Click here to view as PDF - MICROmanufacturing
Click here to view as PDF - MICROmanufacturing
Click here to view as PDF - MICROmanufacturing

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
ABOUT<strong>to</strong>oling<br />
As a result, aligning a workpiece on a 3-axis<br />
machine requires just one tedious operation.<br />
Relational me<strong>as</strong>urement<br />
After determining the position of the <strong>to</strong>ol<br />
with respect <strong>to</strong> the <strong>to</strong>ol setter and the position<br />
of the workpiece in relation <strong>to</strong> the<br />
workpiece probe, the position of the <strong>to</strong>ol<br />
setter with respect <strong>to</strong> the workpiece probe<br />
must be determined. This will close the<br />
me<strong>as</strong>urement loop and provide the position<br />
of the <strong>to</strong>ol with respect <strong>to</strong> the workpiece<br />
(see diagram on page 17).<br />
The simplest approach is <strong>to</strong> me<strong>as</strong>ure the<br />
spherical probe directly with the <strong>to</strong>ol setter.<br />
Shining a l<strong>as</strong>er beam at a ruby sp<strong>here</strong>,<br />
which most <strong>to</strong>uch probes incorporate, results<br />
in accuracy errors because the ruby<br />
is transparent. This results from the light<br />
beam continuing <strong>to</strong> the sensor even when<br />
the probe is in the path. Probe manufacturers<br />
offer alternative, nontransparent probe<br />
materials, such <strong>as</strong> alumina and carbide, which can avert this<br />
problem.<br />
As the <strong>to</strong>ol is traversed from the <strong>to</strong>ol setter <strong>to</strong> the workpiece,<br />
errors accumulate due <strong>to</strong> geometry and encoder accuracy.<br />
The same situation occurs <strong>as</strong> the workpiece probe is<br />
moved from the <strong>to</strong>ol setter <strong>to</strong> the workpiece. While both of<br />
these displacements may be precise, or repeatable, the positional<br />
accuracy can vary by several microns.<br />
This accuracy problem can be minimized by placing<br />
the machine probe <strong>as</strong> close <strong>to</strong> the cutting <strong>to</strong>ol <strong>as</strong> possible<br />
and by placing the <strong>to</strong>ol setter <strong>as</strong> close <strong>to</strong> the workpiece <strong>as</strong><br />
possible. In many instances, machine <strong>to</strong>ol probes can be<br />
placed directly in the spindle taper and be operated via<br />
infrared or radio signals. This allows wireless communication,<br />
which, in turn, permits probe mounting with regular<br />
<strong>to</strong>ol changes.<br />
Unfortunately, machine <strong>to</strong>ol probes are not available for<br />
the small tapers in many high-speed micromachine spindles.<br />
Mounting the probe near the spindle on the machine <strong>to</strong>ol<br />
stage, however, can be adequate for most applications, and<br />
help compensate for errors.<br />
As micromachinists attempt <strong>to</strong> effectively apply smaller<br />
micro<strong>to</strong>ols, these <strong>to</strong>ols must be in registration with the workpiece.<br />
Employing me<strong>as</strong>urement strategies designed specifically<br />
for micromachining can go a long way <strong>to</strong>ward reaching<br />
this goal. µ<br />
About the author: Chris Morgan is chief technology offi cer<br />
for Advanced Machine Technologies LLC, Crestwood, Ky. The<br />
company is a <strong>to</strong>ol and die shop for the micromanufacturing<br />
fi eld. It performs micromilling, microEDMing and microgrinding;<br />
machining of diffi cult-<strong>to</strong>-machine materials; and manufactures<br />
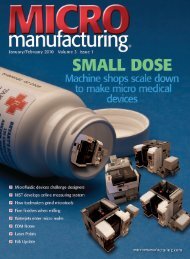
Microlution<br />
A Renishaw <strong>to</strong>uch probe and System 3R pallet mounted on a Microlution 5100-S<br />
machine <strong>to</strong>ol.<br />
cutting <strong>to</strong>ols for micromachining. Telephone: (502) 243-0263.<br />
E-mail: cmorgan@amtech.us.com. Web: www.amtech.us.com.<br />
micromanufacturing.com | 19