OPERATING AND MAINTENANCE INSTRUCTIONS MINICOLOR
OPERATING AND MAINTENANCE INSTRUCTIONS MINICOLOR
OPERATING AND MAINTENANCE INSTRUCTIONS MINICOLOR
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
BlendingLine<br />
motan<br />
power to change<br />
<strong>OPERATING</strong> <strong>AND</strong><br />
<strong>MAINTENANCE</strong> <strong>INSTRUCTIONS</strong><br />
<strong>MINICOLOR</strong><br />
11 / 2004 110/03 643-00.0.GB V0.4
General<br />
• To every person concerned with commissioning of the devices/systems it is recommended to read<br />
thoroughly these operating instructions. Motan accepts no responsibility or liability for damage or<br />
malfunction of the equipment arising form non-observance of these operating instructions.<br />
• To avoid errors and to ensure trouble-free operation, it is essential that these operating instructions are<br />
read and understood by all personnel who are to use the equipment.<br />
• Should you have problems or difficulties with the equipment, please contact your Motan agent.<br />
• These operating instructions only apply to the equipment described below.<br />
© 2002 by Motan GmbH, D-88316 Isny / Allgäu<br />
The information contained in these operating instructions, including any translation thereof, is the property of Motan GmbH Isny/Allgäu<br />
and may not be reproduced or transmitted in any form or by any means (electronic, mechanical, photocopying, recording or otherwise,<br />
nor stored in any retrieval system of any nature for any purpose) without the express written authority of Motan GmbH Isny/Allgäu.
Details relating to the unit<br />
<strong>MINICOLOR</strong><br />
2 Details relating to the unit<br />
2.1 Use in accordance with specifications - Function<br />
The <strong>MINICOLOR</strong> pigment mixing unit is exclusively used to meter masterbatch to the main component.<br />
The <strong>MINICOLOR</strong> is fitted between the machine hopper and the machine intake aperture.<br />
The throughflow rate of the materials to be mixed is determined by the material requirement of the<br />
plasticising screw.<br />
2.2 Technical data<br />
2.2.1 Performance data <strong>MINICOLOR</strong><br />
Max. number of dosinging stations ........................................................................................................... 1 or 2<br />
Storage bin volume ................................................................................................................................ 12 liters<br />
Central bin volume ** (main component) ............................................................................................... 20 liters<br />
Operating voltage (switchable) +/-10% ....................................................... I = 230 V, II =115 V, 50-60 Hz<br />
Connected load ....................................................................................................................................... 200 VA<br />
External contact ............................................................................................................................. potential free<br />
Alarm contact ................................................................................................... up to 240 V / 5 A potential free<br />
Weight (with one dosing unit, without control) ........................................................................................... 15 kg<br />
Slide gate** ........................................................................................................................... manually operated<br />
2.2.2 Technical data of the dosing stations<br />
Type<br />
Screw<br />
(dia. mm)<br />
Performance range*<br />
(kg/h)<br />
i = 1:30 i = 1:55**<br />
Weight<br />
(kg)<br />
G 1 12 0,15 - 2,5 0,1 - 1,59 12,9<br />
G 2 20 1,4 - 20 0,7 - 12 13,1<br />
G 3 20 2,7 - 27 1,5 - 20 14,0<br />
* ) Bulk density γ ss = 0,8 kg/dm³<br />
**) Option<br />
2.1
Details relating to the unit<br />
<strong>MINICOLOR</strong><br />
2.2.3 Dimensions <strong>MINICOLOR</strong><br />
Bin 20 l*<br />
Flange dimensions<br />
Flange dimensions<br />
* Option<br />
** Installation of slide gate possible - Option<br />
Fig. 2-1<br />
Dimensions<br />
2.2
Details relating to the unit<br />
<strong>MINICOLOR</strong><br />
2.2.4 Dimensions <strong>MINICOLOR</strong> S control unit<br />
Dimensions S1, S1T, S2<br />
Dimensions S2T<br />
Fig. 2-2<br />
Dimensions <strong>MINICOLOR</strong> S control unit<br />
2.3
Design and mode of operation<br />
<strong>MINICOLOR</strong><br />
3 Design and mode of operation<br />
3.1 Function principle<br />
The <strong>MINICOLOR</strong> pigment mixing unit mixes the masterbatch into the main material flow.<br />
It can be operated with one or two dosing units, i.e. two color components can can be handled.<br />
The control unit receives a signal from the processing machine. The control unit converts this signal and<br />
transmits it to the dosing motor. As long as the signal is active, the dosing motor operates with the preset<br />
speed.<br />
If the control unit is equipped with a timer, the operation period of the dosing motor can be set when a start<br />
signal is issued.<br />
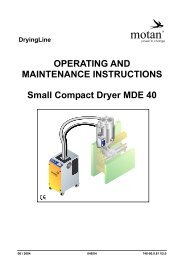
The dosing screw (2, Fig. 3-1) which is driven by the dosing motor (1) conveys the additive component into<br />
the mixing unit (5).<br />
The material flow of the main component is divided into two parts (view X, Fig. 3-1) via the material spreader<br />
(4).<br />
The main component and the additive component (masterbatch) merge in the mixing neck (3). The storage<br />
