no toxic gases or vapours arising<br />
• no preservative afterwork<br />
• no additional or ancillary parts<br />
• no pre-treatment of surface<br />
• technique compensates for fluctuations in sheet thickness<br />
• also suitable for joining coated sheets<br />
• electricity or compressed air are the only energy sources<br />
required<br />
• suitable for joining sheets of different materials<br />
and thicknesses<br />
• non-destructive quality assurance possible<br />
Casing for laboratory or domestic appliances<br />
Window opener – car door<br />
Engine bonnet – motor car<br />
Flow safety device – gas heating appliance<br />
5
6<br />
An unsurpassed range of variations<br />
Stempel Punch<br />
Blech,<br />
Panel,<br />
matrizen-<br />
die-side<br />
seitig<br />
Matrize Die<br />
Blech, Panel, punch-side stempelseitig<br />
CLINCHING<br />
R<br />
for individual problems.<br />
The principle of <strong>Eckold</strong> <strong>Clinching</strong>: diagram showing how a clinching element is created,<br />
taking R-DF as an example<br />
<strong>Clinching</strong> element<br />
Fügeelement<br />
The wide range of variations and the tool concept allows you to choose the right<br />
type of joint for your purposes.<br />
R-DF S-DF H-DF CONFIX clinch<br />
Cutting of sheet neither sheet both sheets one sheet one sheet with<br />
cut cut cut prepunched round hole<br />
Geometry of<br />
clinching element<br />
Benefits /<br />
particular applications<br />
round rectangular rectangular round<br />
- circular, closed element - high economy tools - high economy tools - circular element with<br />
= visually better - anti-twist element - anti-twist element flush finish on die side<br />
- high-strenght - also suitable for - high holding forces = visually better<br />
clinching element clinching more than - element ist closed - symmetry of shear tension<br />
- symmetry of shear two sheets on punch side holding forces<br />
tension holding forces - beneficial when - for clinching pairs of<br />
- particularly clinching sheets materials with<br />
beneficial when with different difficult to form material<br />
clinching sheets with forming behaviour on die side (spring steel)<br />
different forming behaviour (e.g. steel/aluminium) - clinching of sheets with<br />
(e.g. steel/aluminium or different<br />
steel/sandwich) thicknesses<br />
- high holding forces (e.g. 1.0 mm in 4.0 mm)<br />
Possible tool<br />
design<br />
Die-side element<br />
diameter<br />
Punch width S punch width<br />
Anvil diameter<br />
depending on pre-punched<br />
hole diameter<br />
[Tw = twin element] 6 mm 8 mm 10 mm 2 mm 3 mm 4 mm Tw 3 mm 4 mm Tw 5 mm 6 mm<br />
Possible individual sheet thicknesses [mm] 0.5 – 1.5 0.5 – 2.0 1.0 – 3.0 0.5 – 1.25 0.5 – 1.5 0.5 – 2.5 0.5 – 1.5 0.5 – 1.25 0.5 – 1.25 0.5 – 1.25 punch side: 0.7 – 3.0<br />
Possible overall sheet thickness [mm] 1.0 – 3.0 1.0 – 4.0 2.0 – 6.0 1.0 – 2.50 1.0 – 3.0 1.0 – 5.0 1.0 – 3.0 1.0 – 2.50 1.0 – 2.50 1.0 – 2.50 to be checked in each case<br />
Tool life<br />
quantities:<br />
The tool life quantities of the clinching tools can be in the order of 200.000 to 250.000<br />
clinching operations. Customers confirm from tests and typical actual cases<br />
that far greater tool life quantities have been achieved, dependant on the material,<br />
the thickness and the quality.
