HB-9 updated text (PDF) - Corbin Bullet Swaging
HB-9 updated text (PDF) - Corbin Bullet Swaging
HB-9 updated text (PDF) - Corbin Bullet Swaging

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
a typical rifle-style bullet, or a smooth rounded or angled bullet nose of<br />
any type, not having a lead tip from where the jacket stops to the end of<br />
the bullet.<br />
The semi-blind hole die is used whenever the nose or base of the<br />
bullet has to turn inward, away from full bore diameter, without a shoulder<br />
or step. Conventional rifle bullets, boattail bullets, and modern jacketed<br />
handgun bullets with the jacket curving or angling smoothly inward<br />
from the shank to the ogive all require the use of this die design.<br />
By “semi-blind hole”, I mean that the hole in the die is not straight<br />
through the die, but is shaped like the bullet itself. At the tip is a very<br />
small punch to push the bullet out by its nose, and this punch is retracted<br />
a short way up into its little access hole so there is no possibility of the<br />
bullet material pressing against it (which might otherwise bend the small<br />
diameter punch under those tons of pressure).<br />
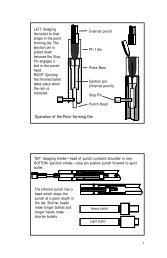
The “Point Forming” die, which we abbreviate “PF”, accepts either a<br />
lead core, or the seated lead core and jacket combination swaged in the<br />
core seat die. A full-diameter external punch shoves the material into the<br />
point forming die. The material is compressed inward in the small end of<br />
the die, giving the bullet its smooth curve or angled nose (the ogive). The<br />
pressure also expands the shank slightly to final diameter.<br />
The bullet material follows the die wall, right up to the ejection pin<br />
hole and into it, if you push too far. This would put a little parallel “pipe”<br />
on the tip of the bullet, which means you need to back off the depth<br />
adjustment (the punch holder) just a little. The smallest tip which you<br />
can put on the bullet using the PF die is the diameter of the ejection pin.<br />
The smallest ejection pin that can be used is one that will withstand the<br />
ejection pressure without bending. If you happen to forget to apply swaging<br />
lubricant, or if the jacket is larger than the die cavity diameter, the pressure<br />
required to eject the bullet can go considerably higher than the design<br />
parameters. This means that the ejection pin needs a little extra diameter<br />
as a safety margin.<br />
A typical ejection pin (the internal punch for a point forming die is<br />
usually called an ejection pin) for .224 or .243 caliber might be in the .062<br />
to .081 inch diameter range, depending on the expected ejection pressures<br />
and the abuse expected for the die. Dies made for professional bullet<br />
makers, who know how to stop short of bending the punch if anything<br />
goes wrong and who won’t be upset if they do need to replace the ejection<br />
pin now and then, might tend to be closer to .062 inch; dies made for<br />
experimenters who will be exceeding the design limits frequently tend to<br />
have larger ejection pins, as do dies made especially for lead tip bullets.<br />
17