bin with the dosing screw can be exchanged completely. Thus, different dosing throughputs with different<br />
dosing screws and a quick color change are possible.<br />
Main component<br />
View X<br />
Masterbatch<br />
5<br />
X<br />
4<br />
3<br />
2 1<br />
1 Dosing motor<br />
2 Dosing screw<br />
3 Mixing neck<br />
4 Material spreader<br />
5 Mixing unit<br />
Fig. 3-1<br />
Mixing of the components, layout<br />
3.1
Design and mode of operation<br />
<strong>MINICOLOR</strong><br />
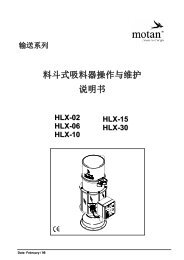
3.2 The various control units<br />
The <strong>MINICOLOR</strong> S control unit is available in<br />
4 versions:<br />
• S1 control unit - for one dosing station<br />
5<br />
4<br />
3<br />
2<br />
1<br />
Fig. 3-2<br />
S1 control unit<br />
• S1T control unit - for one dosing station<br />
with timer<br />
6<br />
Fig. 3-3<br />
S1T control unit<br />
• S2 control unit - for two dosing stations<br />
Fig. 3-4<br />
S2 control unit<br />
• S2T control unit - for two dosing stations<br />
with timer<br />
Fig. 3-5<br />
S2T control unit<br />
Item Description Function<br />
1 Decade switch Sets the speed of the dosing motor<br />
2 Selector switch Sets production mode, calibration or OFF<br />
3 Main switch "On / Off" Switches the power supply for the <strong>MINICOLOR</strong> S control on or off<br />
Lights up in "On" position when mains voltage is applied<br />
4 LED "Motor" (green) Lights up when the dosing motor is operating<br />
5 LED "Alarm" (red) Lights up in case of faults at the dosing motor<br />
6 Timer Sets the dosing time<br />
3.2
Installation<br />
<strong>MINICOLOR</strong><br />
4 Installation<br />
4.1 Mechanical installation<br />
If the flange dimensions of the processing machine are not identical to those of the <strong>MINICOLOR</strong>, the adapter<br />
flange must be used or manufactured.<br />
The adapter flange can be modified.<br />
Part no. of adapter flange: 4090730.<br />
80<br />
9<br />
110<br />
74<br />
20<br />
40<br />
74<br />
Fig. 4-1<br />
Adapter flange for <strong>MINICOLOR</strong><br />
NOTE<br />
If the <strong>MINICOLOR</strong> is mounted on an injection moulding machine,<br />
it is recommended to fit it transversely to the machine axis.<br />
This facilitates access to the operating components.<br />
4.2 Electrical installation<br />
Electrical installation and repair work may only be carried<br />
out by appropriately trained electrical engineers.<br />
Prior to electrical installation works:<br />
Disconnect the control from the power supply and<br />
secure against reconnection.<br />
4.1
Installation<br />
<strong>MINICOLOR</strong><br />
4.2.1 Connecting the control units<br />
CAUTION<br />
The specified voltage of the unit must match the mains voltage available.<br />
− Remove the housing cover<br />
− Check setting at the switch: Fig. 4-2<br />
Fig. 4-2<br />
Setting 230 V<br />
1 2 3<br />
4<br />
5<br />
6<br />
Fig. 4-3<br />
Control unit - rear<br />
Item Description / Connection<br />
1 Connecting cable to dosing motor 2<br />
2 Connecting cable to dosing motor 1<br />
3 Fine fuse, Circuit diagrams<br />
4 Power supply 230 V AC<br />
5 Potential-free contact for an alarm signal (signal evaluation)<br />
6 2-core connecting cable (external contact) to a potential-free contact of the processing machine<br />
4.2
Installation<br />
<strong>MINICOLOR</strong><br />
1 2 4 5<br />
S1<br />
1 2 4 5<br />
S1T<br />
1 2 3 4 5<br />
S2<br />
1 2 3 4 5<br />
S2T<br />
1 Power supply 4 External contact<br />
2 To the dosing motor 1 5 Alarm contact<br />
3 To the dosing motor 2<br />
Fig. 4-4<br />
MINCOLOR S control units, connection layout<br />
4.3
Installation<br />
<strong>MINICOLOR</strong><br />
4.2.2 Connecting the external contact<br />
− Connect the external contact according to the circuit diagram<br />
Control unit without timer: Terminal strip X2 Terminals 3 and 4<br />
Control unit with timer: Terminal strip X2 Terminals 3 and 5<br />
4.2.3 Connecting the alarm contact<br />
− Connect the alarm contact to the terminal strip X3 according to the circuit diagram<br />
4.4
Operation<br />
<strong>MINICOLOR</strong><br />
5 Operation<br />
Operation with the COLOR A control unit see separate manual.<br />
5.1 Operation with the <strong>MINICOLOR</strong> S1 control unit (one dosing station, without timer)<br />
5.1.1 Calibration - with extruders<br />
Calibration is effected by two calibration measurements.<br />
A. First calibration<br />
− Put selector switch (2, Fig. 5-1) to "Off"<br />
− Read the motor speed, according to the<br />
desired throughput, from the appropriate<br />
performance/speed scale ( Fig. 5-2) and<br />
enter in the decade switch (1)<br />
− Switch on On/Off switch (3)<br />
− Put selector switch (2) to "Cont."<br />
4<br />
1<br />
Example: i = 30:1<br />
Required dosing throughput:<br />
6,0 kg/h<br />
= dosing screw: Type G2<br />
= motor speed: 300 rpm<br />
= calibration time: 5 min.<br />
3<br />
2<br />
Fig. 5-1<br />
<strong>MINICOLOR</strong> S1 control unit<br />
Dosing screw Type G2<br />
Fig. 5-2 Performance/speed scale, example dosing screw type G2, i = 30:1<br />
5.1
Operation<br />
<strong>MINICOLOR</strong><br />
− Put <strong>MINICOLOR</strong> in calibration position<br />
Fig. 5-3<br />
− Put the measuring bucket (1) under the<br />
material outlet<br />
− Fill granulate in the storage bin<br />
− Switch on On/Off switch (3, Fig. 5-1)<br />
switch lights up<br />
dosing screw operates<br />
LED "Motor" (4) lights up<br />
− Allow the dosing screw to run until the<br />
granulate is discharged constantly<br />
