1975 Thunderjet - Vintage Snow
1975 Thunderjet - Vintage Snow
1975 Thunderjet - Vintage Snow

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
10<br />
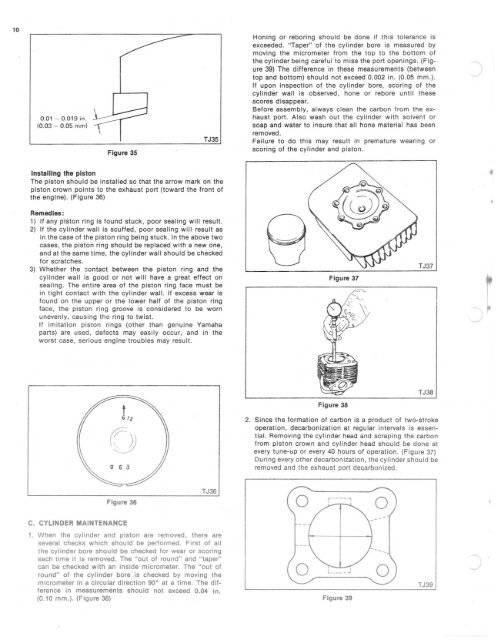
0 .01 - 0.0 19 in.<br />
(0 .0 3 - 0 .05 mm)<br />
Figure 35<br />
TJ35<br />
Honi ng or rebori ng shou ld be do ne if t hi s tol erance is<br />
exceeded. " Taper" of t he cylinder bo re is measu red by<br />
mov ing t he micrometer from the top to th e bottom of<br />
the cy linder bei ng care f ul to miss th e port o penings . (Fi g<br />
ure 39) The difference in these meas ureme nts (between<br />
top and bottom) should not exceed 0.002 in. (0.05 mm .).<br />
If upon inspect ion of th e cy linder bore , sco ring of the<br />
cyl inder wa ll is observed , hone or rebore unti l these<br />
scores d isappear.<br />
Before assembly , always clean the carbo n f rom th e exhaust<br />
port. Also was h out the cy linder with so lven t or<br />
soap and water to insure that all hone material has been<br />
removed .<br />
Failure to do this may resu lt in premature wearing or<br />
scoring of the cylinder and piston.<br />
Installing the piston<br />
The piston shou ld be install ed so tha t the arrow mark on the<br />
piston crown po ints to the exhaust port (toward the front of<br />
the engine). (Fi gure 36)<br />
Remedies:<br />
1) If any piston ri ng is found stuck, poor sealing will result.<br />
2) If t he cyl inder wall is scuffed, poo r seali ng will resu lt as<br />
in th e case of t he pis ton ring being stuck. In t he above two<br />
cases, the pis ton ring should be replaced w ith a new one,<br />
and at the same t ime, t he cy linder wall should be checked<br />
for scratches.<br />
3) Whe ther t he contact between t he pi ston ring and the<br />
cylinder wa ll is good or not w ill have a great effect on<br />
sealing. The entire area of the piston ri ng face must be<br />
in ti ght contact with th e cy linder wall. If excess wear is<br />
found on the upp er or the lower half of th e pis to n ring<br />
face, t he pis to n ri ng groove is considered to be worn<br />
unevenly , caus ing the ring to twist.<br />
If imi tat io n pisto n rin gs (other th an genuine Yamaha<br />
part s) are used , defect s may eas ily occ ur, and in the<br />
worst cas e, serious engin e troubles may result.<br />
Figure 37<br />
•<br />
TJ38<br />
Figure 38<br />
2. Since the for mat ion of carbon is a prod uc t of two-stroke<br />
operat io n, decarbonizati on at regular intervals is esse n<br />
tial. Removing th e cy linder head and sc raping the carbon<br />
from pis ton crow n and cylin der head should be done at<br />
every tune-up or every 40 hours of op eration. (F igure 37)<br />
During every other decarbonization, the cylinder shou ld be<br />
removed and th e exha ust port decarbonized.<br />
Figure 36<br />
TJ36<br />
i---- ..,<br />
C. CYLINDER MAINTENANCE<br />
1. Wh en t he cylinder and pis ton are removed, the re are<br />
several checks which should be performed. Fi rst of all<br />
the cylinder bo re should be checked for wear or scori ng<br />
each time it is removed. The " o ut of round" and " taper"<br />
can be checked with an inside m icrometer. The "out of<br />
round" of the cylinder bore is checked by moving the<br />
micrometer in a circular direction 90' at a time. The difference<br />
in measurements should not exceed 0.04 in.<br />
(0.10 mm.). (F igure 38)<br />
,. .<br />
1.. ...J<br />
Figure 39<br />
--<br />
TJ39