Effect of load<br />
direction on the<br />
holding force of<br />
different joints<br />
Holding forces<br />
of R-DF<br />
elements<br />
Holding forces<br />
of S-DF<br />
elements<br />
Holding forces<br />
of H-DF<br />
elements<br />
Holding forces<br />
of CONFIX<br />
clinches<br />
Holding force [N]<br />
4000<br />
3000<br />
2000<br />
1000<br />
St12 / St14 / sheet thickness a 0 = 1.0 mm<br />
cross tension<br />
shear tension, longitudinal<br />
shear tension, transverse<br />
R-DF H-DF R-DF CONFIX<br />
Sheet material Sheet thickness Sheet thickness Tensile strength Holding force<br />
punch side die side Rm Shear Cross<br />
tension tension<br />
[mm] [mm] [N/mm 2 ] [N] [N]<br />
R-DF 8 element<br />
St 12/St 14 1.00 1.00 325 3000 1700<br />
AIMg3 W19 1.00 1.00 228 2620 1200<br />
R-DF 6 element<br />
St 12/St 14 1.50 1.50 300-350 1950 1860<br />
AIMg3 F 24 0.70 0.70 250 920 540<br />
Sheet material Sheet thickness Sheet thickness Tensile strength Holding force<br />
punch side die side Rm Shear tension Shear tension Cross tension<br />
transverse longitudinal<br />
[mm] [mm] [N/mm 2 ] [N] [N] [N]<br />
St 1203 1.00 1.00 303 2100 1900 –<br />
AIMg3 F22 1.00 1.00 256 1240 960 –<br />
Sheet material Sheet thickness Sheet thickness Tensile strength Holding force<br />
punch side die side Rm Shear tension Shear tension Cross tension<br />
transverse longitudinal<br />
[mm] [mm] [N/mm2 ] [N] [N] [N]<br />
St 12 / St 14 1.00 1.00 300-380 3150 2300 1300<br />
Sheet material Sheet material Sheet thickness Sheet thickness Tensile strength Holding force<br />
punch side die side punch side die side punch side Shear tension Cross tension<br />
[mm] [mm] [N/mm 2 ] [N] [N]<br />
St 1203 St 1203 1.00 1.00 335 3000 1300<br />
St 1203 Federstahl 1.50 0.50 – 4450 4400<br />
7
8<br />
Many Benefits<br />
Economic<br />
viability<br />
and costs<br />
Why <strong>Eckold</strong><br />
clinching?<br />
<strong>Clinching</strong> costs<br />
at low cost.<br />
Cost comparisons of customers and independent bodies have shown that <strong>Eckold</strong><br />
clinching is significantly more cost-effective than other joining techniques.<br />
Depending on the joining task, the overall costs for the manufacture of a clinched<br />
component are approximately 55% of the costs for spot welding, for example.<br />
This takes account of both investment costs and operating costs.<br />
100<br />
75<br />
50<br />
25<br />
0<br />
[%]<br />
16.8<br />
41.3<br />
14.7<br />
26.1<br />
Sheet steel<br />
uncoated<br />
31.1<br />
43.5<br />
14.7<br />
22.4<br />
Sheet steel<br />
zinc thickness 10 µm<br />
Comparison based on 1 industrial robot for setting a joining element<br />
• Various stainless steels can be joined economically<br />
<strong>Clinching</strong><br />
Spot welding<br />
55.8<br />
44.2<br />
22.4<br />
14.7<br />
Investment costs in [%]<br />
Operating costs in [%]<br />
Investment costs in [%]<br />
Operating costs in [%]<br />
29.5<br />
55.8<br />
22.9<br />
25.5<br />
Sheet steel Sheet aluminium<br />
zinc thickness 20 µm<br />
• Optional versions (R-DF, S-DF, H-DF and CONFIX) for the ideal joint to solve<br />
individual problems<br />
• Sheets of aluminium alloys or non-formable materials such as spring steels<br />
can be joined with a formable material by means of the CONFIX variation<br />
• Joining elements with the greatest holding forces<br />
• Compensates for fluctuations in sheet thickness<br />
• Joining of oil-impregnated sheets possible
Ecology<br />
and Health<br />
Quality<br />
control<br />
If you have ever experienced the smell of the toxic gases that<br />
arise during welding or the noise of punch riveting or had<br />
to physically carry the additional weight of protective clothing<br />
or additional materials, you will appreciate the benefits of<br />
<strong>Eckold</strong> clinching. This takes account of the user’s health in<br />
many respects. Besides the significantly lower physical stresses,<br />
<strong>Eckold</strong> clinching is distinguished by low energy consumption<br />
and no industrial effluents whatsoever are generated.<br />
All in all, the <strong>Eckold</strong> technique is a clean and user friendly<br />
process.<br />
A manual method and a computer-aided online monitoring<br />