the dosing sleeve is now filled with material<br />
− Switch off On/Off switch<br />
switch goes out<br />
dosing screw stops<br />
LED "Motor" (4) goes out<br />
1<br />
− Empty the measuring bucket and put it again<br />
under the material outlet<br />
− Read the calibration time, according to the<br />
dosing throughput, from the<br />
performance/speed scale (Fig. 5-2),<br />
example: 5 min<br />
Fig. 5-3<br />
<strong>MINICOLOR</strong> in calibration position<br />
− Switch on On/Off switch<br />
switch lights up<br />
calibration starts<br />
LED "Motor" (4) lights up<br />
− Switch off On/Off switch at the end of the<br />
calibration time (5 minutes)<br />
switch goes out<br />
dosing screw stops<br />
LED "Motor" (4) goes out<br />
− Weigh calibration quantity in the measuring<br />
bucket<br />
(Example: 490 g)<br />
5.2
Operation<br />
<strong>MINICOLOR</strong><br />
B. Second calibration<br />
Calculating the motor speed W prod (formula 1)<br />
W prod =Motor speed for production<br />
M SET =Dosing throughput of dosing<br />
station in kg/h preset nominal value<br />
of production (additive component)<br />
M ACTUAL =Measured calibration quantity in g<br />
t cal. =Actual calibration time in minutes<br />
W Calib =Motor speed for the first calibration<br />
M SET x 1000 x t cal. x W Calib<br />
60 x M ACTUAL<br />
= W prod<br />
Formula 1<br />
Example: i = 30:1<br />
Given: - Dosing throughput = 6,0 kg/h<br />
(from performance/<br />
speed scale)<br />
- Motor speed = 300<br />
(from performance/<br />
speed scale)<br />
- Calibration time = 5 min<br />
(from performance/<br />
speed scale)<br />
- Measured calibration<br />
quantity<br />
= 490 g<br />
Required: - Motor speed for production<br />
Result : - Motor speed = 306<br />
Example<br />
6,0 x 1000 x 5 x 300<br />
60 x 490<br />
= 306<br />
− Enter motor speed 306 (guide value) at the decade switch (1, Fig. 5-1)<br />
− Repeat calibration. If necessary, change the motor speed until the required dosing throughput (calibration<br />
quantity 500 g in 5 minutes 6,0 kg/h) is reached<br />
5.1.2 Production with extruders<br />
− Calibration has been carried out as per section 5.1.1 and the motor speed has been entered in the decade<br />
switch (1, Fig. 5-1)<br />
− Put selector switch (2) to "Prod"<br />
the dosing station(s) operate(s) for so long as an external contact from the extruder is on<br />
5.3
Operation<br />
<strong>MINICOLOR</strong><br />
5.1.3 Calibration - with injection moulding machines - with <strong>MINICOLOR</strong> S1 control unit<br />
With injection moulding machines (and with cyclical plasticising blow moulding machines), dosing is effected<br />
via a determined runtime of the dosing motor. Dosing is actuated by an external contact from the processing<br />
machine.<br />
Calibration is effected in three working steps:<br />
1. Calculating the dosing throughput of the dosing station in kg/h<br />
− Put selector switch (2, Fig. 5-4) to "Off"<br />
− Read the motor speed, according to the<br />
desired dosing throughput, from the<br />
appropriate performance/speed scale ( Fig.<br />
5-5) and enter in the decade switch (1)<br />
− Switch on On/Off switch (3)<br />
− Put selector switch (2) to "Cont."<br />
4<br />
1<br />
3<br />
2<br />
Fig. 5-4<br />
<strong>MINICOLOR</strong> S1 control<br />
Dosing screw type G2<br />
Fig. 5-5 Performance/speed scale, example dosing screw type G2, i = 30:1<br />
5.4
Operation<br />
<strong>MINICOLOR</strong><br />
M SET = Dosing throughput of the dosing station<br />
in kg/h preset nominal value of production<br />
M Batch = Additive per shot in g<br />
t inject = Dosing time in seconds<br />
(preset by the external contact)<br />
3,6 = conversion factor<br />
M Batch x 3,6<br />
Formula 2<br />
t inject<br />
= M SET<br />
Example: i = 30:1<br />
Presumption: Shot weight = 100 g<br />
Masterbatch (or additive share) = 3%<br />
- Additive share in shot = 3 g M Batch<br />
- Dosing time = 5 s t inject<br />
Required: - Dosing throughput in kg/h<br />
Result: = 2,16 kg/h ( use dosing screw type G2)<br />
Example<br />
3 x 3,6<br />
5<br />
= 2,16 kg/h<br />
2. Calibration, determination of calibration quantity: i = 30:1<br />
Given: - Screw type = G2 (throughput 1,4 – 20,0 kg/h)<br />
Required - Dosing<br />
throughput = 2,16 kg/h (from formula 2)<br />
- Motor speed = 110 from performance<br />
scale<br />
- Calibration time = 5 min from performance<br />
scale<br />
Required: - Calibration quantity<br />
kg/h<br />
Moto<br />
Speed 270<br />
Speed 110<br />
Performance scale i = 30:1<br />
− Put <strong>MINICOLOR</strong> in calibration position<br />
Fig. 5-6<br />
− Put the measuring bucket (1) under the<br />
material outlet<br />
− Fill granulate in the storage bin<br />
− Switch on On/Off switch (3, Fig. 5-4)<br />
switch lights up<br />
dosing screw operates<br />
LED "Motor" (4) lights up<br />
− Allow the dosing screw to run until the<br />
granulate is discharged constantly<br />
the dosing sleeve is now filled with material<br />
− Switch off On/Off switch<br />
switch goes out<br />
dosing screw stops<br />
LED "Motor" (4) goes out<br />
1<br />
− Empty the measuring bucket and put it again<br />
under the material outlet<br />
− Read the calibration time, according to the<br />
dosing throughput, from the performance scale,<br />
Example: 5 min<br />
Fig. 5-6<br />
<strong>MINICOLOR</strong> in calibraton position<br />
5.5
Operation<br />
<strong>MINICOLOR</strong><br />
− Switch on On/Off switch (3, Fig. 5-4)<br />
switch lights up<br />
calibration measurement starts<br />
LED "Motor" (4) lights up<br />
