

Svetsaren_nr2 definitief (Page 1) - Esab
Svetsaren_nr2 definitief (Page 1) - Esab
Svetsaren_nr2 definitief (Page 1) - Esab

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Parent material<br />
Joint configuration<br />
Mild steel<br />
Consumables OK Autrod 12.22/OK Flux 10.71<br />
Process SAW SCW SAW SCW<br />
Polarity DC+ DC+ AC AC<br />
Electrode Ø(mm) 3.0 3.0 3.0 3.0<br />
Cold wire* Ø(mm) - 2.0 - 2.0<br />
Current<br />
500 A<br />
Voltage<br />
32 V<br />
Travel speed<br />
55 cm/min<br />
Heat input<br />
1.75 kJ/mm<br />
Effective heat input 1.75 kJ/mm 1.21 kJ/mm 1.75 kJ/mm 1.21 kJ/mm<br />
Weld passes 20 13 18 12<br />
Relative deposition rate 100% 154% 100% 150%<br />
* leading cold wire<br />
Table 2. Welding details and productivity comparison between conventional SAW and SCW<br />
for an ISO joint in 20 mm plate.<br />
SAW and SCW comparison<br />
A set of welds was produced in an ISO all-weld test<br />
joint configuration, in 20 mm mild steel, with<br />
conventional SAW and with SCW. Tests were<br />
performed with DC+ and AC, while keeping the<br />
current, voltage and travel speed constant. Details<br />
relating to joint configuration, consumables and<br />
welding parameters are presented in Table 2.<br />
Results<br />
Duplex SCW welds<br />
A somewhat smaller face had to be used in SCW<br />
compared with conventional SAW to avoid incomplete<br />
penetration. However, X-ray inspection and<br />
microstructural studies revealed no weld imperfections<br />
after fine-tuning the joint preparation and welding<br />
procedure. The possibility to produce a flat and even<br />
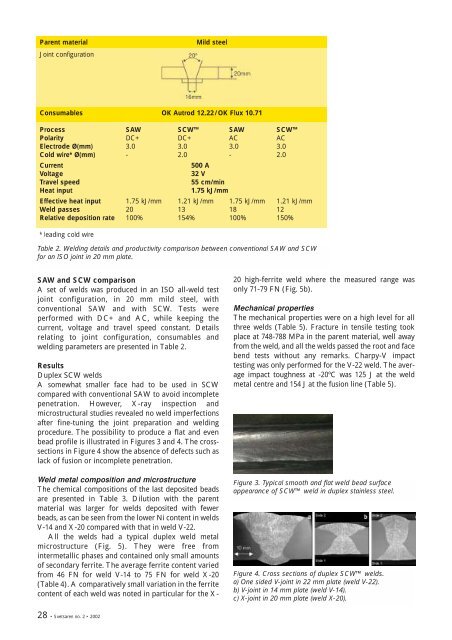
bead profile is illustrated in Figures 3 and 4. The crosssections<br />
in Figure 4 show the absence of defects such as<br />
lack of fusion or incomplete penetration.<br />
Weld metal composition and microstructure<br />
The chemical compositions of the last deposited beads<br />
are presented in Table 3. Dilution with the parent<br />
material was larger for welds deposited with fewer<br />
beads, as can be seen from the lower Ni content in welds<br />
V-14 and X-20 compared with that in weld V-22.<br />
All the welds had a typical duplex weld metal<br />
microstructure (Fig. 5). They were free from<br />
intermetallic phases and contained only small amounts<br />
of secondary ferrite. The average ferrite content varied<br />
from 46 FN for weld V-14 to 75 FN for weld X-20<br />
(Table 4). A comparatively small variation in the ferrite<br />
content of each weld was noted in particular for the X-<br />
20 high-ferrite weld where the measured range was<br />
only 71-79 FN (Fig. 5b).<br />
Mechanical properties<br />
The mechanical properties were on a high level for all<br />
three welds (Table 5). Fracture in tensile testing took<br />
place at 748-788 MPa in the parent material, well away<br />
from the weld, and all the welds passed the root and face<br />
bend tests without any remarks. Charpy-V impact<br />
testing was only performed for the V-22 weld. The average<br />
impact toughness at -20ºC was 125 J at the weld<br />
metal centre and 154 J at the fusion line (Table 5).<br />
Figure 3. Typical smooth and flat weld bead surface<br />
appearance of SCW weld in duplex stainless steel.<br />
Figure 4. Cross sections of duplex SCW welds.<br />
a) One sided V-joint in 22 mm plate (weld V-22).<br />
b) V-joint in 14 mm plate (weld V-14).<br />
c) X-joint in 20 mm plate (weld X-20).<br />
28 • <strong>Svetsaren</strong> no. 2 • 2002














