

Svetsaren_nr2 definitief (Page 1) - Esab
Svetsaren_nr2 definitief (Page 1) - Esab
Svetsaren_nr2 definitief (Page 1) - Esab

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
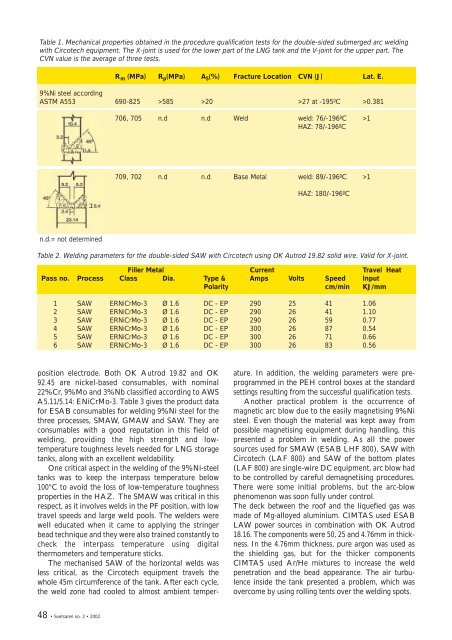
Table 1. Mechanical properties obtained in the procedure qualification tests for the double-sided submerged arc welding<br />
with Circotech equipment. The X-joint is used for the lower part of the LNG tank and the V-joint for the upper part. The<br />
CVN value is the average of three tests.<br />
R m (MPa) R p (MPa) A 5 (%) Fracture Location CVN (J) Lat. E.<br />
9%Ni steel according<br />
ASTM A553 690-825 >585 >20 >27 at -195ºC >0.381<br />
706, 705 n.d n.d Weld weld: 76/-196ºC >1<br />
HAZ: 78/-196ºC<br />
709, 702 n.d n.d Base Metal weld: 89/-196ºC >1<br />
HAZ: 180/-196ºC<br />
n.d.= not determined<br />
Table 2. Welding parameters for the double-sided SAW with Circotech using OK Autrod 19.82 solid wire. Valid for X-joint.<br />
Filler Metal Current Travel Heat<br />
Pass no. Process Class Dia. Type & Amps Volts Speed Input<br />
Polarity cm/min KJ/mm<br />
1 SAW ERNiCrMo-3 Ø 1.6 DC - EP 290 25 41 1.06<br />
2 SAW ERNiCrMo-3 Ø 1.6 DC - EP 290 26 41 1.10<br />
3 SAW ERNiCrMo-3 Ø 1.6 DC - EP 290 26 59 0.77<br />
4 SAW ERNiCrMo-3 Ø 1.6 DC - EP 300 26 87 0.54<br />
5 SAW ERNiCrMo-3 Ø 1.6 DC - EP 300 26 71 0.66<br />
6 SAW ERNiCrMo-3 Ø 1.6 DC - EP 300 26 83 0.56<br />
position electrode. Both OK Autrod 19.82 and OK<br />
92.45 are nickel-based consumables, with nominal<br />
22%Cr, 9%Mo and 3%Nb classified according to AWS<br />
A5.11/5.14: ENiCrMo-3. Table 3 gives the product data<br />
for ESAB consumables for welding 9%Ni steel for the<br />
three processes, SMAW, GMAW and SAW. They are<br />
consumables with a good reputation in this field of<br />
welding, providing the high strength and lowtemperature<br />
toughness levels needed for LNG storage<br />
tanks, along with an excellent weldability.<br />
One critical aspect in the welding of the 9%Ni-steel<br />
tanks was to keep the interpass temperature below<br />
100°C to avoid the loss of low-temperature toughness<br />
properties in the HAZ. The SMAW was critical in this<br />
respect, as it involves welds in the PF position, with low<br />
travel speeds and large weld pools. The welders were<br />
well educated when it came to applying the stringer<br />
bead technique and they were also trained constantly to<br />
check the interpass temperature using digital<br />
thermometers and temperature sticks.<br />
The mechanised SAW of the horizontal welds was<br />
less critical, as the Circotech equipment travels the<br />
whole 45m circumference of the tank. After each cycle,<br />
the weld zone had cooled to almost ambient temper-<br />
ature. In addition, the welding parameters were preprogrammed<br />
in the PEH control boxes at the standard<br />
settings resulting from the successful qualification tests.<br />
Another practical problem is the occurrence of<br />
magnetic arc blow due to the easily magnetising 9%Ni<br />
steel. Even though the material was kept away from<br />
possible magnetising equipment during handling, this<br />
presented a problem in welding. As all the power<br />
sources used for SMAW (ESAB LHF 800), SAW with<br />
Circotech (LAF 800) and SAW of the bottom plates<br />
(LAF 800) are single-wire DC equipment, arc blow had<br />
to be controlled by careful demagnetising procedures.<br />
There were some initial problems, but the arc-blow<br />
phenomenon was soon fully under control.<br />
The deck between the roof and the liquefied gas was<br />
made of Mg-alloyed aluminium. CIMTAS used ESAB<br />
LAW power sources in combination with OK Autrod<br />
18.16. The components were 50, 25 and 4.76mm in thickness.<br />
In the 4.76mm thickness, pure argon was used as<br />
the shielding gas, but for the thicker components<br />
CIMTAS used Ar/He mixtures to increase the weld<br />
penetration and the bead appearance. The air turbulence<br />
inside the tank presented a problem, which was<br />
overcome by using rolling tents over the welding spots.<br />
48 • <strong>Svetsaren</strong> no. 2 • 2002