− Switch off On/Off switch at the end of the<br />
calibration time (5 minutes)<br />
switch goes out<br />
dosing screw stops<br />
LED "Motor" (4) goes out<br />
− Weigh calibration quantity in the measuring<br />
bucket<br />
measured calibration quantity<br />
= 170 g in 5 minutes<br />
− Put <strong>MINICOLOR</strong> in production position<br />
(Fig. 5-7)<br />
Fig. 5-7<br />
<strong>MINICOLOR</strong> in production position<br />
3. Calculating the motor speed<br />
Calculating the motor speed W Prod.<br />
W Prod. = Motor speed for production<br />
M SET = Dosing throughput of dosing station<br />
in kg/h preset nominal value of<br />
production<br />
(additive component)<br />
M ACTUAL = Measured calibration quantity in g<br />
t cal. = Actual calibration time in minutes<br />
W Calib = Motor speed for the first calibration<br />
M SET x 1000 x t cal x W Calib<br />
= W Prod<br />
60 x M ACTUAL<br />
Formula 1<br />
Example: i = 30:1<br />
− Calculate the motor speed with formula 1<br />
− Enter 116 in the decade switch (1, Fig. 5-4)<br />
2,16 x 1000 x 5 x 110<br />
60 x 170<br />
= 116<br />
Example<br />
5.1.4 Production with injection moulding machines<br />
− Put dosing station in production position, Fig. 5-7<br />
− Put the control unit to production mode, i.e. put the selector switch (2, Fig. 5-4) to "Prod"<br />
the dosing station operates for so long as an external contact from the injection moulding machine is on<br />
5.6
Operation<br />
<strong>MINICOLOR</strong><br />
5.2 Operation with the <strong>MINICOLOR</strong> S2 control unit (two dosing stations, without timer)<br />
Calibration<br />
When using the <strong>MINICOLOR</strong> S2 control unit,<br />
both dosing stations are calibrated individually.<br />
Calibration is effected as described for the<br />
<strong>MINICOLOR</strong> S1 control unit<br />
5.1.2 and 5.1.3.<br />
Production<br />
Production is effected as described for the<br />
<strong>MINICOLOR</strong> S1 control unit<br />
5.3.4 and 5.3.6.<br />
Fig. 5-8<br />
<strong>MINICOLOR</strong> S2 control unit<br />
5.3 Operation with the <strong>MINICOLOR</strong> S1T control unit (one dosing station with timer)<br />
5.3.1 General<br />
With the timer, the dosing time can be set.<br />
Three different operating modes are possible:<br />
• Extrusion (Ext.) und<br />
• Injection moulding (Inj.)<br />
• Calibration (Cal.)<br />
8<br />
7<br />
6<br />
5<br />
4<br />
1<br />
2<br />
3<br />
Fig. 5-9<br />
<strong>MINICOLOR</strong> S1T control<br />
NOTE<br />
The timer operates only, if:<br />
• the power supply is switched on at the On/Off switch (4, Fig. 5-9)<br />
• the selector switch (2) is set to "Prod."<br />
Item Description Function<br />
1 Timer Operating element for setting the dosing time<br />
2 Selector switch for<br />
operating modes<br />
Sets the various operating modes: Extrusion, injection moulding and<br />
calibration<br />
3 Startbutton Starts the calibration time<br />
4 On/Off switch Switches the power supply for the <strong>MINICOLOR</strong> S control unit on/off<br />
5 Selector switch Sets production mode, calibration or switches OFF<br />
6 LED "Motor" (green) Lights up when the dosing motor is operating<br />
7 LED "Alarm" (red) Lights up when there are faults at the dosing motor<br />
8 Decade switch Sets the speed of the dosing motor<br />
5.7
Operation<br />
<strong>MINICOLOR</strong><br />
5.3.2 First commissioning<br />
Checking / setting the operating mode:<br />
− Switch On/Off switch (4, Fig. 5-9) to "On"<br />
− Put the operating mode selector switch (2, Fig. 5-9) to "Prod."<br />
5.3.3 Calibration with extruder operation<br />
Example: i = 30:1<br />
Required dosing throughput<br />
6,0 kg/h<br />
− Read data from the performance/speed scale<br />
Fig. 5-11:<br />
Dosing screw:<br />
G2<br />
Motor speed: 300<br />
Calibration time: 5 minutes (= 300 seconds)<br />
8<br />
7<br />
6<br />
5<br />
1<br />
2<br />
− Set motor speed 300 at the decade switch<br />
(8, Fig. 5-10)<br />
− Put selector switch (5) to "Prod."<br />
− Put selector switch (2) to "Cal."<br />
− Set the meteirng time of 300 seconds with the<br />
buttons (1)<br />
4<br />
3<br />
Fig. 5-10<br />
Calibration<br />
Dosing screw type G2<br />
Fig. 5-11 Performance/speed scale, example dosing screw type G2, i = 30:1<br />
5.8
Operation<br />
<strong>MINICOLOR</strong><br />
− Put the <strong>MINICOLOR</strong> in calibration position<br />
(Fig. 5-12)<br />
− Put measuring bucket (1, Fig. 5-12) under the<br />
material outlet<br />
− Switch on the control at the On/Off switch<br />
(4, Fig. 5-10)<br />
switch lights up<br />
− Put selector switch (5, Fig. 5-10) to "Cont."<br />
dosing screw operates<br />
LED "Motor" (6, Fig. 5-10) lights up<br />
− Allow the dosing screw to run until the<br />
granulate is discharged constantly<br />
the dosing sleeve is now filled with material<br />
− Put selector switch (5) to "Prod"<br />
− Press start button (3, Fig. 5-10)<br />
the dosing screw is operating for 300<br />
seconds<br />
LED "Motor" (6, Fig. 5-10) lights up<br />
1<br />
After 300 seconds:<br />
the dosing screw stops<br />
LED "Motor" (6) goes out<br />
− Weigh the calibration quantity in the measuring bucket<br />
(example: 490 g)<br />
− Correct the motor speed and repeat calibration<br />
formula 1<br />
Fig. 5-12<br />
Filling the screw sleeve<br />
Calculating the motor speed W Prod. (formula 1)<br />
W Prod. =Motor speed for production<br />
M SET = Dosing throughput of the<br />
dosing station in kg/h preset<br />
nominal value of production<br />
(additive component)<br />
