22NOBEL BIOCARE ANNUAL REPORT <strong>2003</strong>SUPPLY CHAIN MANAGEMENTOptimization and globalization“In <strong>2003</strong>, <strong>Nobel</strong> <strong>Biocare</strong>also continued a comprehensiveoptimizationand globalization projectencompassing all itsproduction processes.”<strong>Nobel</strong> <strong>Biocare</strong>’s supply chainorganization enables dentistsand dental laboratories worldwide toprovide patients with high estheticsolutions for lost teeth. To meet customerneeds for short delivery timesand patient demands upon estheticresults, efficient purchase, productionand distribution processes are vital tothe success of the company.<strong>Nobel</strong> <strong>Biocare</strong> manufactures andmarkets standardized products, mainlydental implants and individuallydesigned prosthetics such as crowns,bridges and abutments. Parts of theassortment are sourced from carefullyselected external suppliers, encompassingmachines and componentsrequired to be the total dental solutionprovider. The largest purchasedraw materials are titanium used in theproduction of implants and ceramicpowder for dental copings.Standard productsProduction of standardized products,such as dental implants and abutments,takes place at Karlskoga, Sweden, andYorba Linda, California, USA. Formost markets, products are distributeddirectly to the end customer fromtwo central warehouses, one in YorbaLinda for the American continentsand one in Almere, Holland, for therest of the world. The globalizationof the production structure meansthat all products can now be manufacturedin both Karlskoga and YorbaLinda, which creates a high degree ofefficiency, flexibility and security.During <strong>2003</strong> a series of processdevelopment projects have beenimplemented. The projects haveencompassed new packaging andmachine processes as well as upgradingand changing parts of themachinery equipment.Individualized productsThe manufacturing of individualizedproducts takes place in Stockholm,Sweden, Fair Lawn, New Jersey, USA,and to some extent in Karlskoga,Sweden.The production is based on CAD-CAM data sent electronically directlyfrom the dental laboratories to theProcera manufacturing units. Theindividualized products are producedaccording to individual specificationsfor each unit. Most units are producedand distributed to the customer thevery same day the product data file isreceived at the manufacturing unit.As a result, inventory of these productsis zero, making Procera a truee-business solution.Today <strong>Nobel</strong> <strong>Biocare</strong> has two worldclassproduction facilities for industrializedproduction of individualizedproducts, a fact firmly proven by thepractically zero-fault production.To meet future growth, a number ofactivities were implemented in <strong>2003</strong>to increase production capacity inboth Stockholm and Fair Lawn.The aim is to turn Stockholm andFair Lawn into complete ceramiccenters for both production as well astraining and education activities.Optimization and globalizationIn <strong>2003</strong>, <strong>Nobel</strong> <strong>Biocare</strong> also continueda comprehensive optimizationand globalization project encompassingall other functions within thesupply chain, such as logistics, purchasingand IT.Those efforts have resulted in apositive chain of improvements relatingto quality, efficiency and flexibility.The tangible benefits have included
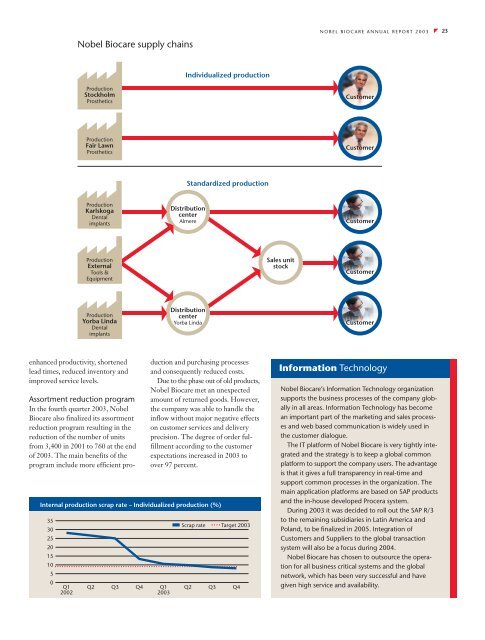
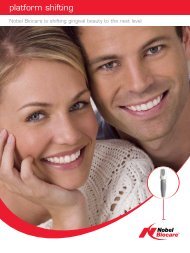
<strong>Nobel</strong> <strong>Biocare</strong> supply chainsNOBEL BIOCARE ANNUAL REPORT <strong>2003</strong>23ProductionStockholmProstheticsIndividualized productionCustomerProductionFair LawnProstheticsCustomerStandardized productionProductionKarlskogaDentalimplantsDistributioncenterAlmereCustomerProductionExternalTools &EquipmentSales unitstockCustomerProductionYorba LindaDentalimplantsDistributioncenterYorba LindaCustomerenhanced productivity, shortenedlead times, reduced inventory andimproved service levels.Assortment reduction programIn the fourth quarter <strong>2003</strong>, <strong>Nobel</strong><strong>Biocare</strong> also finalized its assortmentreduction program resulting in thereduction of the number of unitsfrom 3,400 in 2001 to 760 at the endof <strong>2003</strong>. The main benefits of theprogram include more efficient productionand purchasing processesand consequently reduced costs.Due to the phase out of old products,<strong>Nobel</strong> <strong>Biocare</strong> met an unexpectedamount of returned goods. However,the company was able to handle theinflow without major negative effectson customer services and deliveryprecision. The degree of order fulfillmentaccording to the customerexpectations increased in <strong>2003</strong> toover 97 percent.Internal production scrap rate – Individualized production (%)35302520151050Q12002Q2 Q3 Q4 Q1<strong>2003</strong>Scrap rate Target <strong>2003</strong>Q2 Q3 Q4Information Technology<strong>Nobel</strong> <strong>Biocare</strong>’s Information Technology organizationsupports the business processes of the company globallyin all areas. Information Technology has becomean important part of the marketing and sales processesand web based communication is widely used inthe customer dialogue.The IT platform of <strong>Nobel</strong> <strong>Biocare</strong> is very tightly integratedand the strategy is to keep a global commonplatform to support the company users. The advantageis that it gives a full transparency in real-time andsupport common processes in the organization. Themain application platforms are based on SAP productsand the in-house developed Procera system.During <strong>2003</strong> it was decided to roll out the SAP R/3to the remaining subsidiaries in Latin America andPoland, to be finalized in 2005. Integration ofCustomers and Suppliers to the global transactionsystem will also be a focus during 2004.<strong>Nobel</strong> <strong>Biocare</strong> has chosen to outsource the operationfor all business critical systems and the globalnetwork, which has been very successful and havegiven high service and availability.