Click here to view as PDF - MICROmanufacturing
Click here to view as PDF - MICROmanufacturing
Click here to view as PDF - MICROmanufacturing

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
components—linear and rotary stages—<br />
bolted <strong>to</strong>gether.<br />
“We looked at that platform a few years<br />
ago and found that a fundamental limitation<br />
on incre<strong>as</strong>ing processing speeds w<strong>as</strong><br />
the stiffness of the system,” said Rekowski.<br />
As a result, Aerotech incorporated in<strong>to</strong><br />
its V<strong>as</strong>cuLathe l<strong>as</strong>er motion machine an<br />
integrated linear-rotary design capable of<br />
providing throughput two <strong>to</strong> five times<br />
greater than component systems, while<br />
still providing micron-level dynamic<br />
<strong>to</strong>lerances.<br />
“The stent struts could be on the<br />
order of 70μm wide, and they might<br />
have features with a radius of 20μm,” said<br />
Rekowski. “With features of this size, it is<br />
critical <strong>to</strong> track part geometry very precisely<br />
[because] overshooting in<strong>to</strong> a corner<br />
can undercut a strut and reduce its<br />
yield strength.<br />
Aerotech h<strong>as</strong> also improved its motion<br />
control software, according <strong>to</strong> Rekowski.<br />
“We can allow cus<strong>to</strong>mers <strong>to</strong> program one<br />
global feed rate for the part they’re running,”<br />
he said. “The controller au<strong>to</strong>matically<br />
slows down when it comes across<br />
geometries with extremely small features.”<br />
For example, if the radii of a part’s diameter<br />
decre<strong>as</strong>e, the program au<strong>to</strong>matically<br />
decre<strong>as</strong>es the feed rate and, in turn,<br />
incre<strong>as</strong>es it on long, straight sections of<br />
the stent. “Our software can now handle<br />
all that optimization directly; we remove<br />
that from the cus<strong>to</strong>mer’s responsibility,”<br />
Rekowski said.<br />
L<strong>as</strong>er innovations<br />
Cleveland-b<strong>as</strong>ed Norman Noble Inc.’s<br />
unveiling l<strong>as</strong>t September of its UltraLight<br />
athermal l<strong>as</strong>er—capable of machining<br />
metals and polymers without risk of producing<br />
heat-affected zones or burns—<br />
provided the latest example of evolving<br />
l<strong>as</strong>er machining technology. News of<br />
UltraLight arrived <strong>as</strong> the stent industry<br />
w<strong>as</strong> largely migrating from YAG l<strong>as</strong>ers<br />
<strong>to</strong> the more-precise fiber l<strong>as</strong>ers.<br />
“When stent manufacturing started<br />
more than 10 years ago, the standard <strong>to</strong>ol<br />
w<strong>as</strong> the lamp-pumped Neodium YAG<br />
l<strong>as</strong>er with a wavelength of 1,064nm,” said<br />
Rofin Sinar’s Quandt. “But during the p<strong>as</strong>t<br />
few years, users have been adopting the<br />
fiber l<strong>as</strong>er <strong>as</strong> the standard l<strong>as</strong>er due <strong>to</strong> its<br />
high beam quality and higher frequency.<br />
Cutting speeds up <strong>to</strong> twice <strong>as</strong> f<strong>as</strong>t [<strong>as</strong><br />
the previoius technology] are achieved,<br />
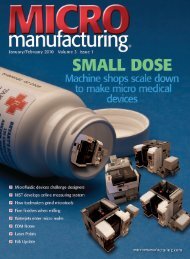
Raydiance<br />
A bioabsorabel stent, with 80µm-dia. struts, machined with<br />
the Raydiance SmartLight MD50 l<strong>as</strong>er.<br />
resulting in higher throughput. Also,<br />
finer cuts can be achieved—for example,<br />
a 0.0006" cut width in materials with<br />
100μm-wall thickness. In the coronary<br />
stent field, the 20μm <strong>to</strong> 25μm cut w<strong>as</strong><br />
standard with the lamp-pumped YAGs,<br />
but with the fiber l<strong>as</strong>er, it’s possible <strong>to</strong> cut<br />
a similar stent with a narrower cut width.”<br />
Compared <strong>to</strong> YAGs, fiber l<strong>as</strong>ers are<br />
up <strong>to</strong> 30 percent more energy-efficient.<br />
Also, fiber l<strong>as</strong>ers typically require new<br />
lamps every 50,000 hours compared <strong>to</strong><br />
every 500 hours for YAGs,<br />
so their maintenance needs<br />
are lower.<br />
As with YAG l<strong>as</strong>ers, standard<br />
fiber l<strong>as</strong>ers also produce<br />
a heat-affected zone<br />
(HAZ) on stents. “T<strong>here</strong> are<br />
ways <strong>to</strong> limit the l<strong>as</strong>er heat<br />
input in<strong>to</strong> the materials; for<br />
example, when pulsing the<br />
l<strong>as</strong>er, you would reduce the<br />
cut width or pump a liquid<br />
through the tube material<br />
during the process,” said<br />
Quandt. “However, t<strong>here</strong>’s<br />
always some HAZ, which<br />
means that a l<strong>as</strong>er-cut metal stent always<br />
requires post processing (chemical etching<br />
and electropolishing).”<br />
But since Norman Noble’s new Ultra-<br />
Light fem<strong>to</strong>second l<strong>as</strong>er cuts material<br />
without producing a HAZ, post-processing,<br />
save for electropolishing, is a<br />
non-issue. The UltraLight incorporates<br />
the SmartLight MD50 fem<strong>to</strong>second fiber<br />
l<strong>as</strong>er introduced l<strong>as</strong>t year by Raydiance<br />
Inc., Petaluma, Calif. The SmartLight<br />
(50-microjewel-per-pulse) system cuts<br />
micromanufacturing.com | 37