M ACTUAL =Measured calibration quantity in g<br />
t cal. =Actual calibration time in minutes<br />
W Calib =Motor speed for first calibration<br />
M SET x 1000 x t cal. x W Calib<br />
60 x M ACTUAL<br />
= W Prod.<br />
Formula 1<br />
Example: i = 30:1<br />
Given: - Dosing throughput = 6,0 kg/h<br />
- Motor speed = 300<br />
- Calibration time = 5 min<br />
- Calibration quantity = 490 g<br />
Required: - Motor speed for production<br />
Result: - Motor speed = 306 Example<br />
6,0 x 1000 x 5 x 300<br />
60 x 490<br />
= 306<br />
− Enter the motor speed 306 at the decade switch (8, Fig. 5-10)<br />
− Repeat calibration until the required dosing throughput (calibration quantity 500 g in 5 minutes<br />
6,0 kg/h) has been reached with the set motor speed<br />
5.9
Operation<br />
<strong>MINICOLOR</strong><br />
5.3.4 Production with extruders<br />
− Calibration is concluded<br />
− Set the selector switch (2, Fig 5-10) to "Ext."<br />
Set the timer to the smallest time unit = 0,1 seconds<br />
the dosing station is operating for so long as an external contact from the extruder is on<br />
5.3.5 Calibration - with injection moulding machines - with <strong>MINICOLOR</strong> S1T control unit<br />
With injection moulding machines (and with cyclical plasticising blow moulding machines), dosing is effected<br />
via a determined runtime of the dosing motor. Dosing is actuated by an external contact from the processing<br />
machine.<br />
Calibration is effected in three working steps:<br />
1. Calculating the dosing throughput of the dosing station in kg/h<br />
− Put the selector switch (2, Fig. 5-13) to "Cont."<br />
− Read motor speed, according to the desired<br />
dosing throughput, from the appropriate<br />
performance/speed scale ( Fig 5-14) and<br />
enter in the decade switch (1, Fig. 5-13)<br />
1<br />
4<br />
3<br />
2<br />
Fig. 5-13<br />
<strong>MINICOLOR</strong> S1T control unit<br />
Dosing screw type G2<br />
Fig. 5-14 Performance/speed scale, example dosing screw type G2, i = 30:1<br />
5.10
Operation<br />
<strong>MINICOLOR</strong><br />
M SET = Dosing throughput of the dosing station<br />
in kg/h preset nominal value of production<br />
M Batch = Additive component per shot in g<br />
t inject = Dosing time in seconds<br />
(preset by the external contact)<br />
3,6 = Conversion factor<br />
M Batch x 3,6<br />
Formula 2<br />
t inject<br />
= M SET<br />
Example: i = 30:1<br />
Presumption: Shot weight = 100 g<br />
Masterbatch (or additive share) = 3%<br />
- Additive component in shot = 3 g M BATCH<br />
- Dosing time = 5 s t inject<br />
Required: - Dosing throughput in kg/h<br />
Result: = 2,16 kg/h ( use dosing screw G2)<br />
Example<br />
3 x 3,6<br />
5<br />
= 2,16 kg/h<br />
2. Calibration, determination of calibration quantity<br />
Given: - Screw type = G2 (throughput 1,4 - 20 kg/h)<br />
Required - Dosing throughput = 2,16 kg/h (from formula 2)<br />
- Motor speed = 110 from performance<br />
scale<br />
- Calibration time = 5 min from performance<br />
scale<br />
Required: - Calibration quantity<br />
kg/h<br />
Moto<br />
Speed 270<br />
Speed 110<br />
Performance scale, i = 30:1<br />
− Put <strong>MINICOLOR</strong> in calibration position<br />
Fig. 5-15<br />
− Put measuring bucket (1, Fig. 5-15) under the<br />
outlet<br />
− Fill granulate in the storage bin<br />
− Switch on On/Off switch (3, Fig. 5-13)<br />
switch lights up<br />
dosing screw operates<br />
LED "Motor" (4) lights up<br />
− Allow the dosing screw to run until the<br />
granulate is discharged constantly<br />
the dosing sleeve is now filled with material<br />
− Switch off On/Off switch<br />
switch goes out<br />
Dosing screw stops<br />
LED "Motor" (4) goes out<br />
1<br />
− Empty the measuring bucket and put it again<br />
under the material outlet<br />
− Read the calibration time, according to the<br />
dosing throughput, from the<br />
performance/speed scale (Fig. 5-14),<br />
example: 5 min.<br />
Fig. 5-15<br />
<strong>MINICOLOR</strong> in calibration position<br />
5.11
Operation<br />
<strong>MINICOLOR</strong><br />
− Switch on On/Off switch (3)<br />
switch lights up<br />
calibration measurements starts<br />
LED "Motor" (4) lights up<br />
− Switch off On/Off switch (3) at the end of the<br />
calibration time (5 minutes)<br />
switch goes out<br />
dosing screw stops<br />
LED "Motor" (4) goes out<br />
− Weigh calibration quantity in the measuring<br />
bucket<br />
measured calibration quantity in 5 minutes<br />
= 170 g<br />
− Put <strong>MINICOLOR</strong> in production position<br />
(Fig. 5-16)<br />
Fig. 5-16<br />
position<br />
<strong>MINICOLOR</strong> in production<br />
3. Calculating the motor speed<br />
Calculating the motor speed W Prod. (formula 1)<br />
W Prod. = Motor speed for production<br />
M SET = Dosing throughput of dosing<br />
station in kg/h preset nominal value of<br />
production (additive component)<br />
M ACTUAL = Measured calibration quantity in g<br />
t cal. = Actual calibration time in minutes<br />
W Calib = Motor speed for first calibration<br />
M SET x 1000 x t cal x W Calib<br />
= W Prod.<br />
60 x M ACTUAL<br />
Formula 1<br />
Example: i = 30:1<br />
− Calculate the motor speed with formula 1<br />
− Enter 116 in the decade switch (1, Fig. 5-13)<br />
eingeben<br />
2,16 x 1000 x 5 x 110<br />
60 x 170<br />
= 116<br />
Example<br />
5.3.6 Production with injection moulding machines<br />
− Calibration concluded<br />
− Put selector switch (2, Fig. 5-10) to "Inj."<br />
the dosing station is operating for so long as the dosing time is set at the timer<br />