system can be used for quality control of <strong>Eckold</strong> clinching.<br />
The quality of the clinch element can be examined manually<br />
by means of the bottom thickness or width. 100% control is<br />
provided by the computer-aided online monitoring system.<br />
This can be used to achieve unbroken quality control in automatic<br />
plants for mass production. Production becomes more<br />
efficient and cost effective because down time and rejection<br />
rates are reduced through early detection of load errors.<br />
<strong>Clinching</strong> force<br />
Envelope curve top<br />
Envelope curve bottom<br />
Tool travel<br />
9
10<br />
Power sources<br />
for every application.<br />
Hydraulic, air over oil, electric and electrohydraulic drive units<br />
from the <strong>Eckold</strong> company are available to drive <strong>Eckold</strong> clinching<br />
machines. Below are three standard units which, depending<br />
on the application, can be supplemented with special<br />
units that are also available in stationary versions.<br />
Drives HAT 525<br />
portable<br />
hydraulic unit<br />
HA 510<br />
mobile<br />
hydraulic unit<br />
Antriebsarten<br />
elektrisch<br />
hydraulisch<br />
pneumohydraulisch
<strong>Eckold</strong><br />
is available for you worldwide.<br />
Increasing in importance alongside the standard products are<br />
special tools, project organisation and design of special tools,<br />
machines and installations.<br />
Thanks to our years of experience, including the solving of<br />
particularly complex customer requirements, we are well<br />
equipped to move into this area. In close collaboration with you,<br />
our customer, we plan, design and produce for any location<br />
you wish.<br />
Our involvement does not stop at that either - the subsequent<br />
training of operating staff, the maintenance of machines and the<br />
worldwide service are a natural step for us.<br />
To cope with this demand - all over the world - we have<br />
established a widely distributed network of representatives.<br />
<strong>Eckold</strong> production plants are of course certified to ISO 9001:2000<br />
as well as VDA 6.4:2005.<br />
Further information is available on<br />
our CD-ROM and in our <strong>Clinching</strong><br />
manual, which we would be pleased to<br />
send you.<br />
Weitere Informationen finden Sie<br />
auf unserer CD-ROM und in unserem<br />
Leitfaden Clinchtechnik, welche wir<br />
Ihnen gerne zusenden.<br />
11
The <strong>Eckold</strong> Group<br />
• <strong>Eckold</strong> GmbH & Co. KG<br />
D-37444 St. Andreasberg<br />
Germany<br />
Tel.: ++ 49 (55 82) 8 02-0<br />
Fax: ++ 49 (55 82) 8 02-3 00<br />
Net: www.eckold.com<br />
eMail: info@eckold.de<br />
• <strong>Eckold</strong>-Biegetechnik GmbH & Co. KG<br />
D-37444 St. Andreasberg<br />
Germany<br />
Tel.: ++ 49 (55 82) 8 02-1 11<br />
Fax: ++ 49 (55 82) 8 02-2 50<br />
eMail: biegetechnik@eckold.de<br />
• <strong>Eckold</strong> AG<br />
Rheinstraße<br />
CH-7203 Trimmis<br />
Switzerland<br />
Tel.: ++ 41 (81) 3 54 12 70<br />
Fax: ++ 41 (81) 3 54 12 01<br />
Net: www.eckold.com<br />
eMail: info@eckold.ch<br />
• <strong>Eckold</strong> Limited<br />
15 Lifford Way<br />
Binley Industrial Estate<br />
GB-Coventry CV3 2RN<br />
Great Britain<br />
Tel.: ++ 44 (24) 76 45 55 80<br />
Fax: ++ 44 (24) 76 45 69 31<br />
eMail: sales@eckold.co.uk<br />
• <strong>Eckold</strong> France<br />
16, Rue de la Noue Guimante<br />
Z.I. de la Courtillière<br />
F-77400 St. Thibault-des-Vignes<br />
France<br />
Tel.: ++ 33 (1) 64 30 92 47<br />
Fax: ++ 33 (1) 64 30 81 92<br />
Net: www.eckold.fr<br />
eMail: info@eckold.fr<br />
• <strong>Eckold</strong> & Vavrouch spol. s.r.o.<br />
Jilemnickeho 8<br />
CZ-61400 Brno<br />
Czech Republic<br />
Tel.: ++ 420 (5) 45 24 18 36<br />
Fax: ++ 420 (5) 45 24 18 36<br />
Net: www.eckold.cz<br />
eMail: eckold@volny.cz<br />
• <strong>Eckold</strong> Japan Co. Ltd.<br />
2-14-2 Maihara-higashi<br />
274-0824 Funabashi-shi, Chiba pref.<br />
Japan<br />
Tel.: ++ 81 (47) 4 70 24 00<br />
Fax: ++ 81 (47) 4 70 24 02<br />
Net: www.eckold.co.jp<br />
eMail: info@eckold.co.jp<br />
Printed in Germany 002/09.08/4/500/D/Kohlmann<br />
Technische Änderungen vorbehalten/Technical modifications kept under reserve.