HB-9 updated text (PDF) - Corbin Bullet Swaging
HB-9 updated text (PDF) - Corbin Bullet Swaging
HB-9 updated text (PDF) - Corbin Bullet Swaging

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
lows the hot lead out with a bang. You need to be reasonably careful<br />
about fire and burns, and about potentially toxic fumes (no eating or smoking,<br />
plenty of good ventilation). After about half an hour of this melting<br />
and preparation, you are ready to start casting bullets.<br />
The first few attempts usually make incomplete or frosty bullets, until<br />
the mould is warmed up. During the casting process, the mould contains<br />
liquid metal that is cooled to solidify on every single bullet made, so it is<br />
constantly changing diameter from thermal expansion.<br />
When you open the split halves, part of the mould is exposed to room<br />
temperature air while the rest is protected from it, which cannot fail to<br />
slightly warp the roundness of the mould. The two halves of the mould<br />
cannot be put together with zero tolerance, as they would be far too hard<br />
to swing open and closed again, so there is some degree of “slop” in the fit<br />
of the pivot and the alignment pins. Add up all these factors and you can<br />
see that a cast bullet has a limit of roundness and diameter control based<br />
on physics, rather than skill or quality of manufacture.<br />
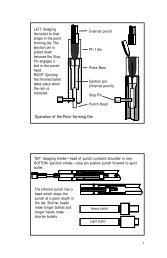
In contrast, a swaging die runs at room temperature and does not<br />
contact hot metal. It flows the metal under tons of pressure, squeezing<br />
out all air pockets and voids. The bullet takes its shape and finish from the<br />
diamond-lapped hardened surface of the die. The die is not split, but is a<br />
solid tube or cylinder with thick walls to hold the pressure. The bullet<br />
material goes in one end, and is pushed back out the same way. Two<br />
precisely fitted punches seal both ends of the die. One moves in and out<br />
to load material, and the other acts as an ejector.<br />
The problems associated with heat expansion, swinging split section<br />
alignment, and the time required to prepare are absent or minimized with<br />
swaging. In addition, the die can make a wide range of weights depending<br />
on how much material you put into it. A mould makes approximately<br />
one weight because you must fill it to make a bullet. These are just a few<br />
of the differences between casting and swaging.<br />
There is one thing you can do more quickly and easily with casting<br />
than with swaging: you can form a lead bullet with grooves for lubrication.<br />
With swage dies, the bullet goes in and then comes back out the<br />
same hole in the die. If you think about that for a minute, you will understand<br />
that it would not be possible to swage a groove into the side of the<br />
bullet and then push it back out of the die. The die would have to be<br />
“split” like a mold. While this is possible, it is not cost effective. Fortunately,<br />
you can roll grooves into a swaged lead bullet with a grooving tool<br />
made by <strong>Corbin</strong>, or use better bullet designs or surface lubricants that<br />
eliminate the need for grooves. And you can swage jacketed bullets, so<br />
that separate lubricant is not required.<br />
9