5.12
Operation<br />
<strong>MINICOLOR</strong><br />
5.4 Operation with the <strong>MINICOLOR</strong> S2T control unit – two dosing stations with timer<br />
The timer starts both dosing motors.<br />
The motors can have different speeds.<br />
Calibration<br />
When using the <strong>MINICOLOR</strong> S2T control unit,<br />
both dosing stations are calibrated individually.<br />
Calibration is effected as described for the<br />
<strong>MINICOLOR</strong> S1T control unit<br />
5.3.3 und 5.3.5.<br />
Production<br />
Production is effected as described for the<br />
<strong>MINICOLOR</strong> S1T control unit<br />
5.3.4 und 5.3.6.<br />
Fig. 5-17<br />
<strong>MINICOLOR</strong> S2T control unit<br />
5.5 Timer configuration<br />
5.5.1 Displays and settings<br />
1 Power supply symbol<br />
2 Time unit<br />
(H = hour, M = minute, S = second)<br />
3 Decimal place of the time unit<br />
4 Operating mode<br />
5 Increasing (UP) decreasing (DOWN)<br />
6 Time range<br />
7 Display of time preselection T (4 digits)<br />
8 Next stage<br />
9 Configuration validation<br />
10 Keys to set the dosing time T<br />
and setting the timer operating mode for<br />
selection of subfunctions<br />
11 Changeover relay status symbol<br />
NC = Normally closed<br />
NO = Normally opened<br />
12 Display of current value<br />
12<br />
11<br />
1<br />
10<br />
9 8<br />
2<br />
3<br />
2<br />
4<br />
5<br />
6<br />
7<br />
Fig. 5-18<br />
Timer, displays and settings<br />
The timer is set with the following configuration by the manufacturer: see Fig. 5-19<br />
• Time preselection: 000.1 seconds<br />
• Counting: U = Up count<br />
• Operating mode: b = timing on impulse (one shot)<br />
5.13
Operation<br />
<strong>MINICOLOR</strong><br />
Press keys (10, Fig. 5-18)<br />
Fig. 5-19<br />
Checking / setting operating mode<br />
5.5.2 Changing the configuration<br />
Prog off = programming off<br />
Prog on = programming on<br />
Fig. 5-20<br />
Changing the configuration<br />
To change the operation mode, the timer must be set to programming mode (see Fig. 5-20.<br />
When programming is concluded, the "Prog" switch must be put to "Prog off".<br />
Time range: s = seconds Manufacturer's setting: 000.1 s<br />
Trange<br />
m = minutes<br />
h = hours<br />
Functions: A Response delay<br />
out mode b Pulse shaper Manufacturer's setting: b<br />
c Fallback delay<br />
d Clock generator start up pause<br />
dI Clock generator start up pulse<br />
H Counts when switched-on<br />
Counting<br />
u Counting up Manufacturer's setting: u<br />
direction:<br />
up down d Counting down<br />
5.14
Operation<br />
<strong>MINICOLOR</strong><br />
5.6 Color change<br />
NOTE<br />
When changing the color, the complete dosing station with storage bin<br />
is exchanged.<br />
− Release snap closures (2, Fig. 5-21)<br />
− Loosen star knobs (3)<br />
− Withdraw dosing station (1) to the stop gauge<br />
− Remove dosing station (1)<br />
− Put the other dosing station in place<br />
− Push it forward to the stop gauge<br />
− Lock dosing station in place by means of the<br />
snap closures and star knobs<br />
1<br />
2<br />
3<br />
Fig. 5-21<br />
Color change<br />
5.7 Trouble-shooting<br />
The following faults are examples only, and are not to be regarded as exhausted.<br />
Fault Cause Rectification<br />
LED "Alarm" lights up<br />
dosing motor stops<br />
On/Off switch lights up. Dosing<br />
motor not operating in calibration<br />
mode<br />
Dosing motor blocks<br />
Dosing motor<br />
overloaded/overheated<br />
Fusible link burnt<br />
Connecting cable defective<br />
Connecting cable defective<br />
Control unit defective<br />
Switch off the control unit.<br />
Disconnect the unit from the<br />
power supply<br />
Remove granulate from the<br />
dosing screw and switch on the<br />
control unit<br />
Let the dosing motor cool down.<br />
Switch on after approx. 15 min.<br />
Determine cause of overload and<br />
change fuse 6.2<br />
Check connecting cable<br />
Check connecting cable<br />
Change control unit<br />
5.15
Maintenance<br />
<strong>MINICOLOR</strong><br />
6 Maintenance<br />
6.1 Changing the fuse<br />
Fuse<br />
Fig. 6-1<br />
Changing the fuse<br />
6.1
Spare parts list<br />
<strong>MINICOLOR</strong><br />
7 Spare parts list<br />
S1 S1T S2 S2T<br />
1 2 3 4<br />
Fig. 7-1<br />
Control unit<br />
Item No. off Designation / Type Part no. Remarks<br />
1 1 <strong>MINICOLOR</strong> S1 control unit 5038820<br />
2 1 <strong>MINICOLOR</strong> S1T control unit 5038840<br />
3 1 <strong>MINICOLOR</strong> S2 control unit 5038830<br />
4 1 <strong>MINICOLOR</strong> S2T control unit 5038850<br />
1<br />
2<br />
3<br />
6<br />
4<br />
5<br />
4<br />
Fig. 7-2<br />
Central bin<br />
Item No. off Designation / Type Part no. Remarks<br />
1 1 Central bin, 20 liters 5070950 Option<br />
2 1 Cloth filter dia. 45 4074540 Option<br />
3 1 Metal grid dia. 45 4072440<br />
4 6 Star knob 4008970<br />
5 1 Plexiglass 4070460<br />
6 2 Snap closure TL 100 B 4073920 Without hook<br />
7.1
Spare parts list<br />
<strong>MINICOLOR</strong><br />
1<br />
2 3<br />
6 5 4<br />
Fig. 7-3<br />
Motor, storage bin<br />
Item No. off Description / Type Part no. Remarks<br />
1 1 Dosing motor i = 1 : 30<br />
i = 1 : 55*<br />
2 1 Seal G1<br />
Seal G2/G3<br />
3 1 Screw bearing, front G1<br />
Screw bearing, front<br />
G2/G3<br />
4 1 Dosing screw G1<br />
Dosing screw<br />
G2<br />
Dosing screw<br />
G3<br />
4104400<br />
4105360<br />
4090680<br />
4090680<br />
4062640<br />
1950010<br />
4062590<br />
4069560<br />
4062580<br />
