HB-9 updated text (PDF) - Corbin Bullet Swaging
HB-9 updated text (PDF) - Corbin Bullet Swaging
HB-9 updated text (PDF) - Corbin Bullet Swaging

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
plus lead there might be for the weight you desire. Three little bleed holes<br />
in the sides of the die, at 120 degree intervals, allow surplus lead to spurt<br />
out as tiny wires which are sheared off during ejection. Core swages are<br />
used to make the lead filling (core) a precise weight after it has been cast<br />
from scrap lead, or cut from a piece of lead wire.<br />
This kind of die can also be equipped with a punch having the shape<br />
you want for the bullet base, and another punch, at the opposite end,<br />
having the shape you want for the nose. Both shapes will be in reverse:<br />
the bullet nose is formed in a cavity in the punch, and a hollow base bullet<br />
would use a convex or projecting punch. This is what we call a “Lead<br />
Semi-Wadcutter” or “LSWC-” type of die. That doesn’t mean you have to<br />
make a particular shape that you know as a semi-wadcutter bullet; it’s just<br />
a short-hand way of saying you could do that, or make any other shape<br />
that has the entire nose right out to the full bullet diameter formed by<br />
pushing the lead into a cavity in the end of the nose forming punch.<br />
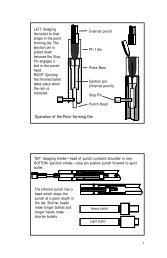
With most swaging dies, one punch always stays partly inside the die.<br />
It slides back until a ledge within the swaging press ram stops it. To eject<br />
the bullet out of the die, this punch is pushed forward toward the die<br />
mouth. It can be pushed by a pin or knockout bar incorporated in the<br />
design of the press (with a <strong>Corbin</strong> swage press), or it can be pushed by a<br />
plunger (with a standard reloading press). We call this punch the “Internal<br />
Punch” because it always stays in the die. It is “internal” or inside, and<br />
never comes out during normal operation. It merely slides up and down,<br />
a distance slightly less than the die length, and stops within the die so as<br />
to close one end for swaging. It has to move from this position to the die<br />
mouth, in order to push out the finished bullet.<br />
The other end of the die accepts the material to be swaged. Obviously,<br />
that end has to be fitted with a punch that comes out all the way, or<br />
there would be no way to put the material inside. The punch which comes<br />
out, so you can insert material into the die, is the “External Punch”. It is<br />
external to the die during the time you are placing the components in the<br />
die, and when you move the ram back to eject the bullet. The “Ram” is<br />
the moving tubular steel part of the swaging press that holds the die and<br />
the internal punch (in any <strong>Corbin</strong> press).<br />
With <strong>Corbin</strong> swaging presses, the external punch fits into an adjustable<br />
“Floating Punch Holder” in the press head or top plate. This assembly<br />
is often mistaken for the swage die, because in reloading, a similarappearing<br />
reloading die fits the head of your reloading press. <strong>Swaging</strong> is<br />
“upside-down” from reloading, for reasons that will be clear by the time<br />
you finish this book.<br />
13