Click here to view as PDF - MICROmanufacturing
Click here to view as PDF - MICROmanufacturing
Click here to view as PDF - MICROmanufacturing

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
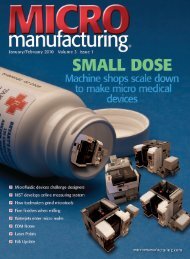
Accumold<br />
A two-shot micropart molded in a continuous process. The clear material is a hard ABS and<br />
the white center ring material is a soft TPE. The single process reduces <strong>as</strong>sembly costs.<br />
microparts with multiple materials.” The<br />
system can offer cost savings in <strong>as</strong>sembly<br />
and allow production of microparts that<br />
would be extremely diffi cult <strong>to</strong> make<br />
using conventional <strong>as</strong>sembly techniques.<br />
Another option for two-shot molding<br />
of microparts is the horizontal version of<br />
the Babypl<strong>as</strong>t, which can be equipped<br />
with a second injection unit. The twoshot<br />
Babypl<strong>as</strong>t can make two-material<br />
products, such <strong>as</strong> brush heads for<br />
cleaning between teeth or accessing<br />
small are<strong>as</strong> in electronics applications.<br />
“A hard pl<strong>as</strong>tic could give the part some<br />
strength, and that could be overmolded<br />
with a softer material for [improved]<br />
<strong>to</strong>uch and feel or other needed<br />
properties,” Brusca said.<br />
Materials and molds for microoptical<br />
parts. Micromolding techniques<br />
also can produce very small optical<br />
parts, such <strong>as</strong> lenses for medical and<br />
telecommunications applications.<br />
Materials used for these parts<br />
include optically clear pl<strong>as</strong>tics such <strong>as</strong><br />
polycarbonate, and translucent options,<br />
like amber-colored Ultem, according<br />
<strong>to</strong> Johnson. He also noted that making<br />
molds for micro-optical components<br />
can require special processes, such<br />
<strong>as</strong> diamond turning and micromilling.<br />
Diamond turning, a process w<strong>here</strong>in<br />
a lathe is fi tted with a single-crystaldiamond<br />
<strong>to</strong>ol, produces surfaces that<br />
appear highly polished even at extremely<br />
high magnifi cation.<br />
—W. Leven<strong>to</strong>n<br />
plunger, on the other hand, might have<br />
a diameter <strong>as</strong> small <strong>as</strong> 5mm, enhancing<br />
shot size control, according <strong>to</strong> Barry.<br />
For the smallest shot sizes, micromolders<br />
can use “plunger-plunger” injection<br />
units. They come with a pl<strong>as</strong>ticating<br />
plunger, which melts the pl<strong>as</strong>tic, and an<br />
injection plunger, which forces the pl<strong>as</strong>tic<br />
in<strong>to</strong> the mold. On the downside, Barry<br />
pointed out that plungers don’t provide<br />
the most efficient pl<strong>as</strong>tication.<br />
For better results in this area, Brusca<br />
said, the Babypl<strong>as</strong>t machine includes<br />
a cylinder containing heated ball bearings<br />
<strong>to</strong> effectively break up pl<strong>as</strong>tic pellets<br />
fed in<strong>to</strong> the cylinder. A pis<strong>to</strong>n<br />
pushes the pl<strong>as</strong>ticized material out of the<br />
cylinder so it can be injected by a second<br />
“shooting pis<strong>to</strong>n” me<strong>as</strong>uring 10mm in<br />
diameter. The pl<strong>as</strong>tic also p<strong>as</strong>ses through<br />
a ball check valve that prevents backflow<br />
of the material, further improving<br />
shot control.<br />
micromanufacturing.com | 33