5 1 Screw bearing, rear 5011390<br />
6 1 Screw drive element 4015970<br />
- 1 Locking pin, for motorplate 1942680 With S hook and<br />
chain<br />
* = Option<br />
7.2
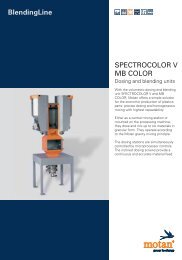
Operating board for mixing units<br />
Part designation: ..............................<br />
or.<br />
Part no.: .....................................<br />
motan<br />
power to change<br />
L2<br />
M2<br />
M2<br />
M2<br />
M2<br />
Extr<br />
G1S<br />
G3S<br />
G5S<br />
G1S<br />
G3S<br />
G5S<br />
G1S<br />
G3S<br />
G5S<br />
G1S<br />
G3S G5S<br />
Inj.<br />
G5L<br />
G7L<br />
G5L<br />
G7L<br />
G5L<br />
G7L<br />
G5L<br />
G7L<br />
Material:<br />
Material:<br />
Material:<br />
Material:<br />
------------------<br />
------------------<br />
------------------<br />
------------------
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
Netzspannung<br />
230V 50Hz<br />
A<br />
Mains voltage<br />
Tension de r‚seau<br />
A<br />
Leistung<br />
0,2kw<br />
Capacity<br />
Puissance<br />
Vorsicherung<br />
Back-up fuse<br />
10A<br />
Motan GmbH<br />
Fusible amont<br />
B<br />
Steuerspannung AC<br />
Control voltage AC<br />
B<br />
Tension de commande AC<br />
Steuerspannung DC<br />
24V DC<br />
Control voltage DC<br />
Tension de commande DC<br />
<strong>MINICOLOR</strong> S<br />
C<br />
C<br />
Verdrahtungsfarben<br />
Wire colours<br />
VERSION 1.0<br />
VARIANTE<br />
A,B,C,D<br />
Cablage color<br />
V<br />
1.0<br />
E-Plan<br />
EKA<br />
11.07.2003<br />
Schwarz<br />
Black<br />
Hauptstrom<br />
Main current<br />
V<br />
0.3<br />
Steuerplatine<br />
REG<br />
30.11.2001<br />
Noir<br />
Circiut principal<br />
D<br />
Hellblau<br />
Light-blue<br />
Neutralleiter<br />
Neutral conductor<br />
D<br />
Bleu clair<br />
Conducteur neutre<br />
Grn gelb<br />
Schutzleiter<br />
Green yellow<br />
Protection-leaders<br />
Vert jaune<br />
Le guide de protection<br />
Rot<br />
Steuerspannung AC 230V<br />
Red<br />
Control voltage AC 230V<br />
E<br />
Rouge<br />
Blau<br />
Tension de commande AC 230V<br />
Steuerspannung DC 24V<br />
E<br />
Blue<br />
Control voltage DC 24V<br />
Le bleu<br />
Tension de commande DC 24V<br />
Orange<br />
Fremdspannung<br />
Orange<br />
External voltage<br />
L'orange<br />
Tension ext‚rieure<br />
F<br />
2<br />
F<br />
nderung Datum Name<br />
Datum<br />
Bearb.<br />
Gepr.<br />
Norm<br />
15.Jul.2003<br />
EKA<br />
Projekt:<br />
<strong>MINICOLOR</strong> S<br />
Urspr. 10.Jul.2003 Ers. f. Ers. d. REG<br />
Motan GmbH<br />
Max-Eyth-Weg 42<br />
88316 Isny<br />
Deckblatt<br />
Cover sheet<br />
Feuille de couverture<br />
Kommission:<br />
Blend<br />
Zeichng.Nr.:<br />
021D-90.0.00<br />
= E<br />
+ E1<br />
Vers. 1.0<br />
Blatt<br />
1<br />
Gr.:<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8
1<br />
A<br />
B<br />
C<br />
D<br />
E<br />
F 3<br />
2<br />
-S0<br />
ON<br />
OFF<br />
3<br />
-D1.1<br />
999<br />
-D1.2<br />
050<br />
Alarm<br />
Alarm<br />
Alarme<br />
Motor<br />
Motor<br />
Moteur<br />
Prod.<br />
Off<br />
Cont.<br />
-S1.1<br />
4<br />
-S1.2<br />
999<br />
050<br />
5<br />
-A3<br />
-S3<br />
-S2<br />
6<br />
Ext.<br />
Inj.<br />
Cal.<br />
Start Cal.<br />
7<br />
8<br />
5<br />
A<br />
B<br />
C<br />
D<br />
E<br />
F<br />
nderung Datum Name<br />
Datum<br />
Bearb.<br />
Gepr.<br />
Norm<br />
15.Jul.2003<br />
EKA<br />
Projekt:<br />
<strong>MINICOLOR</strong> S<br />
Urspr. 10.Jul.2003 Ers. f. Ers. d. EKA<br />
Motan GmbH<br />
Max-Eyth-Weg 42<br />
88316 Isny<br />
Bedienfront<br />
Kommission:<br />
Blend<br />
Zeichng.Nr.:<br />
021D-90.0.00<br />
= E<br />
+ E1<br />
Vers. 1.0<br />
Blatt<br />
4<br />
Gr.:<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8
1<br />
A<br />
B<br />
C<br />
D<br />
E<br />
F 4<br />
2<br />
3<br />
4<br />
4 3<br />
5<br />
-F1<br />
2<br />
6<br />
7<br />
8<br />
-XS3<br />
1<br />
1 Ger„testecker<br />
1 Appliance plug, unit plug<br />
1 Prise de l'appareil<br />
2 Sicherung F1<br />
2 Fuse F1<br />
2 Fusible F1<br />
5<br />
3 Motor 1<br />
3 Motor 1<br />
3 Moteur 1<br />
4 Motor 2<br />
4 Motor 2<br />
6<br />
4 Moteur 2<br />
5 Alarm<br />
5 Alarm<br />
5 Alarme<br />
6 Fremdkontakt<br />
6 External signal, external contact, external impuls<br />
6 Contact ext‚rieur<br />
7<br />
A<br />
B<br />
C<br />
D<br />
E<br />
F<br />
nderung Datum Name<br />
Datum<br />
Bearb.<br />
Gepr.<br />
Norm<br />
15.Jul.2003<br />
EKA<br />
Projekt:<br />
<strong>MINICOLOR</strong> S<br />
Urspr. 10.Jul.2003 Ers. f. Ers. d. EKA<br />
Motan GmbH<br />
Max-Eyth-Weg 42<br />
88316 Isny<br />
Rckwand<br />
Back panel, backwall<br />
Parroi arriŠre<br />
Kommission:<br />
Blend<br />
Zeichng.Nr.:<br />
021D-90.0.00<br />
= E<br />
+ E1<br />
Vers. 1.0<br />
Blatt<br />
5<br />
Gr.:<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8
1<br />
2<br />
3<br />
4<br />
EINSPEISUNG 1/N/PE 230V 50Hz<br />
POWER SUPPLY<br />
Alarm pot. frei<br />
ALIMENTATION<br />
alarm pot. free<br />
max. Vorsicherung 10 A<br />
-XS1<br />
alarme hors pot.<br />
max.. Back-up fuse 10 A<br />
A<br />
max.. Fusible amont 10 A<br />
WE1<br />
H05VVF3G1<br />
WAL<br />
2,5 m<br />
PVC-Steuerleitung<br />
3 * 1 qmm<br />
-XS2<br />
-XS3<br />
-A2X3<br />
B<br />
<strong>MINICOLOR</strong> S<br />
-A2X4<br />
-A2X5<br />
WM1<br />
WM2<br />
C<br />
PVC-Steuerleitung<br />
8 * 1 qmm<br />
PVC-Steuerleitung<br />
8 * 1 qmm<br />
5 m<br />
5 m<br />
M<br />
M<br />
D<br />
-<br />
-<br />
-M1<br />
-M2<br />
24V DC<br />
24V DC<br />
44W 3.2 A<br />
44W 3.2 A<br />
Dosiermotor 1<br />
Dosiermotor 2<br />
