

Svetsaren_nr2 definitief (Page 1) - Esab
Svetsaren_nr2 definitief (Page 1) - Esab
Svetsaren_nr2 definitief (Page 1) - Esab

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
The susceptibility to localised corrosion also increases<br />
with rising temperatures and with increasing oxidising<br />
capacity of the environment. Strong oxidisers such as<br />
chlorine dioxide (ClO 2 ) and ozone (O 3 ) used in pulp<br />
bleaching, therefore play an important role from the<br />
point of view of localised and general corrosion<br />
susceptibility.<br />
The weld metal microstructure plays a major role<br />
with respect to local corrosion resistance. The<br />
corrosion behaviour of weld metal differs from that of<br />
the more homogeneous base metal that has been<br />
manufactured by rolling and subsequent heat treatment.<br />
A solidified weld metal, instead, remains in the<br />
”as-cast” condition, showing far more pronounced inhomogeneity<br />
than the base metal. The main reasons for<br />
this inhomogeneity are the microsegregation which<br />
takes place during weld solidification and the uneven<br />
partitioning of alloying elements between different<br />
phases during phase transformations. In high-alloyed<br />
austenitic stainless steel welds, the microsegregation of<br />
Mo and Cr in particular leads to a remarkably inhomogeneous<br />
weld composition. After weld solidification,<br />
the dendrite cores are, therefore, depleted in<br />
Cr and Mo, whereas the interdendritic regions are<br />
enriched in these elements. Consequently, the dendrite<br />
cores are more easily attacked in a chloride-containing<br />
environment, which results in inadequate corrosion<br />
resistance unless the weld composition is overalloyed.<br />
The corrosion resistance of a weld may also be created<br />
by the precipitation of Cr- carbides and intermetallic<br />
phases such as sigma-phase in the weld metal<br />
microstructure [1-7].<br />
To avoid the above mentioned problems, the weld<br />
composition is normally overalloyed to eliminate local<br />
underalloyed regions from the weld microstructure. To<br />
achieve this, it has been generally recommended to use<br />
Ni-based consumables when welding high-alloyed<br />
stainless steels. For example, the welding of 254 SMO -<br />
steel (6 %Mo) is usually carried out with a high Mocontaining<br />
(9 %Mo), Ni-base consumable. For 654<br />
SMO (7.5 %Mo), the Mo- content of the consumable is<br />
increased to 15 %.<br />
The use of overalloyed Ni-base consumables has<br />
some limitations, however. The weldability of these<br />
consumables is technically quite demanding, as a result<br />
of the more viscous weld pool behaviour, and a skilful<br />
welder is therefore needed to avoid weld imperfections.<br />
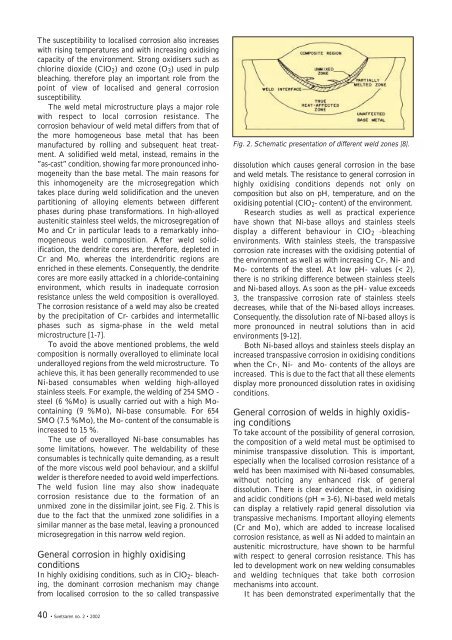
The weld fusion line may also show inadequate<br />
corrosion resistance due to the formation of an<br />
unmixed zone in the dissimilar joint, see Fig. 2. This is<br />
due to the fact that the unmixed zone solidifies in a<br />
similar manner as the base metal, leaving a pronounced<br />
microsegregation in this narrow weld region.<br />
General corrosion in highly oxidising<br />
conditions<br />
In highly oxidising conditions, such as in ClO 2 - bleaching,<br />
the dominant corrosion mechanism may change<br />
from localised corrosion to the so called transpassive<br />
Fig. 2. Schematic presentation of different weld zones [8].<br />
dissolution which causes general corrosion in the base<br />
and weld metals. The resistance to general corrosion in<br />
highly oxidising conditions depends not only on<br />
composition but also on pH, temperature, and on the<br />
oxidising potential (ClO 2 - content) of the environment.<br />
Research studies as well as practical experience<br />
have shown that Ni-base alloys and stainless steels<br />
display a different behaviour in ClO 2 -bleaching<br />
environments. With stainless steels, the transpassive<br />
corrosion rate increases with the oxidising potential of<br />
the environment as well as with increasing Cr-, Ni- and<br />
Mo- contents of the steel. At low pH- values (< 2),<br />
there is no striking difference between stainless steels<br />
and Ni-based alloys. As soon as the pH- value exceeds<br />
3, the transpassive corrosion rate of stainless steels<br />
decreases, while that of the Ni-based alloys increases.<br />
Consequently, the dissolution rate of Ni-based alloys is<br />
more pronounced in neutral solutions than in acid<br />
environments [9-12].<br />
Both Ni-based alloys and stainless steels display an<br />
increased transpassive corrosion in oxidising conditions<br />
when the Cr-, Ni- and Mo- contents of the alloys are<br />
increased. This is due to the fact that all these elements<br />
display more pronounced dissolution rates in oxidising<br />
conditions.<br />
General corrosion of welds in highly oxidising<br />
conditions<br />
To take account of the possibility of general corrosion,<br />
the composition of a weld metal must be optimised to<br />
minimise transpassive dissolution. This is important,<br />
especially when the localised corrosion resistance of a<br />
weld has been maximised with Ni-based consumables,<br />
without noticing any enhanced risk of general<br />
dissolution. There is clear evidence that, in oxidising<br />
and acidic conditions (pH = 3-6), Ni-based weld metals<br />
can display a relatively rapid general dissolution via<br />
transpassive mechanisms. Important alloying elements<br />
(Cr and Mo), which are added to increase localised<br />
corrosion resistance, as well as Ni added to maintain an<br />
austenitic microstructure, have shown to be harmful<br />
with respect to general corrosion resistance. This has<br />
led to development work on new welding consumables<br />
and welding techniques that take both corrosion<br />
mechanisms into account.<br />
It has been demonstrated experimentally that the<br />
40 • <strong>Svetsaren</strong> no. 2 • 2002