Metring motor 1<br />
Metring motor 2<br />
E<br />
le moteur de dosage 1<br />
le moteur de dosage 2<br />
5<br />
6<br />
Fremdkontakt<br />
External signal, external contact, external impuls<br />
Contact ext‚rieur<br />
WFK<br />
PVC-Steuerleitung<br />
2 * 1 qmm<br />
-A2X2<br />
7<br />
8<br />
11<br />
A<br />
B<br />
C<br />
D<br />
E<br />
F<br />
nderung Datum Name<br />
Datum<br />
Bearb.<br />
Gepr.<br />
Norm<br />
15.Jul.2003<br />
EKA<br />
Projekt:<br />
<strong>MINICOLOR</strong> S<br />
Urspr. 10.Jul.2003 Ers. f. Ers. d. EKA<br />
Motan GmbH<br />
Max-Eyth-Weg 42<br />
88316 Isny<br />
Kabelbersicht<br />
Cable survey<br />
Aper‡u des cƒbles<br />
Kommission:<br />
Blend<br />
Zeichng.Nr.:<br />
021D-90.0.00<br />
= E<br />
+ E1<br />
Vers. 1.0<br />
Blatt<br />
7<br />
Gr.:<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8
1<br />
A<br />
1<br />
+E16<br />
B<br />
-11S0 1a<br />
0n/0ff<br />
1<br />
+E19<br />
-11F1 2<br />
3,15A<br />
C<br />
D<br />
-11XS2 1<br />
E<br />
F 7<br />
2<br />
2a<br />
2<br />
PE<br />
Einspeisung<br />
Power supply<br />
Alimentation<br />
PE<br />
2<br />
+E15<br />
-11A1<br />
SNT150 Sec.24V DC<br />
Pri. 88 - 264V<br />
47 - 63Hz<br />
L1<br />
-<br />
3<br />
+E14<br />
-ZEP<br />
N<br />
+<br />
Zentraler Erdungspunkt<br />
Geh„usedeckel<br />
Zentraler Erdungspunkt<br />
Geh„usedeckel<br />
+E14<br />
-ZEP<br />
4<br />
5<br />
6<br />
7<br />
12.2<br />
L+<br />
12.2<br />
L-<br />
12.3<br />
PE<br />
8<br />
12<br />
A<br />
B<br />
C<br />
D<br />
E<br />
F<br />
nderung Datum Name<br />
Datum<br />
Bearb.<br />
Gepr.<br />
Norm<br />
15.Jul.2003<br />
EKA<br />
Projekt:<br />
<strong>MINICOLOR</strong> S<br />
Urspr. 10.Jul.2003 Ers. f. Ers. d. REG<br />
Motan GmbH<br />
Max-Eyth-Weg 42<br />
88316 Isny<br />
Anschlussplan<br />
Connection diagram<br />
Sch‚ma de raccordement<br />
Kommission:<br />
Blend<br />
Zeichng.Nr.:<br />
021D-90.0.00<br />
= E<br />
+ E1<br />
Vers. 1.0<br />
Blatt<br />
Gr.:<br />
11<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8
1<br />
A<br />
+E16<br />
-12A2 Timer<br />
Timer<br />
Tempo<br />
B<br />
-X1 1 2<br />
C<br />
D<br />
E<br />
+ 24V<br />
0 V<br />
FK<br />
3<br />
13.2<br />
X1:1<br />
FKMT<br />
4<br />
13.6<br />
X1:2<br />
2<br />
Stromversorgung / Fremdkontakt<br />
Power supply / External signal<br />
Alimentation ‚lectrique / Contact ext‚rieur<br />
13.6<br />
X1:3<br />
11.8<br />
L+<br />
13.2<br />
X1:4<br />
11.8<br />
L-<br />
+ 24V<br />
-X2 1<br />
0 V<br />
2<br />
-FK<br />
Kunde<br />
+ 24V<br />
3<br />
1<br />
13<br />
14<br />
Kunde<br />
Customer<br />
Client<br />
3<br />
a Timer<br />
a Timer<br />
a Tempo<br />
FK<br />
4<br />
2<br />
FKMT<br />
a<br />
5<br />
0 V<br />
6<br />
11.8<br />
PE<br />
Anschluss<br />
Connection<br />
Raccordement<br />
PE<br />
-WFK<br />
PVC Steuerleitung O<br />
2x1mmý<br />
7<br />
4<br />
von 4 auf 5<br />
from 4 to 5<br />
de 4 a 5<br />
Alarm<br />
Alarm<br />
Alarme<br />
NC<br />
-X3 1<br />
NO<br />
2<br />
COM<br />
3<br />
5<br />
-WM1<br />
PVC Steuerleitung<br />
8x1mmý<br />
-12M1<br />
+ 24V<br />
-X4 1<br />
1<br />
-XSM1 1<br />
1<br />
0 V<br />
2<br />
2<br />
2<br />
2<br />
Dosierung 1<br />
Dosing unit 1<br />
Dosage 1<br />
Motor 1<br />
Motor 1<br />
Moteur 1<br />
Enable<br />
3<br />
3<br />
3<br />
3<br />
S +<br />
3<br />
M<br />
4<br />
4<br />
4<br />
S<br />
5<br />
5<br />
5<br />
5<br />
6<br />
S -<br />
Alarm<br />
6 7<br />
6 7<br />
6 7<br />
6 7<br />
7<br />
Motor 2<br />
Motor 2<br />
Moteur 2<br />
PE<br />
+ 24V<br />
0 V<br />
Enable<br />
S +<br />
S<br />
8<br />
-X5 1 2 3 4 5<br />
-WM2<br />
PVC Steuerleitung<br />
8x1mmý<br />
GNYE<br />
PE<br />
PE<br />
1 2 3 4<br />
-XSM2 1 2 3 4<br />
-12M2 1 2 3 3<br />
Dosierung 2<br />
Dosing unit 2<br />
Dosage 2<br />
M<br />
5<br />
5<br />
5<br />
S -<br />
6<br />
6<br />
6<br />
6<br />
Alarm<br />
8<br />
7<br />
PE<br />
8<br />
7 GNYE<br />
7 PE<br />
7 PE<br />
13<br />
A<br />
B<br />
C<br />
D<br />
E<br />
F<br />
nderung Datum Name<br />
Datum<br />
Bearb.<br />
Gepr.<br />
Norm<br />
15.Jul.2003<br />
EKA<br />
Projekt:<br />
<strong>MINICOLOR</strong> S<br />
Urspr. 10.Jul.2003 Ers. f. Ers. d. EKA<br />
Motan GmbH<br />
Max-Eyth-Weg 42<br />
88316 Isny<br />
Dosierung 1/2<br />
Dosing unit 1/2<br />
Dosage 1/2<br />
Kommission:<br />
Blend<br />
Zeichng.Nr.:<br />
021D-90.0.00<br />
= E<br />
+ E1<br />
Vers. 1.0<br />
Blatt<br />
Gr.:<br />
12<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8
1<br />
A<br />
B<br />
C<br />
D<br />
E<br />
F 12<br />
12.2<br />
X1:1<br />
12.2<br />
X1:4<br />
2<br />
-13A3<br />
Timer<br />
Timer<br />
Tempo<br />
+ 12V<br />
11<br />
3<br />
+ 24V<br />
2<br />
-13S2<br />
Calibrierung<br />
Start<br />
COM<br />
1<br />
3<br />
4<br />
NO<br />
3<br />
-13S3<br />
4<br />
24V DC 40mA<br />
NC<br />
4<br />
Cal<br />
1b<br />
Start<br />
5<br />
1<br />
Inj<br />
Ext<br />
1a<br />
0V<br />
10<br />
5<br />
12.2<br />
X1:2<br />
12.2<br />
X1:3<br />
6<br />
7<br />
8<br />
+STUE/1<br />
A<br />
B<br />
C<br />
D<br />
E<br />
F<br />
nderung Datum Name<br />
Datum<br />
Bearb.<br />
Gepr.<br />
Norm<br />
15.Jul.2003<br />
EKA<br />
Projekt:<br />
<strong>MINICOLOR</strong> S<br />
Urspr. 10.Jul.2003 Ers. f. Ers. d. EKA<br />
Motan GmbH<br />
Max-Eyth-Weg 42<br />
88316 Isny<br />
Option Timer<br />
Option Timer<br />
Option Tempo<br />
Kommission:<br />
Blend<br />
Zeichng.Nr.:<br />
021D-90.0.00<br />
= E<br />
+ E1<br />
Vers. 1.0<br />
Blatt<br />
Gr.:<br />
13<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8